Изобретение относится к автоматизации сварочного производства и может быть использовано в системах автоматического регулирования процесса дуговой сварки.
Цель изобретения автоматизация процесса определения постоянной времени проплавления металла при дуговой сварке в импульсном режиме.
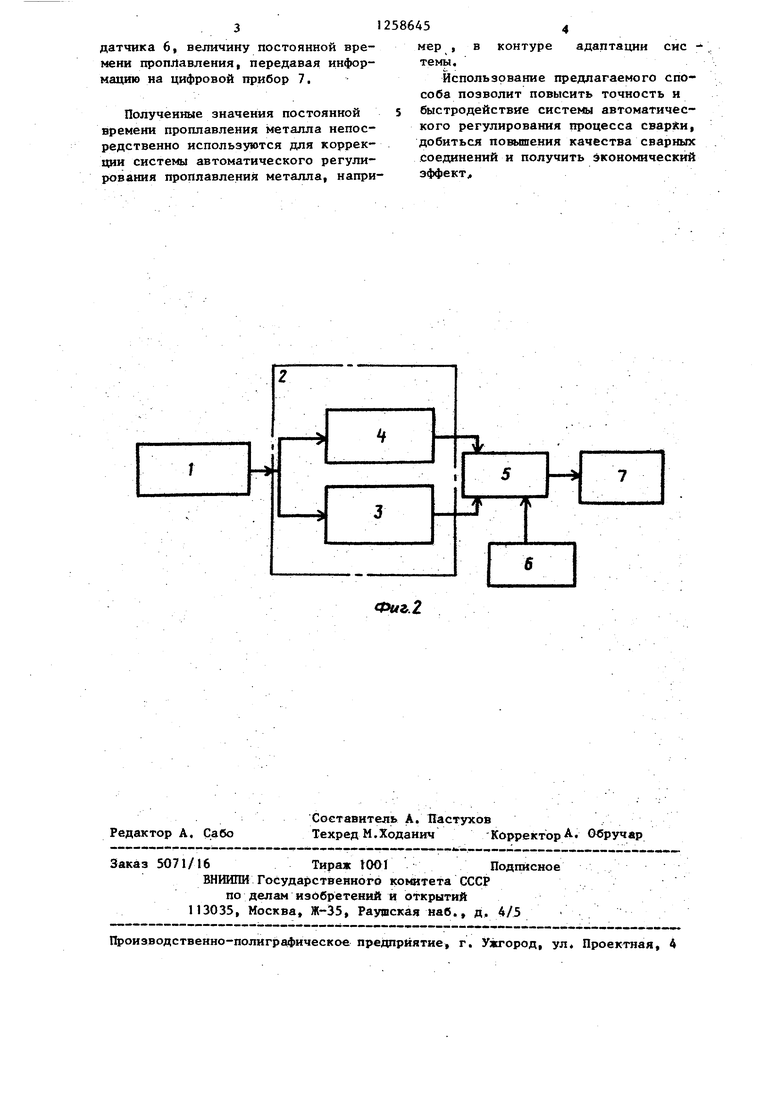
На фиг. 1 показано скачкообразное изменение мощности сварочного источника q в импульсном режиме сварки и соответствующее этому изменению мощности колебание температуры металла дА при среднем значении установившихся колебаний температуры А о; на фиг. 2 - блок-схема устройства, реализующего способ.
Способ осуществляют следующим образом.
Ориентировочно рассчитывают постоянную времени проплавления для номинального режима сварки по формуле
Т 0,5 B/V,
где Т - постоянная времени проплавления, с;
В - ширина шва, мм; V - скорость сварки, мм/с. Далее задают время импульса сварочного тока t и время паузы между очередньши импульсами t, при этом t, Т и tj i Т, после чего осуществляют сварку шва. В процессе сварки измеряют температуру металла на расстоянии от оси электрода, равном по- ловине птрины шва. По величине средней температуры металла и величине ее колебаний определяют постоянную времени проплавления металла по расчетной формуле
Т . А. ЛА t,+t/
где Ар - среднее значение установившихся колебаний температуры, С;
д А - амплитуда колебаний температуры, С.
Способ основан на учете температурных полей, возникающих при воздействии п прямоугольных импульсов сварочного тока (фиг. 1) длительностью t, и паузой между очередным импульсами t,,. Тогда температурное поле можно представить в виде суперпозиции температурных полей, возникающих от каждого импульса, а зависимость температуры металла от времени - в виде формул
-Т ()( III(n-H)-exp (Тт-1пЛ т-.о
tVirih-1
- п-ехр (fm-fm+t)l}qk;
n-h
Т (){II C(n+l)-exp(.o
TTi-h 1
-tn-t;)l-n n-exp(fm-rn)}qk;
T T hj
t Ь t -- X t Т
f tn t t tn + Ц,
где n - число прямоугольных импульсов сварочного тока; t - продолжительность одного
цикла, с;
k - коэффициент пропорциональности;
q - мощность сварочного источника, Дж;
Т - постоянная времени проплавления, с.
Из этих уравнений после преобразований для t Т и получаем
30
t. t,
(т«,-т;; )
0
5
0
5
-t
т -Т
/iua-iijj.- -ii, .f
V,, 2 -с„ (,,)
где f -2. -г- скважность импульсов.
Приравнивая два последних выражения, получаем
Ч1:; ;7 л--:Г(Ич
В случае, если период следования скачкбв мощности q превъшает определяемую постоянную величину проплав- пения, точность определения постоянной времени резко снижается ввиду того, что происходит насыщение амплитудного значения температуры и колебания температуры уменьшаются, при этом коэффициент корреляции между величиной колебаний температуры и постоянной времени проплавления стре- ъттся к нулю.
Устройство, реализующее способ, работает следующим образом.
Сигнал термодатчика 1 (фиг. 1) поступает в блок обработки информации 2, содержащий ам 1г:итудный детектор 3 и .фильтр низких частот 4. Микропроцессор 5 вычисляет по значениям дА, А, поступающим из блока 2 и значениям t и tj, поступающим из за3
датчика 6, величину постояннмени проплавления, передавая мацию на цифровой прибор 7.
Полученные значения постоянной времени проплавления металла непосредственно используются для коррекции системы автоматического регулирования проплавления металла, наприв контуре адаптации сие мер , темы.
Использование предлагаемого способа позволит повысить точность и быстродействие системы автоматического регулирования процесса сварки, добиться повышения качества сварных соединений и получить экономический эффект.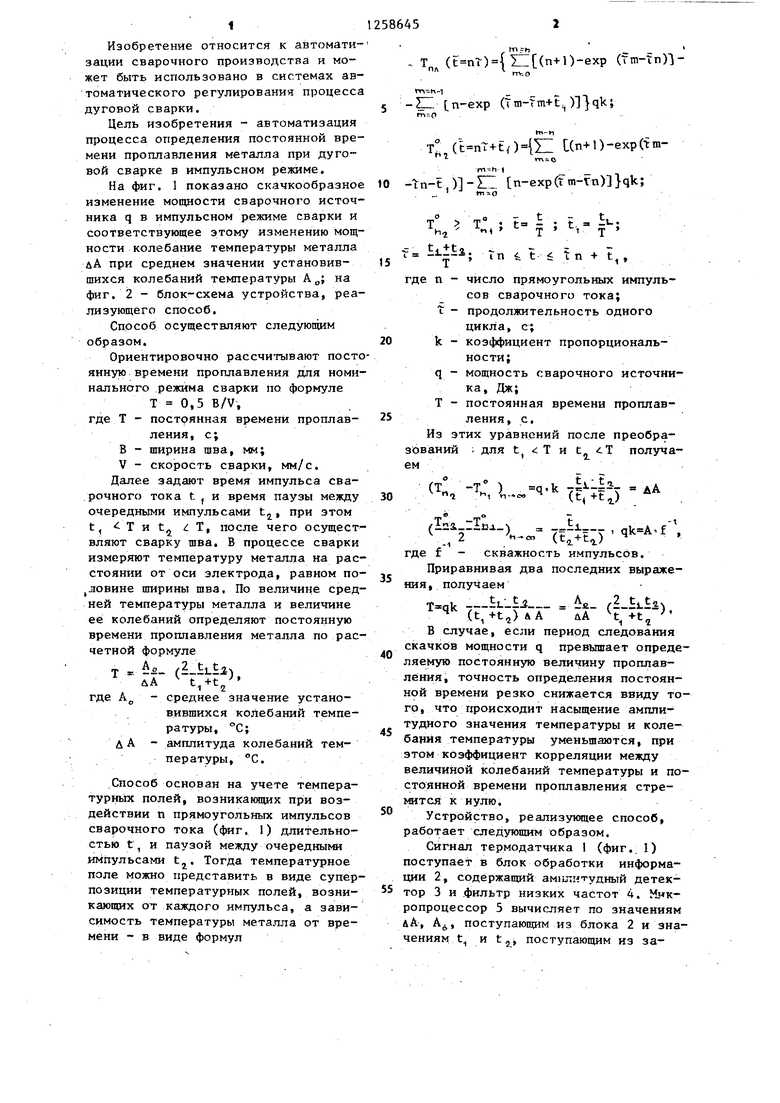
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки модулированным током | 1984 |
|
SU1131618A1 |
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| Способ дуговой сварки | 1978 |
|
SU791483A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ | 1989 |
|
SU1665612A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| Способ удаления дефектов металла | 1978 |
|
SU804335A1 |
| Способ стабилизации сквозного проплавления | 1988 |
|
SU1593829A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
Редактор А. Сабо
Составитель А. Пастухов
Техред М.Ходанич Корректор А. ОСручар
Заказ 5071/16Тираж ICKMПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул Проектная, 4
Фиг. 2
| Способ определения постоянной времени проплавления | 1980 |
|
SU979050A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
