Изобретение относится к сварочному производству и может быть использовайо в различных отраслях машиностроения при дуговой сварке листовых конструкций встык.
Цель изобретения - снижение остаточных деформаций.
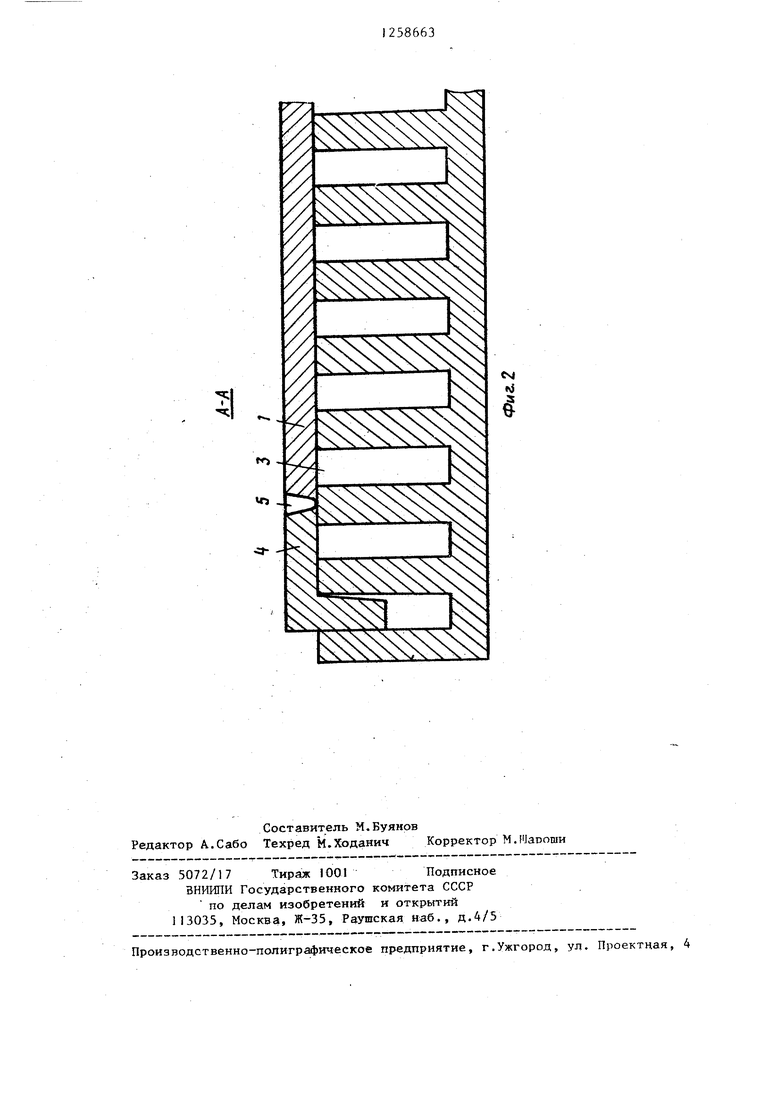
На фиг.1 представлена схема осуществления способа; на фиг.2 - разрез А-А на фиг.1.
Свариваемые детали 1 укладываются н а жесткий стол 2 сварочного приспособления . По всей длине стола 2 выполнены поперечные прорези 3. Свариваемые детали укладываются таким образом, чтобы стык располагался над прорезями 3. По торцам деталей с обоих концов стыка устанавливаются фиксирую1цие элементы 4 , выполненные в форме Г-образных пластин, при этом отогнутую часть каждо пластины размеп1ают в соответствующей прорези 3, после чего свободные концы пластин приваривают к торцам, деталей 1 швами 5. Ширину прорезей 3 назначают равной ожидаемой ширине зоны пластических деформаций при сварке стыка, которую определяют экспериментально или расчетным путем. После закрепления деталей начинают процесс сварки, при этом фиксирующие элементы 4 могут использоваться в качестве за- ходных пластин.
В процессе сварки возникает усадочная сила, которая стремится укоротить шов и деформировать сварное соединение. Влагодаря тому, что отогнутая часть Г -образной пластины 4 расположена в прорезях 3, сварной шов не имеет возможности укорачиваться, - так как отогнутая часть пластин 4 создает реактивную силу, равную по значению, но обратную по направлению усадочной силе, т.е. создается растягивающее усилие в шв что позволяет уменьшить остаточные деформации.
Габариты стола 2 сварочного присйособления выбирают, исходя из максимальных размеров деташей 1,
20
586632
свариваемых на данном рабочем месте. Зная режимы сварки, максимально допустимые для данного сварочного поста, можно определить максимальную
5 1 шрину зоны пластических деформаций и тем самым определить ширину Г-образных гшастин 4. т.е. определить размер Б. Для удобства сборки прорези 3 в столе 2 должны
быть несколько длиннее размера Б .
1 1ирину Г -образных пластин 4 назначают равной ширине зоны пластических деформаций, так как наиболее эффективное снижение остаточ 5 ньгх деформаций достигается в том случае, когда растяжению подвергают только шов и указанную зону. Прорези 3 вьтолняют вдоль всего стола 2, что позволяет сваривать детали 1 различной длины. В качестве Г -образного фиксирующего элемента 4 может быть использован стандартный уголок.
Пример . Сваривали детали размерами 500 х 100 х 100 мм, изготовленные из стали ВСтЗсп. В качестве заходных пластин был использован уголок 100 X 100 и длиной 100 мм. Для сравнения сваривали детали таких же размеров, но в качестве за30 ходных пластин использовали прямоугольные пластины размером 100 х X 100 мм. Сварочный ток 600-620 А, напряжение дуги 34-36 В,вылет электрода 25 мм, скорость сварки 32 м/ч.
35 После сварки с использованием обычных (плоских заходных пластин мак- симальньш прогиб деталей составил 23,2 мм, а при сварке с Г-образными пластинами;, установленными в
40 прорези сварочного стола, максимальный прогиб деталей составил 3,3 мм, т.е. остаточные деформации уменьшились примерно в семь раз. При этом дополнительных средств на снижение
45 деформаций затрачено не бьшо.
Применение предлагаемого способа позволяет значительно снизить остаточные деформации без применения специальных устройств и операций, : усложняющих технологию и удорожающих производство.
25
50
Т
« ч
п
-а- см
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ сварки кольцевых стыков | 1986 |
|
SU1391843A1 |
| Способ устранения сварочных деформаций и напряжений в тонколистовых конструкциях | 1983 |
|
SU1139597A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1533154C |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ закрепления деталей при сварке | 1972 |
|
SU598718A1 |
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
| Способ уменьшения сварочных напряжений и деформаций | 1990 |
|
SU1698021A1 |

| СПОСОБ ЗАКРЕПЛЕНИЯ ИЗДЕЛИЙ ПРИ СВАРКЕ | 0 |
|
SU184376A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| в машиностроении: Т.З/Под ред | |||
| В.А.Винокур&ва | |||
| М.: Машиностроение, 1979, с.389. | |||
