to
о: оо ю
Изобретение относится к станкостроению.
Цель изобретения - повышение производительности и качества обработки путем снятия фасок на двух параллельно расположенных в механизме для базирования и вращения кулачках.
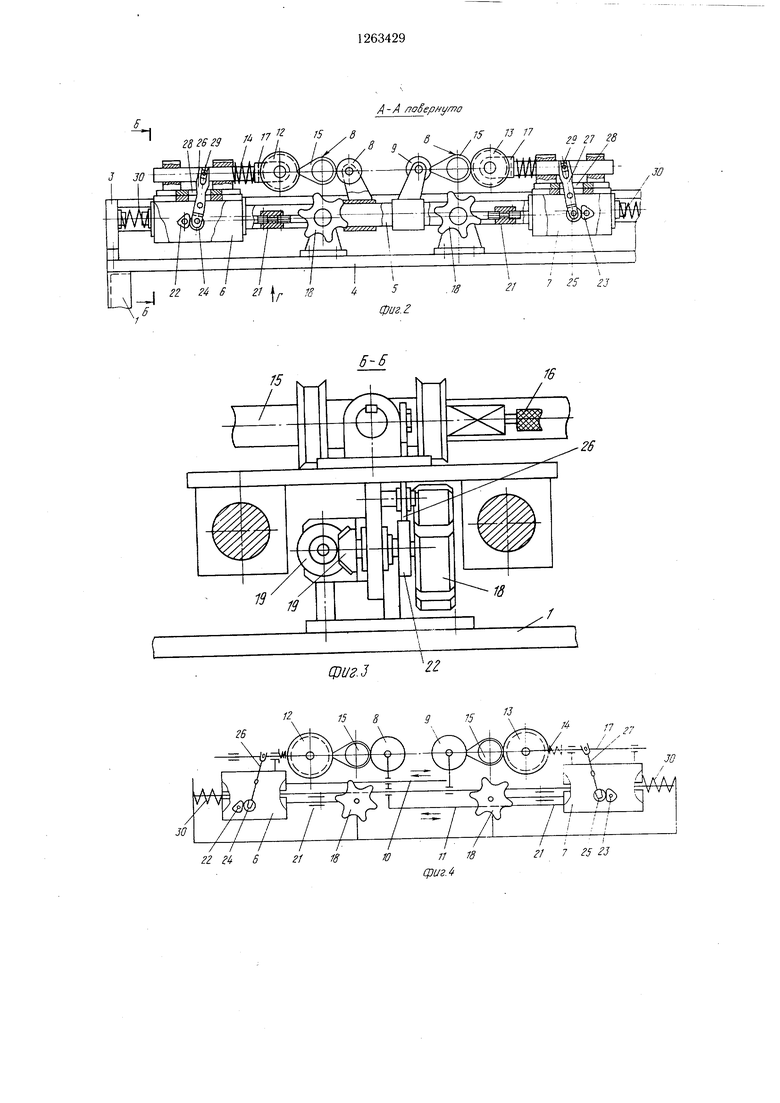
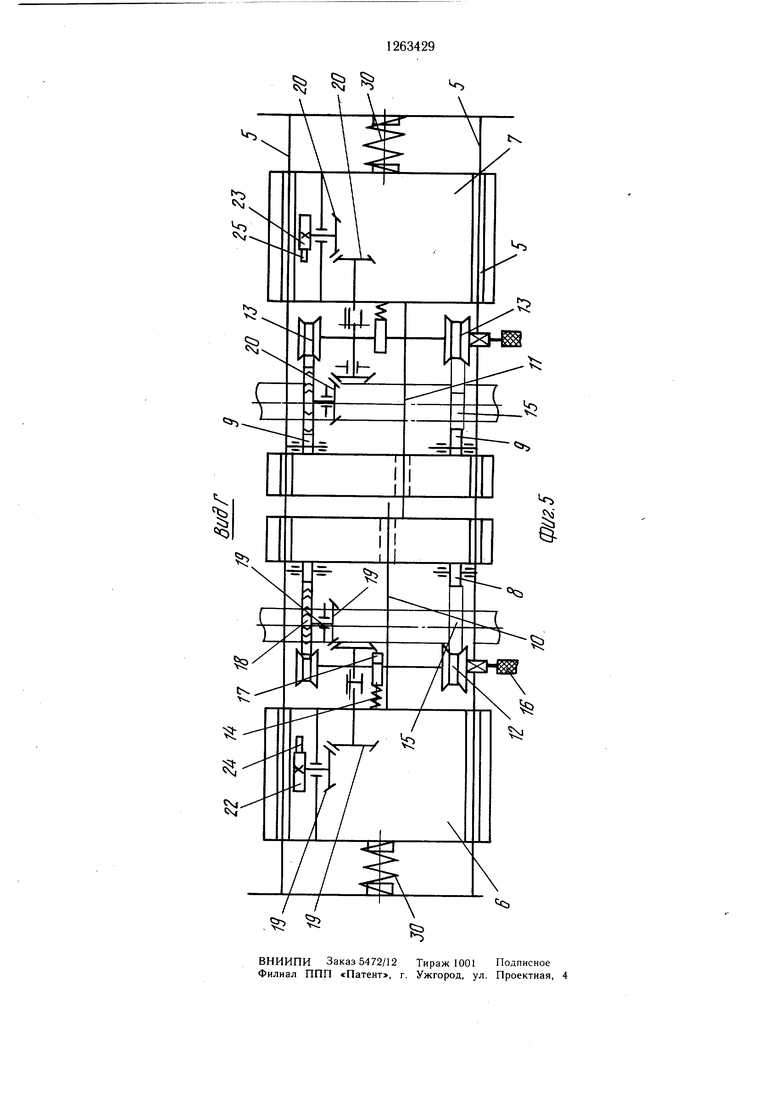
На фиг.1 схематично изображено устройство для снятия фасок на кулачках, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - схема предлагаемого устройства, вид сбоку; на фиг.5 - вид Г на фиг.2.
Устройство содержит раму 1, на которой размещены редуктор-привод 2.
Устройство для снятия фасок 3 включает в себя корпус 4, направляющие 5 (их количество устанавливается в зависимости от количества пар обрабатываемых кулачков на распределительном валу), по которым попарно перемещаются каретки 6 и 7. Каждая из кареток 6 и 7 жестко связана с копирными роликами 8 и 9 посредством тяг 10 и 11 и в ней размещены приводные плавающие обрабатывающие инструменты, например абразивные круги 12 и 13, перемещающиеся совместно с каретками 6 и 7 по направляющим 5 (фиг.1), круги 12 и 13 выполнены по форме снимаемых фасок на кулачках.
Упругие связи, например пружины 14, служат для поджатия абразивных кругов 12 и 13 к обрабатываемой кромке кулачка детали 15. Круги 12 и 13 приводятся в движение посредством гибких проволочных валов 16, передающих крутящий момент от редуктора-привода 2.
На корпусе 4 установлены механизмы 17 для автоматического подвода-отвода инструментов - кругов 12 и 13, к обрабатываемому кулачку детали 15 (фиг.2). Механизм 17 подвода-отвода выполнен в виде мальтийского креста 18, установленного с возможностью вращения на корпусе 4 и предназначенного для взаимодействия с обрабатываемым кулачком детали 15.
Передача прерывистого движения от мальтийского креста 18 к обрабатывающим кругам 12 и 13 осуществляется, например, набором конических передач 19 и 20 (фиг.З и 5) через щлицевые муфты 21 (фиг.2, 4) на кулачки 22 и 23, сопрягаемые с роликами 24 и 25 подводящего-отводящего рычагов 26 и 27, перемещающихся по центральному пазу 28 кареток 6 и 7. Через штифт 29, закрепленный на оси механизма 17, рыча1ги 26 и 27 подводят-отводят абразивные круги 12 и 13 к обрабатываемым кромкам кулачка. Для силового замыкания кареток б и 7 использованы возвратные пружины 30, обеспечивающие постоянный контакт копирующих роликов 8 и 9 с кулачками. Две параллельно расположенные детали 15 устанавливаются в механизм для базирования и вращения, основными элементами которого являются редуктор-привод 2, центр 31, поводковые хомутики 32, поводки которых зацепляются за шпильки центра 31 (фиг.1).
Копирный ролик 9 каретки 6 с инструментом 12, предназначенной для обработки первого кулачка (первой детали 15), установлен с возможностью взаимодействия с вторым кулачком (второй деталью 15).
Одновременно копирный ролик 8 каретки 7 с инструментом 13, предназначенной для обработки второго кулачка (второй детали 15), установлен с возможностью взаимодействия с первым кулачком (первой деталью 15).
Таким образом, для первого случая используется профиль кулачка второй детали 15 в качестве копира при обработке кромок первой детали 15, а для второго случая - профиль кулачка первой детали в качестве копира при обработке кромок вто0 рой детали 15.
Устройство работает следующим образом. Перед установкой обрабатываемых деталей 15 в механизм для базирования и вращения каретки 6 и 7 находятся в крайних (нерабочих) положениях, чтобы иметь
5 возможность для свободной установки (снятия) деталей 15. Обрабатываемые детали 15 при их установке ориентируют по расположению кулачков, например по поверхностям В (фиг.2). Зажимают детали 15 в центрах 31 (фиг.1). Затем устанавливают каретки 6 и 7 в рабочее положение (фиг.1, 2 и 4), т. е. отпускают их до взаимодействия копириых роликов 8 и 9 с поверхностью кулачков деталей 15. При этом круги 12 и 13 не взаимодействуют с кулачками, т. е. находятся на расстоянии от кулачков, определяемом углом поворота мальтийского креста 18. Возвратные пружины 30 обеспечивают постоянное взаимодействие копирующих роликов 8 и 9 с кулачками деталей 15 в процессе обработки.
0 При включении в работу редуктора-привода 2 одновременно с обрабатываемыми деталями 15 синхронно вращаются в противоположном направлении и обрабатывающие инструменты - круги 12 и 13. Снятие фасок обеспечивается копирными роликами 8
5 и 9, получающими поперечные движения от вращающихся кулачков деталей 15 при -взаимном копировании окончательно обработанных профилей кулачков и передающими эти же движения посредством жестких связей - тяг 10 и 11 (фиг.1 и 4) на каретки 6 и 7 с кругами 12 и 13. Копирные ролики 8 и 9 реализуют вращательное движение деталей 15 в поперечное возвратно-поступательное перемещение кареток 6 и 7 с инструментами в направлении, перпенди5 кулярном оси вращения деталей 15. При этом копирные ролики 8 и 9 и каретки 6 и 7 с инструментами перемещаются по программе, заданной профилями кулачков деталей 15, и по и тем же направляющим 5 (фиг.1 и 2) дополнительно сжимая или растягивая возвратные пружины 30. Процесс снятия фасок происходит при механическом включении механизма 17 подвода-отвода обрабатывающих кругов 12 и 13. Как только кулачки деталей 15 входят в зацепление с мальтийскими крестами 18, начинается плавный подвод вращающихся кругов 12 и 13 к обрабатываемым кромкам вращающихся кулачков. Подвод кругов 12 и 13 заканчивается после выхода кулачков из зацепления с мальтийскими крестами 18, которые при этом поворачиваются на определенный угол, связанный зависимостью с расстоянием, на котором круги 12 и 13 удалены от кулачков в исходном положении. Прерывистое движение от мальтийского креста 18 к обрабатываемым кругам 12 и 13 осуществляется набором конических передач 19 и 20 (фиг.З и 4) через щлицевые муфты 21 (фиг.2 и 4), закрепленные в осевом направлении со стороны мальтийского креста 18 и свободные в осевом направлении со стороны кареток 6 и 7, т. е. в направлении поперечной передачи,на кулачки 22 и 23, сопрягаемые с роликами 24 и 25 подводящего-отводящего рычагов 26 и 27, перемещающихся по центральным пазам кареток 6 и 7. Через штифты 29, закрепленные на осях механизма 17, рычаги 26 и 27 подводят-отводят круги 12 и 13 к обрабатываемым кромкам кулачков. Начинается снятие фасок одновременно с кромок кулачков двух одинаковых деталей 15. Фаски снимаются по всему профилю кулачка до тех пор, пока кулачок вновь войдет в зацепление. Как только кулачок вновь входит в зацепление с мальтийский крестом 18, заканчивается снятие фасок и начинается отвод кругов 12 и 13, который заканчивается после выхода кулачков из зацепления (круги занимают исходное положение). Таким образом, снятие фасок на кулачках двух одинаковых деталей происходит за один оборот деталей 15. Редуктор-привод 2 отключается автоматически по окончании обработки последнего кулачка детали 15 (пары кулачков), после чего производится отвод кареток 6 и 7 в нерабочее положение. Обработанные детали 15 снимаются. Цикл обработки следующих деталей 15 повторяется аналогично.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛАСТМАССОВЫХДЕТАЛЕЙ | 1979 |
|
SU825319A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ ЭВОЛЬВЕНТНЫХ ФАСОК | 2011 |
|
RU2478026C1 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Устройство для обработки фасок | 1977 |
|
SU841922A1 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ШЛИФОВКИ И ПОЛИРОВКИ | 1972 |
|
SU349569A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| Полуавтомат для обдирки наждачным кругом цилиндрических или конических наружных поверхностей деталей | 1950 |
|
SU91692A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК НА КУЛАЧКАХ, содержащее корпус, каретки с инструментами, связанные с копирными роликами, механизм для базирования и вращения кулачков и механизмы подвода-отвода инструментов, отличающееся тем, что, с целью повыщения производительности и качества обработки путем снятия фасок на двух кулачках, параллельно расположенных в механизме для базирования и вращения, копирные ролики каретки с инструментами, предназначенной для обработки первого кулачка, установлены с возможностью взаимодействия с вторым кулачком, а копирные ролики каретки с инструментами, предназначенной для обработки второго кулачка, установлены с возможностью взаимодействия с первым кулачком, причем механизмы подвода-отвода инструментов выполнены в виде мальтийских крестов, установленных с возможностью вращения на корпусе и предназначенных для взаимодействия с обрабатываемыми кулачками. 
и ло§ерн /то 15 13 /7 29 г 28 TTfrrA l I 7 25 гЗ ZJ 7 5 23
| Устройство для обработки фасонных поверхностей | 1982 |
|
SU1066749A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
