Предлагаемый способ изготовления охлаждаемых воздухом шин, без пневматических нагнетательных камер, предназначается, в особенности, для самодвижущихся повозок и имеет целью охлаждать шины, при легкости их изготовлениЯд неизменяемости формы и долговечности.
Способ состоит в том, что на наружную сторону снабженного отверстиями металлического кольца сначала накладываются куски массивной резины, образующие собою как бы переборки, промежутки между которыми заполняются особыми формовочными частями, перекрывающими упомянутые выше отверстия металлического кольца, после чего на это кольцо вместе с установленными на нем переборками налагается, охватывающая их, пропитанная резиною, бинтообразная оболочка, а затем и покрышка, в каковом виде все вместе подвергают вулканизации, по окончании которой означенные выше формовочные части удаляются через имеющиеся в кольце отверстия и производимые для этой цели в соответствующих местах вырезы в бинтообразной оболочке или бандаже щины. При этом применяются особые приспособления для соединения между собою
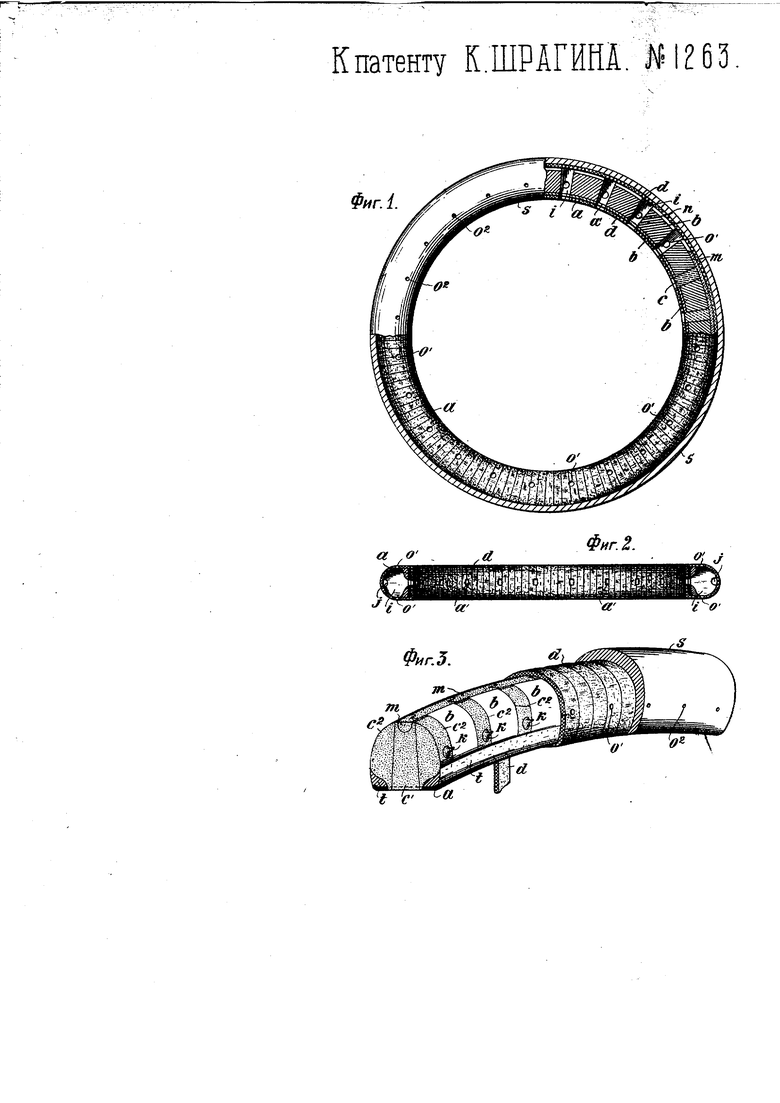
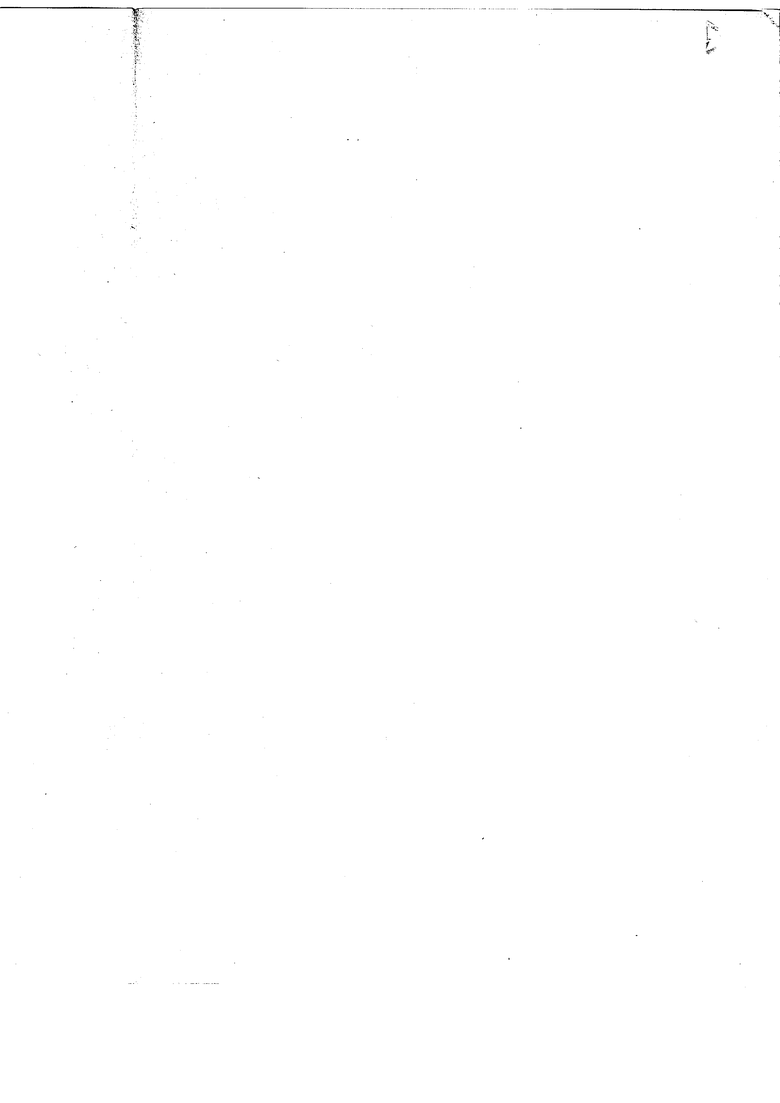
образованных описанным образом камер при посредстве соответствующих каналов или отверстий с тою целью, чтобы, пользуясь расположенными в днище каждой камеры отверстиями металлического кольца, создать при вращении колеса постоянный обмен воздуха, охлаждающий щину. Благодаря тому, что бинтообразный бандаж охватывает и металлическое кольцо, служащее монтировочным остовом для укрепляемых на нем переборок, удерживаются в правильном пололожении резиновые переборки, ограничивающие собою отдельные смежные воздушные камеры, а также служащие для образования этих последних формовочные части, благодаря чему, как те, так и другие не изменяют при вулканизации своей формы; с другой стороны, благодаря тому же бандажу, беговая часть шины приобретает после вулканизации большую жесткость и усиленное строение. Кроме того, при вращении колеса происходит быстрое и ничем не затрудненное всасывание и выталкивание воздуха, обеспечивающее собою намеченное постоянное энергичное охлаждение щины. На фиг. 1 -17 пояснен предлагаемый способ изготовления щины на примерной форме выполнения: фиг. 1 изображает выполняемую шину, частью в переднем виде, частью в разрезе; левая сторона верхней половины фигуры представляет собою наружный вид шины, правая же сторона этой же половины- разрез ее с показаниями в нижней части неудаленных еи|е фор.мовочн1,1х сердечников, а в верхней части-уже готовых камер (нинсняя половина 1иины представлена в разрезе таким образом, что видны только винтообразная оболочка и верхняя покрышка шины); фиг. 2 изображает горизонтальный разрез фиг. 1; . 3 - поясняет наглядным образом часть рабочего процесса, в особенности же об.матывание отдельных переборок бинтообразным бандажем; фиг. 4 - разрез шины перед производством вулканизации; фиг. 5-часть в развернутом виде, в разрезе вдоль ее окружности; фиг. 6 и 7 - вид в перспективе части покрышки и соотв. части полосы массивной резины, из которой приготовляются резиновые переборки для шины; фиг. 6, 6, 6 представляют детали способа -Хранения, впредь до дальнейшей обработки, резиновых полос, идущих на выделку покрьинек и переборок из массивной резины; фиг. 8 - перспективный вид формовочной части, вставляемой между резиновыми переборками; фиг. 9-такой же перспективный вид резиновой переборки; фиг. 10-перспективный вид части готовой к употреблению шины; фиг. 11, 12 и 13 служат для пояснения сущности предлагаемого изобретения; фиг. 14 - перспективный вид части готовой пшны в поперечном разрезе; фиг, 15 - продольный разрез этой же части шины; фиг. 16 и 17 - то же, но при видоизмененной форме выполнения резиной переборки, представленной в поперечном и продольном разрезе.
Металлическое кольцо я, снабженное отстоящими друг от друга на одинаковом расстоянии, предпочтительно, прямоугольными отверстиями а, служит для монтирования на нем образующих переборки кусков массивной резины /;, накладываемых на это кольцо в промежутках между упомянутыми отверстия.ми д1 и соответствующим образом, наприм., при помощи какого-либо связывающего вещества, укрепляемых на
его окружности. Изготовление таких переоорок из сплошной резины может, целесообразно, производиться путем отрезывания соответствуюгцих кусков 6 от выделанной помощью мундштука резиновой полосы А (фиг. 7). Между переборками 1 вставляются формовочные части с (фиг. 1. 4, 5) и притом таким образом, что они целиком заполняют промежутки между отдельными переборками. Подобная формовочная часть с представлена, как уже об этом упоминалось, на фиг. 8, при чем означенную часть предполагается делать из среднего клиновидного куска c и двух боковых кусков С-, с- (для облегчения операции удаления этих формовочных частей после производства вулканизации). Как резиновые переборки /, так и формовочные части с на своих нар)жных поверхностях снабжавотся у 6 и соотв. с каналами (углублениями), предназначенными для закладки в них стержнеобразных, дополняющих друг друга до полного кольца сердечников ///, приблизительно полукруглого сечения (фиг. 1, 3, 4 и 5). В обе боковые части с-, с- каждого формовочного сердечника с закладывается, кроме того, по воронкообразной вставкке /,. Оба боковых края металлического кольца л обкладываются, как показано на фиг. 3 и 4, эбонитовыми полосками (, с формою которых сообразованы, как резиновые переборки 1), так и формовочные сердечники с. После установки по окружности металлического кольца (7 описанным выше образом, попеременно, резиновых переборок 1) и перекрывающих отверстий а формовочных сердечников с, кольцо я со всеми означенными частями об.матывается бинтом (f, пропитанным резиною или другим соответствующим связывающим веществом и обвиваемым поверх всего, как показано на сЬиг. 3, таким образом, что получается изображенная на фиг. 1, 2, 4 и о биитообразная оболочка, охватывающая все части составленного указанным путем тела шины. После накладывается покрышка .s, и все вместе подвергается общеизвестному процессу вулканизации с применением обычной при этом форлП). По окончании вулканизирования перекрывающая отверстия ( часть (У бинта (У (фиг. 4 и 5)
удаляется (вырезается) и формовочные сердечники вынимаются через означенные отверстия rt. при чем сначала извлекается средняя часть с, а затем | и боковые части с, с- сердечника, под конец же через эти же отверстия я { вытягиваются и сгержнеобразные сер- i дечники /л. Таким образом, по извлечении частей f и с-, получаются ограничиваемые переборками Л камеры / (фиг. 1, 2 и 5, 14, 15), а также, благодаря прохождению воронок k сквозь бандаж и покрышку шины, ответ- I вляющиеся от каждой камеры / отверстия 0, о при чем в то время, благодаря стержнеобразны.м сердечникам т, i образуется кишкообразный кольцевой канал, соединяющий между собою отдельные камеры.i
Таким образом, создается равномер- i ный обмен воздуха между наружной I атмосферой и соединенными друг с дру- I гом камерами, так что при враш.ении i колеса каждая камера через трещины j обозначенного пунктиром на фиг. 4 обода г/ непрерывно всасывает и снова i выталкивает воздух, как это указано на j фиг. 10, из которой видно, что, благодаря устройству отверстий а в средней | части металлического кольца и обоих боковых отверстий в покрышке всасываются и выталкиваются скрещивающиеся воздушные токи, действием которых обеспечивается продувка каждой отдельной камеры, позволяющая избе- i жать застаивания воздуха внутри шины, i Расположений вентиляционных отверстий а дает возможность, далее, придать им такие раз.меры, что, как показывает фиг. 10, отверстия эти открывают в то же время доступ внутрь каждой отдельной камеры для установки сменных, предохраняющих от скольжения, заклепок. Вместо установки их, как изображено на фиг. 5 (и в уменьшенном масштабе схематически представлено еще раз на фиг. 11), резиновые переборки / могут быть располагаемы в косом направлении к окружности колеса, как на фиг. 12, или же в виде шевронов, как на фиг. 13. Вставляемым в промежутки между эти1чи переборками формовочны.м частям с придается в каждом случае такое очерта- i ние, чтобы они заполняли собою означенные промежутки между переборками. Преимущество выполнения согласно двух последних фигур состоит в достижении в этом случае большей прочности и сопротивляе.мости шины, соединяющихся в положениях покоя с большею приспособленностью ее для работы в качестве опоры.
Для изобретения не имеет существенного значения ни какая-либо особая форма, придаваемая упомянуты.м выше формовочным частям или сердечникам, ни род материала, из которого они изготовляются. Так напр., вполне возможно применять для этого какую либо легко отформовываемую и, в случае надобности, уничтожаемую (разбираемую) после вулканизации массу, не пристающую к резине, напр., гипсообразного состава; при этом средняя часть с сердечника может состоять из другого материала, чем обе боковые части, напр., из металла. В случае, если весь сердечник состоит из нескольких металлических частей, отверстию я должны быть приданы такие размеры или такие очертания, чтобы удаление отдельных частей сердечника совершалось без затруднения.
Вместо переборок I), состоящих целиком из резины, можно применять переборки, состоящие частью из резины, частью же из матерчатых прокладок, что делается в известных случаях для повышения прочности всей конструкции шины. Подобное устройство представлено на фиг. 16 и 17, на которых буквой X обозначена такая матерчатая прокладка. При этом, боковые вентиляционные отверстия (о2 на фиг. 14) могут отпасть, заменяясь каналами Ь-, 1} и 6 - б, совместно с отверстиями металлического кольца (7 содействзющими упомянутому выше обмену воздуха.
Бандаж d, вместо выполнения его в виде ряда непосредственно прилегающих друг к другу витков по фиг. 3, может наматываться, как показано на фиг. 17 с оставлением промежутков s между витками, в каковые промежутки при вулканизации проникает резиновое масло покрышки s. благодаря этому лучше скрепляющейся с бандажем.
При выполнении по фиг. 16 и 17 предположено, что переборкам 1 - .v.
до нанесения их на металлическое кольцо я, была придана показанная форма путем надлежащего вырезывания и штампования, в каковом случае упоминавшиеся ранее вставки необходимые иначе для образования соединительных каналов 6-, д, Ь, могут отпасть.
Служащую для образования покрышки полосу S целесообразно наматывать по фиг. 6 на повторный барабан v с идущими на нем по винтовой линии выступами г , поперечное сечение которых изображено на фиг. &. Сматывая эту полосу и отрезая от нее кусок требу Ощейся длины, получают часть покрышки подлежащую вулканизации совместно с другими частями щины. Это относится также и к полосе массивной резины, навиваемой на другой барабан от с выступами гг (фиг. 6) и затем сматываемой с этого барабана и разрезаемой на куски, показанные на фиг. 9.
ПРЕДМЕТ ПАТЕНТА.
1. Способ изготовления охлаждаемых внешним воздухом колесных шин, отличающийся применением снабженного
отверстиями а металлического кольца а (фиг. 1-5), на которое в промежутках между отверстиями л накладываются резиновые переборки 6, а между этими переборками помещаются части с из формовочной массы, составленные из средней части с и боковых с- (фиг. 8), затем в верхний желобок частей бис вкладываются вставки т, а на части с, кроме того, воронкообразные части k из формовочной массы, после чего все указанные части обматываются прорезиненным бинтом d, закрываются покрыщкой S и подвергаются вулканизации, вслед за чем через отверстия а и прорезы в оболочке d из тины удаляются формовочные сердечники с и т, благодаря чему в пшне получаются камеры Z, /... сообщающиеся между собою каналами 6 и с внешним воздухом отверстиями oi и о-.
2. Видоизменение охарактеризованного в п. 1 способа, отличающееся тем, что переборки b составляются частью из ремня и частью из матерчатых прокладок X (фиг. 16 и 17), а боковые отверстия о- заменены каналами Ь-, Ь, b.
Кпатенту К.ШРАГИН. 11263
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литьевой формы для полиуретановой шины с внутренней амортизацией | 2019 |
|
RU2734209C1 |
| ПЛАСТЫРЬ ДЛЯ РЕМОНТА СКВОЗНЫХ ПОВРЕЖДЕНИЙ | 1971 |
|
SU295692A1 |
| ВСЕССЮЗЙАЯ ПАТЕНТНО-T:tXp4?CKAfl BHBJHIOTEKA10 | 1969 |
|
SU242370A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С НАПОЛНИТЕЛЕМ ИЗ ВСПЕНЕННОГО ПОЛИУРЕТАНА | 2014 |
|
RU2577271C1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| Шина автомобильная бескамерная непрокольная | 2019 |
|
RU2733890C1 |
| Способ изготовления эластичных полу сплошных шин | 1926 |
|
SU8001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С ПОВЫШЕННЫМИ АМОРТИЗИРУЮЩИМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2641932C1 |
| Способ формования и вулканизации резиновых галош | 1933 |
|
SU34749A1 |
| Форма для припрессовки к матерчатой обуви резиновой подошвы и обсоюзок с одновременной их вулканизацией | 1936 |
|
SU51313A1 |
Фиг. i.
Фиг. 2.
а ,0
f €

