В настоящее время изготовление гимнастических туфель производится путем закроя и пошивки заготовок, промазки их по краю густым резиновым клеем (под обсоюзку и для скрепления со стелькой) и сборки на колодке заготовки, стельки и пр. После этого следует наложение резиновой обсоюзки и подошвы и ручная прокатка их роликом.
Предлагаемая форма предусматривает замену ручной прокатки обсоюзки и подошвы к низу туфель припрессовкой их в горячей форме с одновременной вулканизацией.
Благодаря применению этой формы: 1) значительно упрош,ается процесс закроя резины для подошвы и совершенно отпадает закрой резины для обсоюзки, 2) сокрап1,аются операции по сборке на колодку подошвы и об.союзки, 3) отпадает чрезвычайно трудоемкая и вредная работа по намазке густым резиновым клеем краев заготовки под обсоюзку, 4) достигается наибольшая прочность в креплении подошвы и обсоюзки к заготовке.
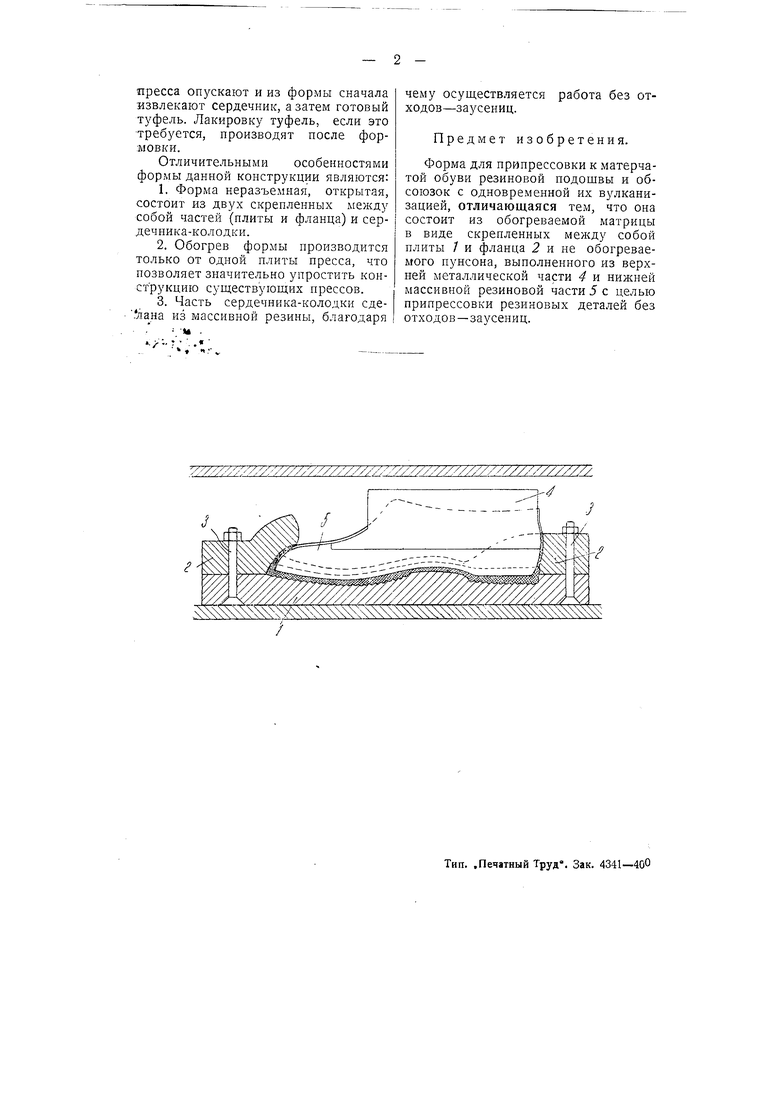
Конструкция формы, представленная на чертеже в продольном разрезе, состоит из трех частей: нижней металлической плиты Л в которой формуется подошва, фигурного фланца 2, который прикреплен к плите болтами 3, 3 и отформовывает обсоюзку, и сердечника-колодки, верх которого сделан из металла 4, а низ-из массивной резины 5.
Процесс формовки протекает следующим образом. Форма без сердечника устанавливается на горячую (НО) плиту пресса, в нее вкладывается кусок резины, по размерам несколько больший подошвы туфель, затем в форму сверху вставляют сердечник с собранной на нем заготовкой, черной стелькой, задником и пр., но без промазки клеем под обсоюзку. После этого в пресс дается давление, благодаря которому сердечник с заготовкой входит в отверстие формы и начинает давить на находяш.уюся в ней резину, придавая последней форму подошвы и обсоюзки. Формовка заканчивается в момент, когда верхняя плита придет в соприкосновение с специальным упором, который позволяет сердечнику углубиться в форму только до нужного предела. Через 7-10 минут после окончания формования и вулканизации плиту
пресса опускают и из формы сначала извлекают сердечник, а затем готовый туфель. Лакировку туфель, если это требуется, производят после формовки.
Отличительными особенностями формы данной конструкции являются:
1.Форма неразъемная, открытая, состоит из двух скрепленных между собой частей (плиты и фланца) и сердечника-колодки.
2.Обогрев формы производится только от одной плиты пресса, что позволяет значительно упростить конструкцию существующих прессов.
3.Часть сердечника-колодки сде.лана из массивной резины, благодаря
чему осуществляется работа без отходов-заусениц.
Предмет изобретения.
Форма для припрессовки к матерчатой обуви резиновой подошвы и обсоюзок с одновременной их вулканизацией, отличающаяся тем, что она состоит из обогреваемой матрицы в виде скрепленных между собой плиты 7 и фланца 2 и не обогреваемого пунсона, выполненного из верхней металлической части 4 и нижней массивной резиновой части 5 с целью припрессовки резиновых деталей без отходов -заусениц.