o
о:
05 СП
СО
00
Изобретение относится к прокатному нроизводству.
Цель изобретения - повышение качества готового продукта за счет обеспечения равномерности свойств катанки по всей длине проката.
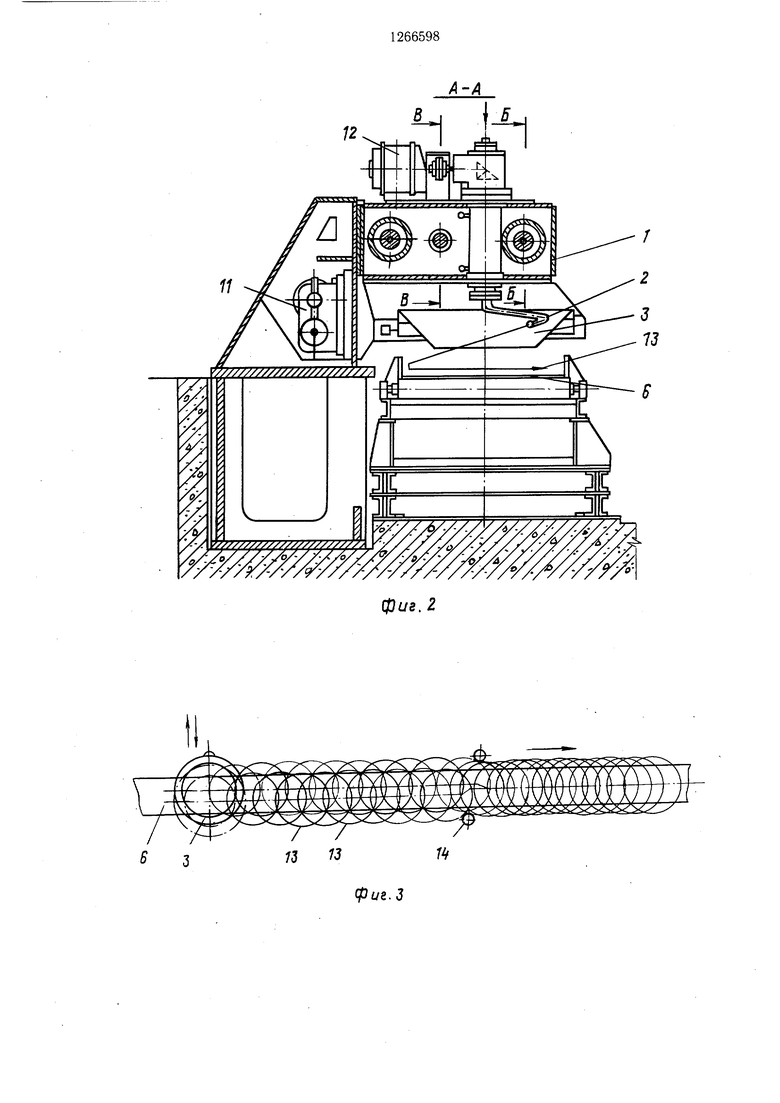
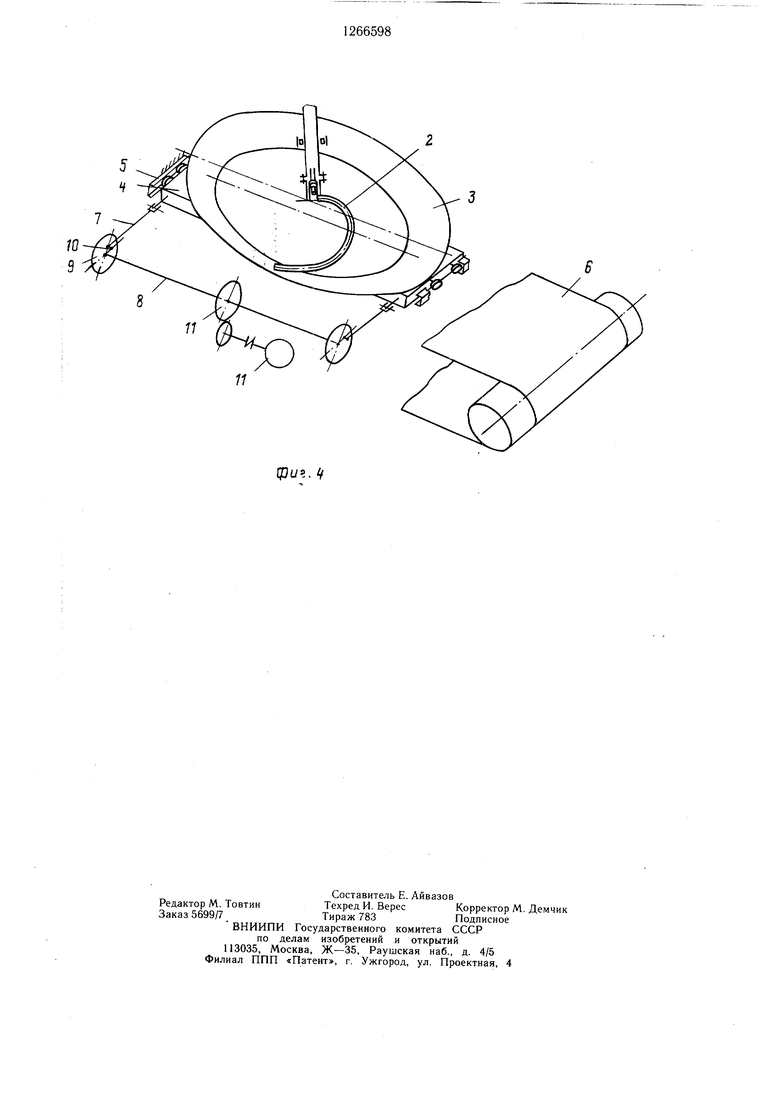
На фиг. 1 показано устройство для осуществления предлагаемого способа, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема размещения витков катанки на охлаждающем конвейере; на фиг. 4 - схема привода поперечного перемещения проводки.
Устройство содержит подвижный корпус 1, на котором установлены телескопические направляющие для катанки (не показаны), петлеобразующий канал 2, проводку 3, смонтированную на раме 4, установленную с возможностью перемещения в направляющих планках 5, охлаждающий, конвейер 6, привод поперечного перемещения проводки, выполненный в виде тяг /, смонтированных на валу 8 эксцентриков 9 с пальцами 10. Тяги 7 щарнирно сочленены одним концом с рамой 4, а другим с пальцами 10. Вал 8 связан с редуктором 11. На корпусе 1
смонтирован привод 12 вращения петлеобразующего канала.
Для выравнивания витков 13 катанки по боковым сторонам конвейера 6 установлены центрирующие ролики 14. Для осуществления упомянутого способа раскладки витков устройство работает следующим образом. Катанка проходит через телескопические направляющие и далее попадает в петлеобразующий канал 2. Включаются привод перемещения конвейера (не показан), привод 12 вращения петлеобразующего канала, а также привод поперечного перемещения проводки.
Поперечные колебания проводки в пределах 8-32% укладывают каждый виток 13 со сдвигом поперечно перемещению конвейера 6, тем самым устраняя уплотнение витков 13 по боковым сторонам конвейера 6, и обеспечивая лучщие условия их охлаждения. По мере перемещения витков 13 с конвейером 6 они выравниваются на конвейере 6 центрирующими роликами 14.
Технико-экономический эффект от внедрения изобретения достигается повышением качества готового продукта за счет обеспечения равномерности свойств катанки по всей длине раската.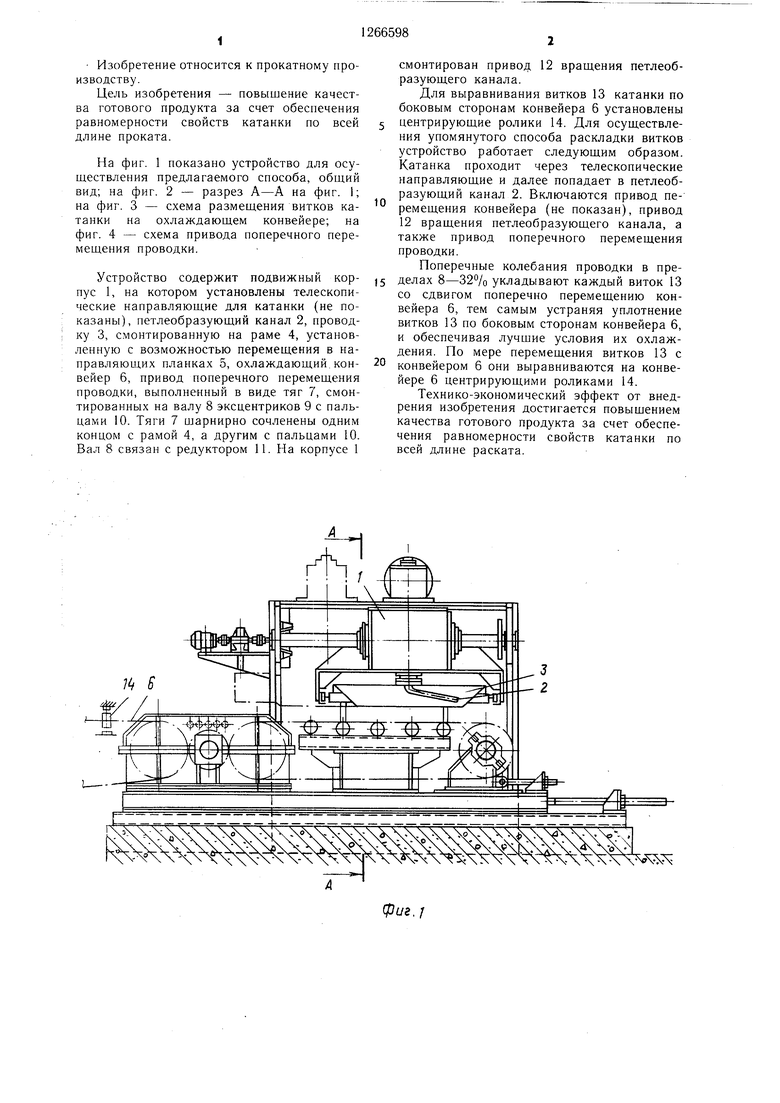
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскладки витков катанки на охлаждающем конвейере и устройство для его осуществления | 1982 |
|
SU1266599A1 |
| Сортовая моталка | 1983 |
|
SU1147469A1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| Устройство для обвязки мотков проволоки или пачек прутков | 1982 |
|
SU1077205A1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Устройство для охлаждения катанки | 1989 |
|
SU1740458A1 |
| Устройство для перемещения рельсовых звеньев | 1980 |
|
SU927884A1 |
1. Способ раскладки витков катанки на охлаждающем конвейере, заключающийся в укладке ее петлеобразующим каналом витками на конвейер и перемещении витков последним, отличающийся тем, что, с целью повыщения качества готового продукта путем обеспечения равномерности свойств катанки по всей длине раската, при укладке витков сопряженные витки смещают один относительно другого в поперечном направлении относительно направления перемещения конвейера 2.Способ по п. 1, отличающийся тем, что смещение витков относительно конвейера производят на величину в пределах 8- 32% от среднего диаметра витка. 3.Устройство для раскладки витков катанки на охлаждающем конвейере, содержащее петлеобразующий канал, а также привод его вращения, отличающееся тем, что (Г) оно снабжено смонтированной между петле(Л образующим каналом и указанным конвейером проводкой, а также приводом ее поперечного перемещения относительно конвейера.
фиг. 2
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
