N9
р а
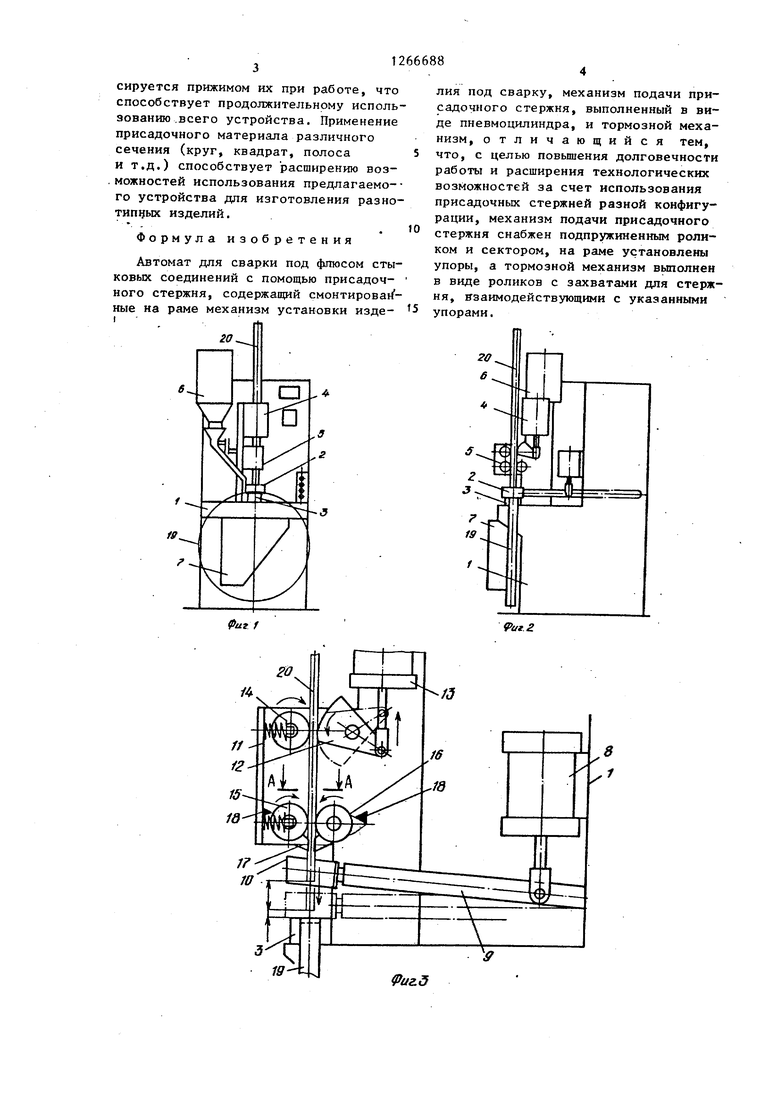
О) 00 00 Изобретение относится к машиностроению и может быть использовано для сварки под флюсом стыковых изделий из полос и прутков. Цель изобретения - повьпиение дол говечности работы и расширение его технологических возможностей за сче использования присадочных стержней разной конфигурации. На фиг. 1 схематически представлен автомат, общий вид; на фиг. 2 то же, вид сбоку; на фиг. 3 - механизм подачи присадочного стержня и тормозной механизм, исходное поло жение; на фиг. 4 - то же, крайнее (рабочее) положение; на фиг. 5 - се чение А-А на фиг. 3 (при работе с круглым присадочным стержнем); на фиг. 6 - то же (при работе с присадочным стержнем в виде полосы). Автомат для сварки под флюсом стыковых соединений (фиг. 1 и 2) со тоит из рамы 1, механизма 2 установки изделия под сварку, охладителя 3 механизма 4 подачи присадочного стержня, тормозного механизма 5, флюсоподающего 6 и флюсоуборочного 7 бункеров. Механизм 2 установки изделия под сварку выполнен в виде (фиг. 3 и 4) пневмодилиндра 8 и сое диненного с его штоком прижимного рычага 9, снабженного емкостью 10. Механизм 4 подачи присадочного стержня и тормозной механизм 5 (фиг. 3-6) установлены на крон-. штейне 11. Механизм подачи состоит -ИЗ сектора 12, приводимого в действие пневмоцилиндром 13 и взаш одейс вующего в паре с подпружиненным рол ком 14. Тормозной механизм 5 состои из роликов 15 и 16, снабженньпс захв тами 17, взаимодействующими с упора ми 18, установленными на раме 1. Из делие 19 соединяется сваркой при по мощи присадочного стержня 20 прохо дящего через механизмы подачи 4 и торможения 5, контактируя с шс элементами 12, 14, 15 и 16. Автомат работает след1пощим образ Сварщик устанавливает изделие 19 на охладитель 3 и включает механизм 2. Рычаг 9 {L емкостью 10,, приводимый в действие пневмоцилиндром 8, прижимает изделие 19 к охладителю 3. Далее автоматически включается подающий механизм 4. Шток пневмоцилиндра 13 движется вниз и приводит в действие сектор 12,, кото рыи в свою очередь совместно с роликом 14 подает присадочный стержень 20 на расстояние S „ Кроме того,присадочный стержень 20, взаимодействуя с тормозным механизмом 5, приводит и противоположное вращение ролики 15 и 16, причем захваты 17 отпускают стержень 20 и, перемещаясь по окружности, приходят во взаимодействие с упорами 18, установленными на кронштейне 11 рамы 1„ Поскольку усилие зажима механизма 4 подачи более усилия зажима тормозного механизма 5, стержень 20 продолжает движение вниз на величину S и при соударении с изделием 19 от него откалываются остатки корки флюса, что способствует образованию надежного контакта между ними. Из флюсоподающего бункера 6 автоматически подается порция флюса в емкость 10 и включается сварка. Реле времени отсчитывает время сварки. За время сварки стержень 20 оплавляется на длину L (фиг. 4) меньшую пути 5 на несколько миллиметров, т.е. на длину пути проскальзывания роликов 15 и 16 тормозного механизма 5 относительно стержня 20 в конце его пути. После окончания сварки включается пневмоцилиндр 13 и поднимает при помощи, сектора 12 и взаимодействующего с ним ролика 14 стержень 20. Одновременно приводятся во вращение силами трения ролики 15 и 16 тормозного механизма 5. Захваты 17, перемещаясь по окружностям навстречу друг другу, отходят от упоров 18 и после прохождения стержнем 20.пути, равного S S,, у.пираются с двух сторон в стержень 20, создавая тормозное усилие по величине больше усилия, создаваемого между сектором 12 и роликом 14. Поэтому стержень 20 останавливается заклинивающим усилием, а ролик 14 и роликовый сектор 12 пробуксовывают относительно стержня 20 на величину пути S более длины оплавления L на несколько миллиметров. Далее цикл повторяется. Предлагаемый автомат для сварки под флюсом осуществляет надежную работу механизма подачи и тормозного механизма при опускании стержня и при его по,цъеме. Работа пневмоцилиндра происходчт в благоприятных условиях, не способствующих повьщ1енному износу его составных частей. Износ ролика и сектора подачи, а также упоров торможения равномерный и компенсируется прижимом их при работе, что способствует продолжительному использованию .всего устройства. Применение присадочного материала различного сечения (круг, квадрат, полоса и т.д.) способствует расширению возможностей использования предлагаемо-го устройства для изготовления разнотнпцых изделий. Формула изобретения Автомат для сварки под флюсом стыковых соединений с помощью присадочного стержня, содержащий смонтировай ные на раме механизм установки изде I .
фиг f
20
19
. 2.
Фиг.З ЛИЯ под сварку, механизм подачи присадочного стержня, выполненный в виде пневмоцилиндра, и тормозной механизм, отличающийся тем, что, с целью повьшения долговечности работы и расширения технологических возможностей за счет использования присадочных стержней разной конфигурации, механизм подачи присадочного стержня снабжен подпружиненным роликом и сектором, на раме установлены упоры, а тормозной механизм выполнен в виде роликов с захватами для стержня, взаимодействующими с указанными упорами.
аг, А
15
fPuz.5
ДФиг. 6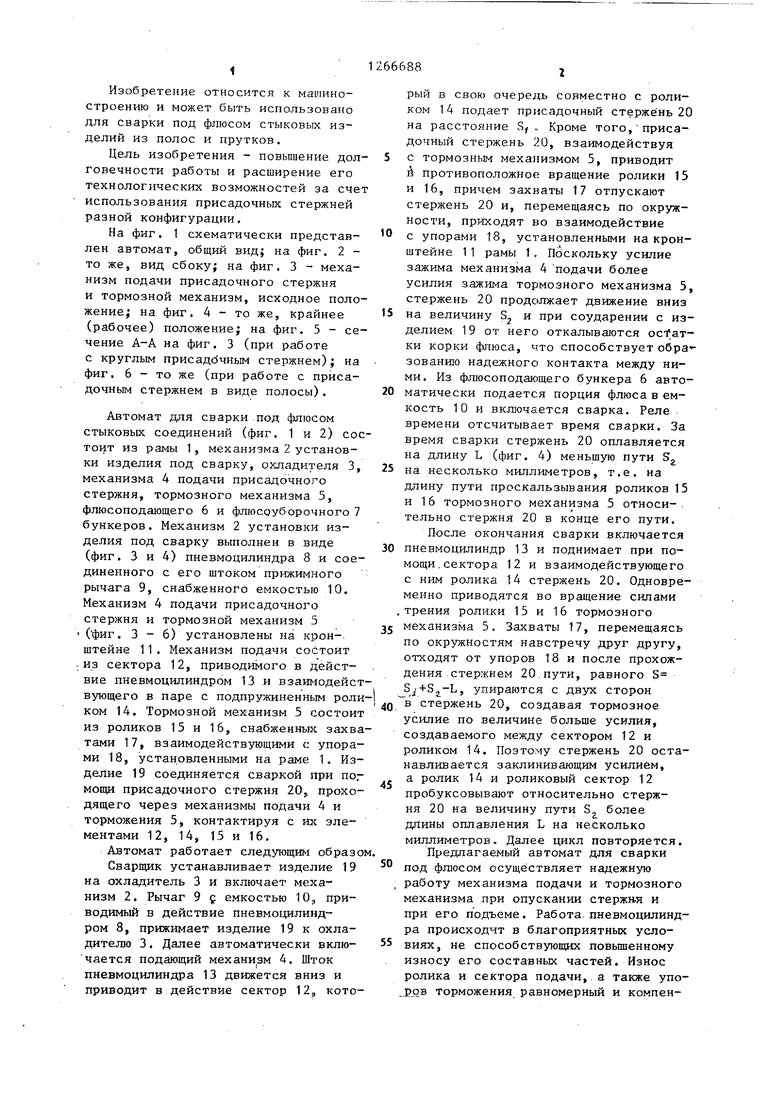
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для сварки под флюсом стыковых соединений | 1981 |
|
SU998047A1 |
| Автомат для сварки под флюсом | 1978 |
|
SU897447A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| Автомат для шихтовки сердечника трансформатора | 1983 |
|
SU1275561A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Поточная линия для производства сварных изделий | 1974 |
|
SU507419A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ ПОД СЛОЕМ ФЛЮСА | 1968 |
|
SU221875A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |

Изобретение относится к сварочному оборудованию, в частности к устройствам для сварки под флюсом стыковых изделий из полос и пруткор. Целью изобретения является повышение долговечности и возможность использования присадочных стержней (ПС) конфигурации. В автомате дпя сваркипод флюсом механизм подачи присадочного стержня содержит роликовый тормозной механизм с захватами, которые взаимодействуют с упорами, установленными на раме устройства, при опускании ПС, а с ПС - при его подъеме. 6 ил.
| Автоматическое устройство для сварки под флюсом стыковых соединений | 1981 |
|
SU998047A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
