Изобретение относится к машиностроению и может быть использовано в шлифобальных станках. Целью изобретения является повышение размерной точности обработки за счет обеспечения компенсации изменения размера шлифовального круга в процессе обработки. На чертеже схематически изображено устройство для компенсации износа шлифов ального круга, обш,ий вид. ; Устройство размеш,ено в шлифовальной абке 1 и содержит двуплечий телескопичеекнй рычаг 2, сидяший симметрично на оси 3. На одном конце рычага установлено пневматическ01е сопло 4, направленное на шлифовальнцй круг 5, образующий деталь 6. Нневматическое сопло 4 снабжено механизмом привода 7 и с помощью воздухопровода 8 соединено двумя индуктивными датчиками 10, срабатывающими от воздействия поплавка 11. На другом конце рычага установлен шток 12, контактирующий в процессе работы с регулируемым пневматическим упором 13, который размещен на столе станка 14 и соединен воздухопроводом 15 с пневматическим длинномером 16, оснащенным двумя индуктивными датчиками 17, срабатывающими от воздействия поплавка 18. Устройство работает следующим образом. После перемещения шлифовальной бабки 1 в рабочее положение шлифовальный круг 5 обрабатывает деталь 6 до тех пор, пока не произойдет контакт штока 12 и упора 13. При уменьшении диаметра шлифовального круга в.процессе работы или правки произойдет увеличение зазора между шлифоваьным кругом 5 и пневматическим соплом 4. В результате давление воздуха в пневматической системе уменьшится, что будет зафиксировано индуктивными датчиками 10 по положению поплавка 11 длинномера 9. С помощью механизма привода 7 произойдет перемещение пневматического сопла 4 в направлении шлифовального круга 5 до восстановления заданного давления в системе, контролируемого длинномером 9, а следовательно, до восстановления заданного зазора между пневматическим соплом 4 и шлифовальным кругом 5. Перемещение пневматического сопла 4 вызовет поворот двухплечего телескопического рычага 2 относительно оси 3 и соответственно увеличение зазора между жестким штоком 12 и регулируемым пневматическим упором 13 на величину перемещения сопла 4. В результате давление воздуха в пневматической системе уменьшится, что будет зафиксировано индуктивными датчиками 17 по положению поплавка 18 длинномера 16. Поскольку обработка детали 6 осуществляется до момента контакта штока 12 и упора 13, то размер детали не будет зависеть от величины диаметра круга. Формула изобретения . Устройство для компенсации износа шлифовального круга, включающее стол, шлифовальную бабку, на которой расположен двуплечий измерительный рычаг, регулируемые упоры, установленные с возможностью взаимодействия с концами двуплечего ры чага и механизм компенсации, отличающееся тем, что, с целью повышения точности обработки за счет обеспечения компенсации изменения размера шлифовального , круга в процессе обработки, регулируемые упоры выполнены в виде бесконтактных пневматических датчиков, при этом один из упоров установлен в корпусе шлифовальной бабки, предназначен для взаимодействия с образующей шлифовального круга и снабжен механизмом подачи, а другой - установлен на столе с возможностью взаимодействия с концом двуплечего рычага посредством введенного в устройство штока, расположенного в корпусе шлифовальной бабки с возможностью осевого перемещения. 2. Устройство по п. 1, отличающееся тем, что двуплечий рычаг выполнен телескопическим.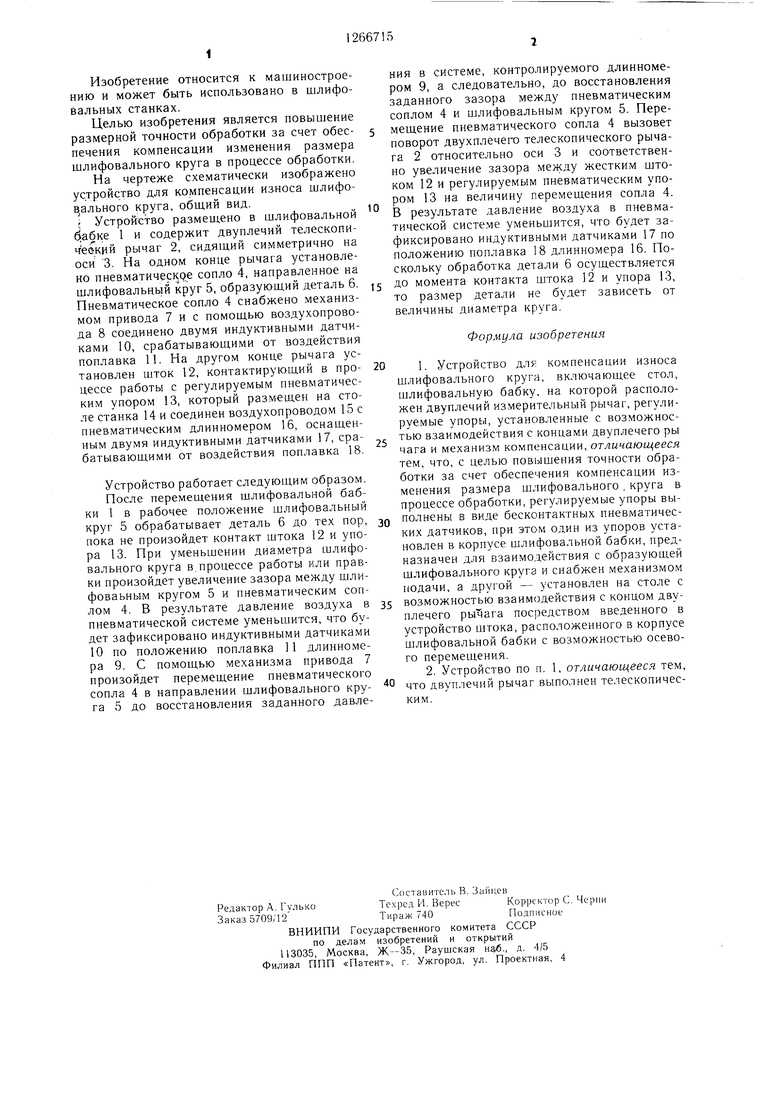
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Устройство для компенсации износа шлифовального круга | 1976 |
|
SU631321A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| Устройство для упругого шлифования | 1981 |
|
SU963817A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2047474C1 |
| Устройство для осевого перемещения шпинделя шлифовального круга | 1977 |
|
SU691285A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СОСТОЯНИЯ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА В ПРОЦЕССЕ ОБРАБОТКИ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2019 |
|
RU2711063C1 |
| Устройство управления подводом (отводом) шлифовальной бабки | 1977 |
|
SU764959A1 |
Изобретение позволяет повысить точность обработки при круглом шлифовании путем постоянной компенсации величины изI Г Г 015( 13. J3 КЯ8ЛЙОТ А носа шлифовального круга в процессе обработки. При износе шлифовального круга 5 увеличивается зазор между кругом и пневматическим соплом 4, который фиксируется длинномером 9 по положению поплавка II. Отдатчиков 10 включается механизм привода 7, восстанавливая первоначальное положение, при этом через телескопический двуплечий рычаг 2 происходит отвод штока 12 от регулируемого пневматического упора 13. Длинномер 16 с датчиками 17 и поплавком 18 фиксирует положение штока 12 относительно упора 13 при работе. 1 з.п. ф-лы, 1 ил. i W ю О) О) СП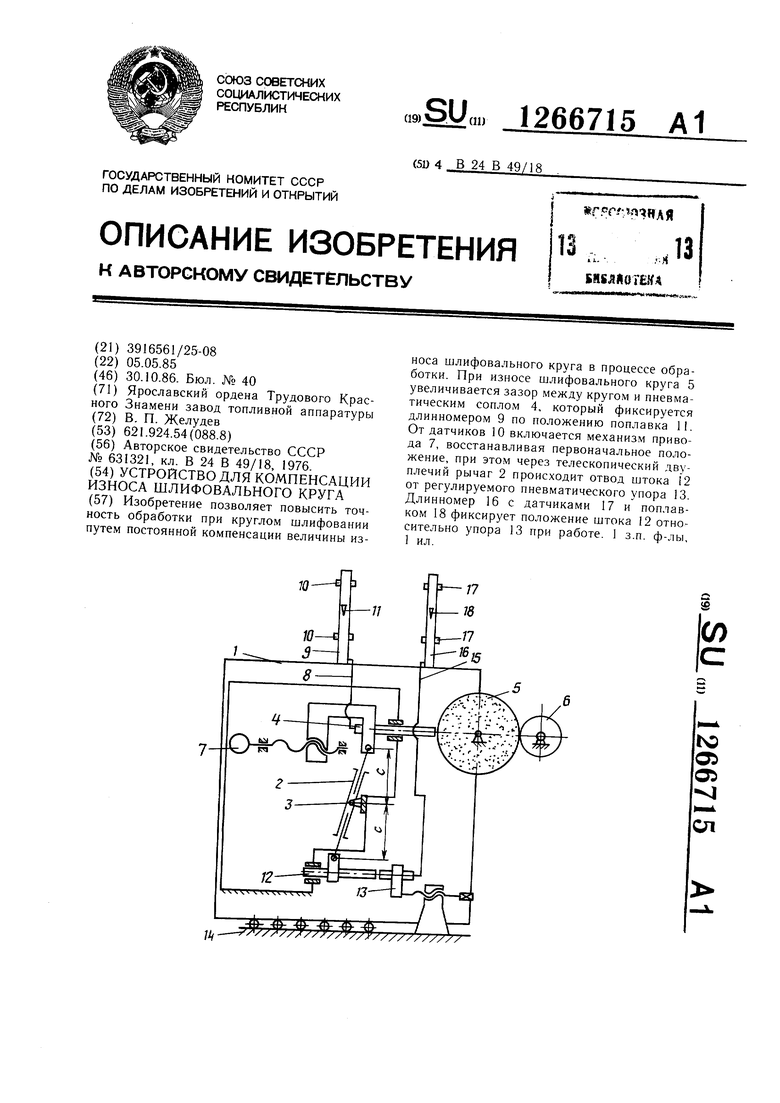
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
