ю
О5 00 со ОС
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шариков | 1984 |
|
SU1184649A1 |
| Способ электрохимико-механического полирования шаров | 1984 |
|
SU1222447A1 |
| Устройство для электрохимикомеханического полирования | 1986 |
|
SU1373505A1 |
| Способ обработки фасонных поверхностей вращения | 2019 |
|
RU2719822C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| Головка для полирования отверстий | 1973 |
|
SU528184A1 |
| Устройство для абразивной обработки деталей | 1982 |
|
SU1013218A1 |
| Ленточная сушилка для гранулированных материалов | 1982 |
|
SU1071900A1 |
Изобретение относится к машиностроению, в частности к способу финишной обработки шариков и позволяет повысить точность и качество обработки путем обеспечения равномерного колебания оси обрабатываемого шарика на максимальный угол. Шарик размеш.ают в петле, образованной двумя гибкими бесконечными лентами, перемеш,аюш,имися в непараллельных плоскостях с синхронно изменяющимися скоростями так, что в момент достижения одной из лент максимальной скорости перемещения скорость другой ленты соответствует минимальному значению. Причем для компенсации разности сил трения между шариком и лентами последние выполняют из материалов с разными коэффициентами трения. 1 ил.
Го
Изобретение относится к области машиностроения, может быть использовано в технологии финишной обработки шариков и является усовершенствованием способа по авт. св. № 1184649.
Целью изобретения является повышение точности и качества полирования шаров путем обеспечения равномерного колебания оси обрабатываемого шара на максимальный угол.
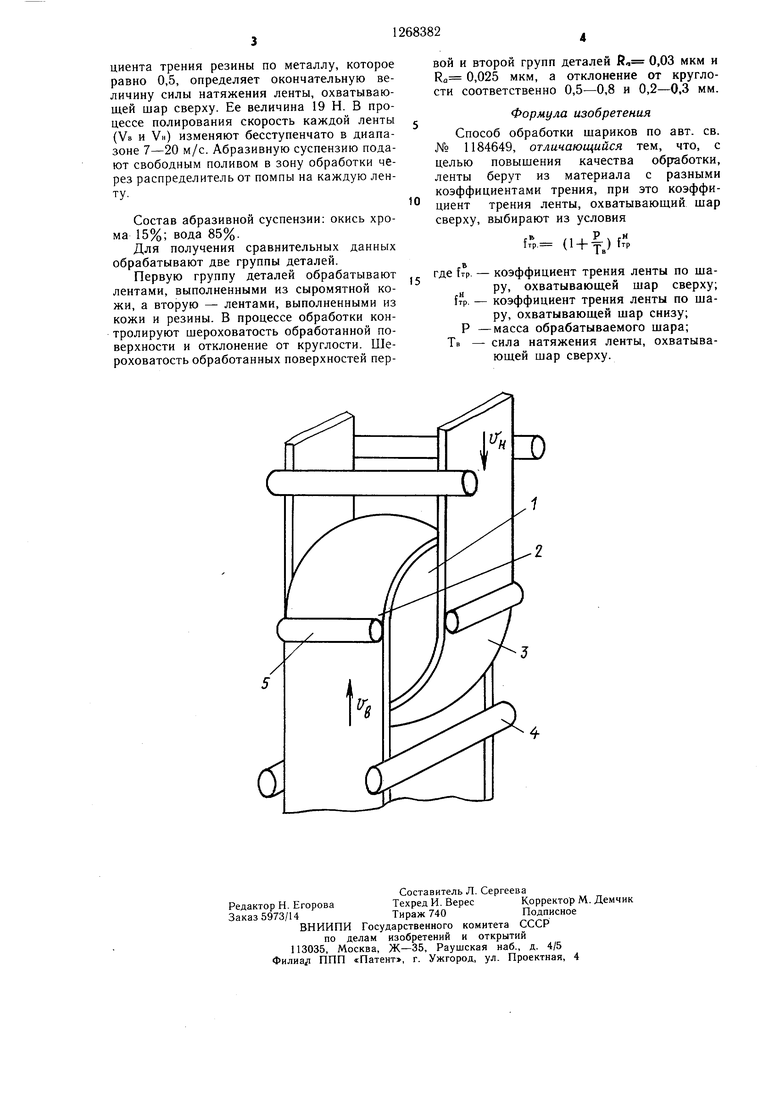
На чертеже изображена схема обработки шариков.
Способ обработки шариков заключается в том, что шарик размеш,ают в петле, образованной двумя гибкими лентами, перемешаюшимися в двух непараллельных плоскостях с синхронно изменяющимися скоростями так, что в момент достижения одной из лент максимальной скорости перемеш,ения, скорость перемеш,ения другой соответствует минимальному значению. Ленты выполнены из материалов с разными коэффициентами трения, при этом соотношение между коэффициентами трения лент и шара определяется из выражения.
f(i+)C
где frp. - коэффициент трения охватываюш.ей шар сверху ленты по шару; frp - коэффициент трения охватывающей шар снизу ленты по шару; Р - масса обрабатываемого ujapa; Tg- сила натяжения ленты, охватывающей шар сверху.
ВЬфажение, определяюшее соотношение между коэффициентами трения лент и шара, получено из следующих соображений. Из условия обеспечения равномерного колебательного движения оси вращения шара на максимальный угол, зависящий от соотношения скоростей лент, силы трения между лента.ми и шаром должны быть равны, т.е.
(Тв+Р){тр.
:i)
отсюда тр. ( frp.
1 в
Обработка шарика 1 происходит с помощью гибких бесконечных лент 2 и 3, выполненных из материалов с разными коэффициентами трения, которые расположены в двух взаимно перпендикулярных плоскостях и между которыми располагают обрабатываемый шарик 1, направляющих роликов 4 и ограничивающих роликов 5.
Обработка шариков осуществляется следующим образом.
Обрабатываемый шарик 1 помещают в петле, образованной бесконечными лентами 2 и 3. Для этого можно, например, изготавливать ленты 2 и 3 из гибкого и эластичного материала или же привод одной из лент должен иметь возможность перемещаться вместе с лентой в плоскости, параллельнои плоскостям, в которых расположены ленты 2 и 3. Натяжением лент 2 и 3 обеспечивают необходимое удельное давление в зоне контакта лент с обрабатываемым шариком. Затем сообщают перемещение лентам 2 и 3 и подают абразивную суспензию в зону обработки. Для обеспечения максимального угла колебания оси вращения щара, а следовательно для получения более высокой точности и качества обработки, скорости перемещения лент синхронно изменяют таким образом, чтобы в момент достижения максимального значения скорости перемещения одной ленты скорость перемещения другой ленты соответствовала бы минимальному значению, т.е. угол колебания оси вращения шарика будет зависеть от соотношения скоростей перемещения лент при условии равенства сил трения между шариком I и лентами 2 и 3.
Выполнение гибких бесконечных лент 0 2 и 3 из материалов с разными коэффициентами трения необходимо для того, чтобы уравновесить силы трения между лентами 2 и 3 и шариком 1, разность между которыми возникает, когда вес шарика соизмерим или превгзгшает силы натяжения 5 лент.
Материалы, из которых изготавливаются гибкие ленты 2 и 3, выбираются из следующих соображений. Из выражения (2), определяющего соотношение между коэффициентами трения лент, выбрав коэффициент трения для одной из лент, варьируя силами натяжения лент в определенных допустимых пределах, из условия обеспечения необходимого удельного давления, рассчитывают коэффициент трения другой ленты по шару. Таким образом, варьируя коэффициенты трения и силы натяжения лент, можно выбрать материалы гибких лент для различных масс обрабатываемого шарика.
Пример. Проводят полирование латунных 0 шариков диаметром 100 мм. Для этой цели используют два двигателя с приводами, взятые с полировально-доводочного станка. Выбор материалов гибких бесконечных лент производится из следующих соображений.Бес латунного шарика диаметром 100 мм составляет 43 Н. Для обеспечения рекомендуемого удельного давления в зоне контакта обрабатываемого шарика и ленты при ширине гибких лент 50-60 мм сила натяжения ленты, охватывающей шарик сверху, должна составлять порядка 20 Н. В качестве материала ленты, охватывающей шарик снизу, используют кожу, коэффициент трения которой по металлу составляет 0,15. Из выражения (2) определяют коэффициент трения охватывающей шар сверху ленты 5 по шару, значение которого 0,47. Рассчитанный коэффициент трения близок коэффициенту трения пары резина - металл. Подставляем в выражение (2) значение коэффициента трения резины по металлу, которое равно 0,5, определяет окончательную величину силы натяжения ленты, охватывающей шар сверху. Ее величина 19 Н. В процессе полирования скорость каждой ленты (VB и VH) изменяют бесступенчато в диапазоне 7-20 м/с. Абразивную суспензию подают свободным поливом в зону обработки через распределитель от помпы на каждую ленту.
Состав абразивной суспензии: окись хрома 15%; вода 85%.
Для получения сравнительных данных обрабатывают две группы деталей.
Первую группу деталей обрабатывают лентами, выполненными из сыромятной кожи, а вторую - лентами, выполненными из кожи и резины. В процессе обработки контролируют шероховатость обработанной поверхности и отклонение от круглости. Шероховатость обработанных поверхностей первой и второй групп деталей Кч 0,03 мкм и Ra 0,025 мкм, а отклонение от круглости соответственно 0,5-0,8 и 0,2-0,3 мм.
Формула изобретения
Способ обработки шариков по авт. св. № 1184649, отличающийся тем, что, с целью повышения качества обработки, ленты берут из материала с разными коэффициентами трения, при это коэффициент трения ленты, охватывающий шар сверху, выбирают из условия
(l + vJf
ffp.
где тр. - коэффициент трения ленты по шару, охватывающей шар сверху; . - коэффициент трения ленты по шару, охватывающей щар снизу; Р -масса обрабатываемого шара; Тв - сила натяжения ленты, охватывающей шар сверху.
| Способ обработки шариков | 1984 |
|
SU1184649A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
