Изобретение относится к химическo fy машиностроению и может быть использовано в литьевых машинах для литья пластмасс под давлением в химической промышленности и машиностроении.
Цель изобретения - повьшение производительности механизма.
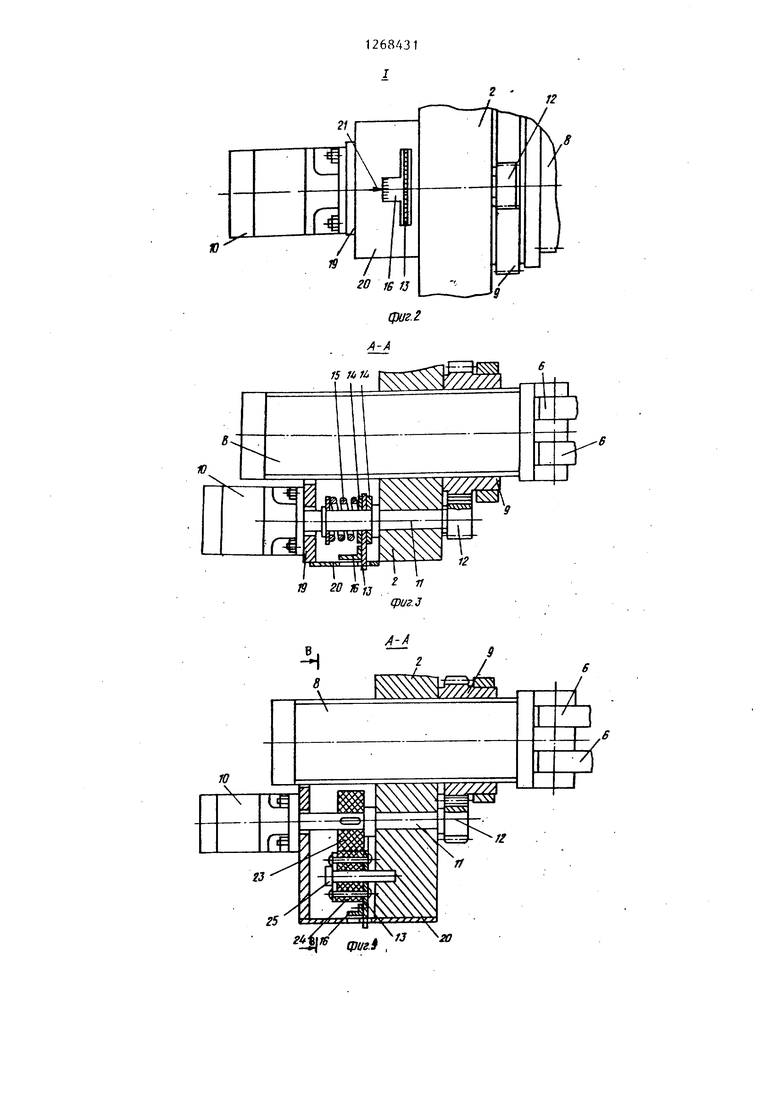
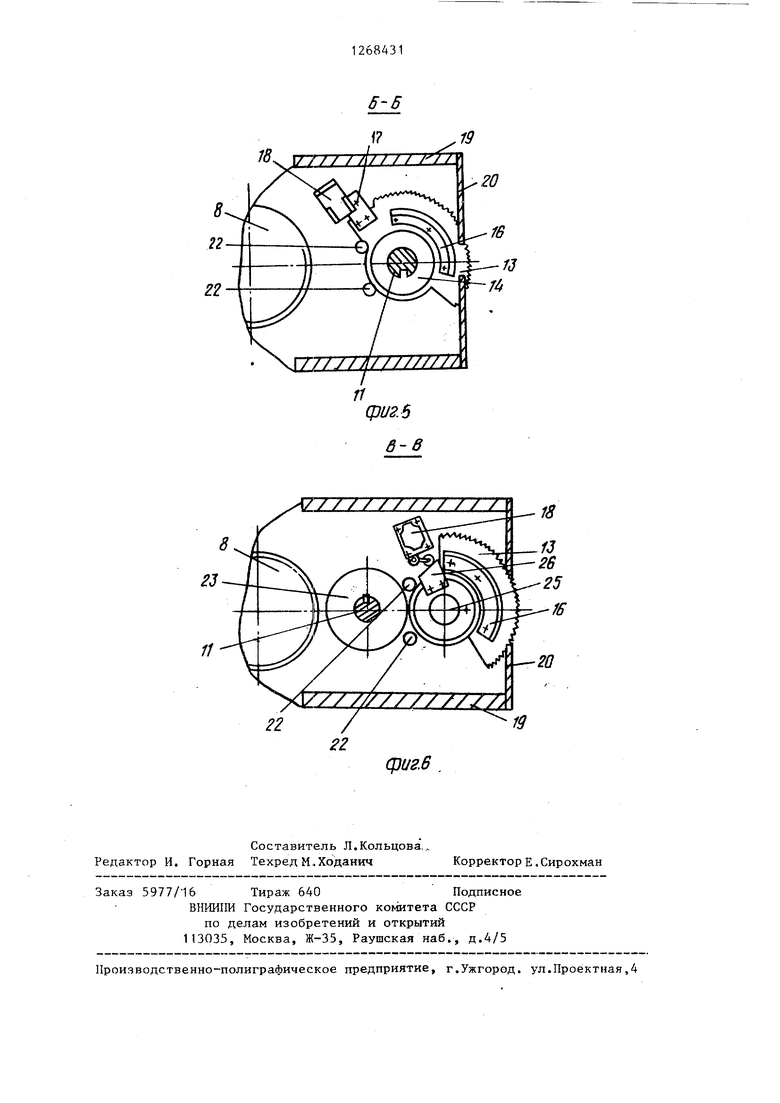
На фиг. 1 показан механизм смыкания форм литьевой машины, общий вид; на фиг, 2 - узел I на фиг« 1; на фиг. 3 - разрез А-А на фиг. 1, командоаппарат; на фиг. 4 - то же, вариант; на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - разрез В-В на фиг. 4.
Механизм смыкания форм литьевой машины состоит из передней 1 я задней 2 неподвижных плит, соединенных колоннами 3, .на которых установлена подвижная плита 4. Последняя соединена с рычажной системой, состоящей из рычагов 5 и 6, а также шатуна 7. Рычаги 6 шарнирно соединены с центрально расположенным домкратом, состоящим из винта 8 и гайки 9, которая приводится во вращение гидромотором 10 через вал 11, на котором установлена шестерня 12, входящая в зацепление с зубчатым венцом гайки 9.
Командоаппарат регулировки усилия запирания выполнен из кронштейна 13, установленного на валу 11 и соединенного, с ним фрикционным соединением двумя дисками 14 фрикционной 1 гуфты, связанными с валом 11 и сжимающими кронштейн 13 посредством пружи;ны 15. На кронштейне 13 установлена шкала 16 усилия смыкания и упор-лепесток 17, входящий в прорезь бесконтактного конечного выключателя 18. Гидромотор 10 крепится к задней плите 2 через кронштейн 19, к которому присоединен кожух 20 с установленным на нем указателем 21 усилия смыкания. Поворот кронштейна 13 ограничен упорами 22. Для удобства поворота кронштейна 13 по его торцу выполнена накатка. Конечный выключатель 18 соединен с гидромотором 10.
По второму варианту вьтолнения командоаппарата (фиг. 4 и 6) на валу 11 закреплен фрикционный диск 23, Контактирующий с вторым фрикционным
диском 24, установленным на оси 25. На фрикционном диске 24 закреплен кронштейн 13 со шкалой 16 и упор 26, воздействующий на конечный выключатель 18.
Регулировка усилия смыкания осуществляется следующим образом.
После установки формы подвижная плита 4 при распрямленных рычагах 5 « 6 перемещается вперед к передней плите 1 путем вьщвижения винта 8 центрального домкрата из задней плиты 2 вращением гайки 9, приводимой в движение гидромотором 10 через вал 11 с шестерней 12. После смыкания формы рычаги 5 и 6 складываются и подвижная плита 4 отводится к задней плите 2.
Поворотом кронштейна 13 устанавливают величину необходимого усилия смыкания по указателю 21 на кожухе 20, в прорезь которого видна шкала 16 усилия смыкания. Включением гидромотора 10 осуществляется дополнительное перемещение винта 8 центрального домкрата. При вращении вала 11 вращается и кронштейн 13 (фиг. 3 и 5), пока упор-лепесток 11 не войдет в прорезь конечного выключателя 18. По команде конечного выключателя 18 производится остановка гидромотора 10. Аналогично работает командоаппарат по второму варианту вьшолнения, только при вращении вала 11 вращение передается фрикционному диску 24 через фрикционный диск 23 (фиг.4 и 6). При этОм упор 26 воздействует на конечный выключатель 18, который производит остановку гидромотора 10. Механизм смыкания настроен на заданное усилие смыкания, установленное на шкале 16.
Таким образом, использование командоаппарата, установленного на валу привода гайки позволяет устанавливать выбранное 5силие смыкания и автоматически отключать гидромотор по достижении заданного положения центрально; расположенного домкрата, сократить время на регулировку механизма смыкания, повысить точност срабатывания механизма смыкания форм и, следовательно, его производительность.
15 к 1
19 го fffj
фиг.З
А-А
ф1/г.9 ,
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
| МЕХАНИЗИРОВАННЫЙ ЩИТОВОЙ КОМПЛЕКС ДЛЯ СООРУЖЕНИЯ ТОННЕЛЕЙ СО СБОРНОЙ ОБЖАТОЙ В ПОРОДУ ОБДЕЛКОЙ | 1988 |
|
RU2018677C1 |
| Установка для механизированной наплавки | 1989 |
|
SU1645086A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| Баровая машина | 1983 |
|
SU1177417A1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1331655A1 |
| УСТРОЙСТВО для ПОДАЧИ ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА | 1971 |
|
SU315493A1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1509271A1 |
МЕХАНИЗМ СМЫКАНИЯ ФОРМ ЛИТЬЕВОЙ МАШИНЫ, содержащий переднюю и заднюю неподвижные плиты, подвижную плиту, рычажную систему, соединенную с центрально расположенным домкратом, установленным в задней плите, и вал гайки домкрата, соединенный с приводом, отличающийся тем, что, с целью повышения производительности механизма, он снабжен командоаппаратом регулировки усилия смыкания, выполненным в виде соединенного с приводом нала гайки конечного выключателя и кронштейна, связанного с валом гайки посредством фрикционного соединения и Снабженного шкалой усилия смыкания и упором i дл взаимодействия с конечным выкСЛ лючателем. 00 4 Ор ri (pus.f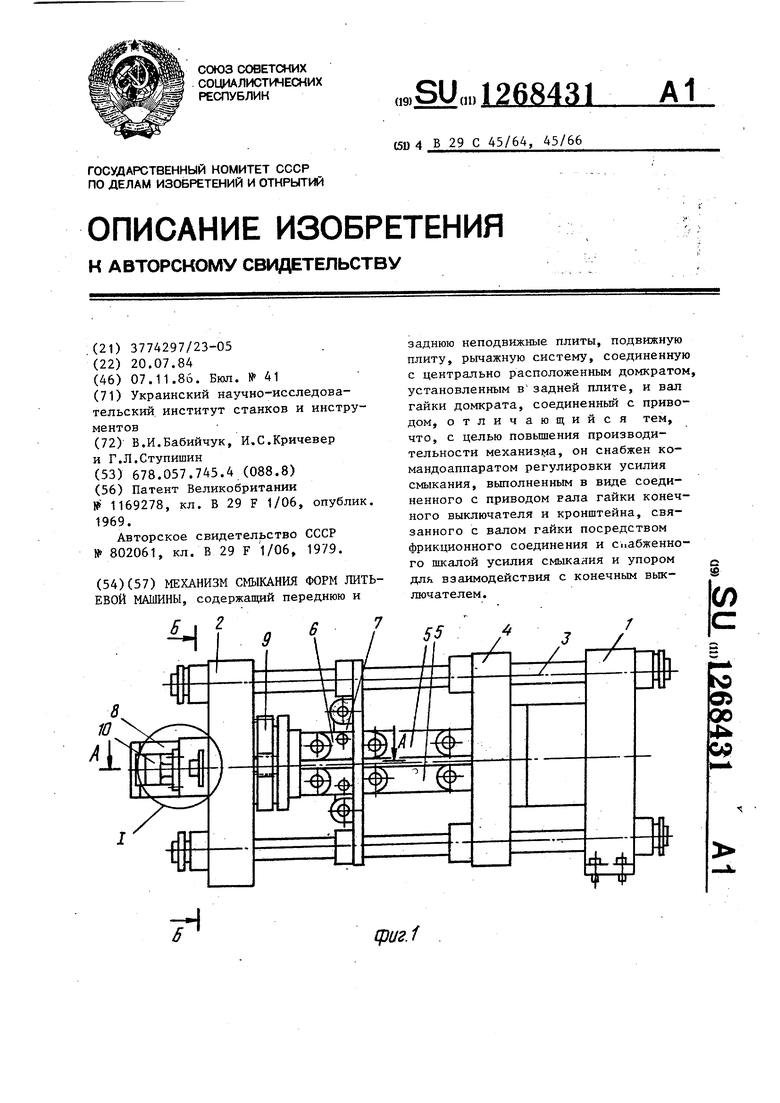
///////// ///
7/ //////// 22/
18
фиг.6.
| Патент Великобритании № 1169278, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Механизм запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU802061A1 |
| Солесос | 1922 |
|
SU29A1 |
