К)
Изобретение относится к технологическим смазкам, применяемым при холодной обработке металлов даапением, в частности для прокатки труб из Труднодеформируемых сталей и сплавов и является усовершенствованием смазки по авт.св. № 1168590.
Цель изобретения - повышение антифрикционных свойств смазки.
Для приготовления смазки используют аминопарафин, хлорид меди, гидрохинон, триэтаноламин, жирно-кислотные отходы производства себациновой кислоты (ОПСК), полиоксиэтиленгликолевые эфиры фенола с 15 моль окиси этилена (феноксол ВИС-15).
Получение осуществляют в три стадии по следующей методике.
Первая стадия: в реактор с мешалкой и обогревом загружают 200 кг жирно-кислотных ОПСК, включают обогрев мешалку и производят перемешивание до . Затем добавляют триэтаноламин в количестве 30 кг (0,3 моль) и 230 г гидрохинона. Температуру реакционной массы доводят до 135-140°С. Конец реакции определяют по значению кислотного числа, которое находится в пределах 70-80 КОН/г, отключают обогрев и охлажцают реакционную массу.
Характеристика полученного продукта:
Кислотное число, кг КОН/г 75
Эфирное число, мг КОН/г 66
Число омыления, мг КОН/г 141
Карбонильное число, мг КОН/г
133 45
Йодное число
Вязкость при ,с I860
Гидроксильное число,
мг КОН/г
98 Вторая стадия: в реактор,
снабженный мешалкой и обогревом, загружают 40 кг аминопарафина и в течение ч удаляют влагу из аминопарафина. Когда температура поднимается до , при интенсивном перемешивании небольшими порциями вводят хлорид меди в количестве 7 кг. Введение хлорида меди сопровождается вспениванием реакционной массы, поэтому каждую порцию хлорида меди добавляют после растворения предыдущей. Перемешивание производят до полного растворения хлорида меди,
Третья стадия: полученный на первой стадии продукт в количестве
230,6 кг смешивают с 47 кг полученного продукта на второй стадии и 3 кг феноксола ВИС-15. Готовую смазку сливают в подготовленные емкости и подают на стан,
Т)бразцы смазок, полученные по предлагаемой технологии, приведены в табл, 1.
Таблица 1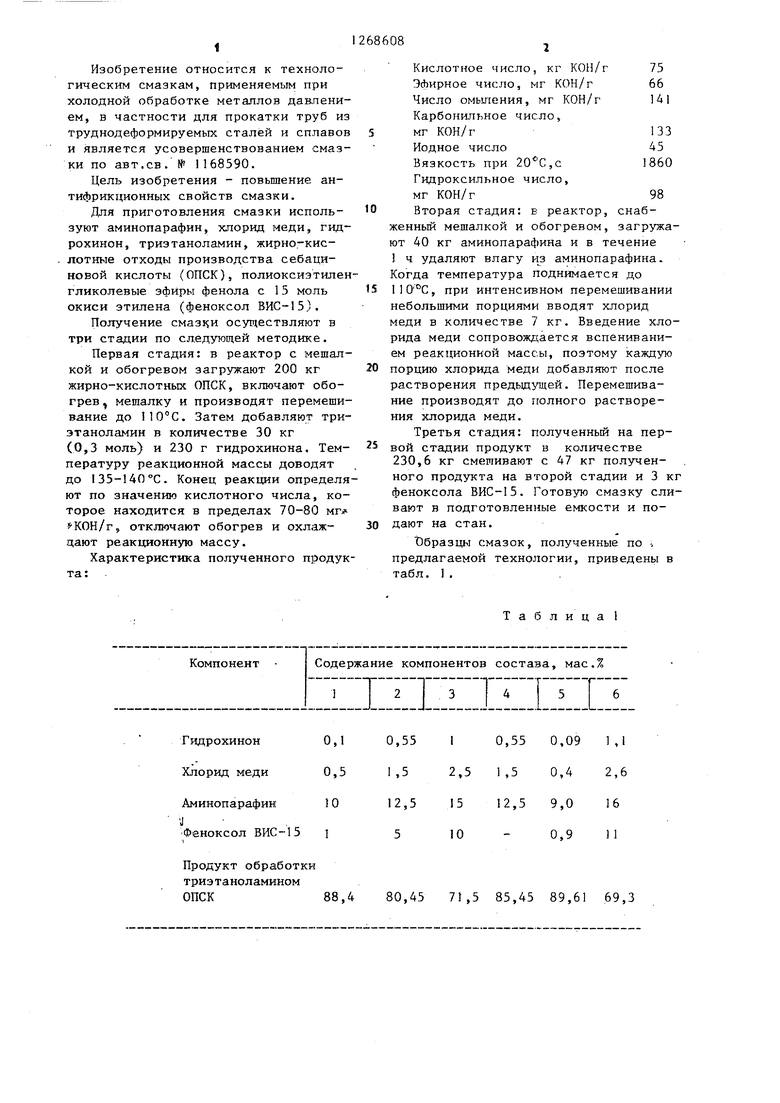
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1168590A1 |
| Смазка для холодной обработки металлов давлением | 1984 |
|
SU1171512A1 |
| Смазка для глубокой вытяжки коррозионно-стойких сталей и сплавов | 1989 |
|
SU1666523A1 |
| Смазка для холодной обработки металлов давлением | 1988 |
|
SU1567612A1 |
| Смазка для холодной прокатки | 1980 |
|
SU899640A1 |
| Смазка для холодной деформации металлов | 1982 |
|
SU1087550A1 |
| Смазка для холодной обработки металлов давлением | 1990 |
|
SU1772142A1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1988 |
|
SU1595892A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1981 |
|
SU968060A1 |
Изобретение относится к технологическим смазкам, применяемым при холодной обработке металлов давлением. Известна смазка для холодной обработки металлов давлением, содержащая, мас.%: гидрохинон 0,1-1; хлорид меди 0,5-2,5; аминопарафин 10.15; продукт обработки триэтаноламином жирно-кислотных отходов производства себациновор кислоты - до 100. Для повышения антифрикционных свойств смазка дополнительно содержит 1 10 мас.% полиоксиэтиленгликолевых зфирон фенола с 15 моль окиси этилена. Смазка снижает усилие включения Q€ .на 30%, обеспечивает хорошее качест(Л во поверхности изделий в жестких условиях деформации. 2 табл.
Гидрохинон Хлорид меди
Аминопарафин
J
Феноксол ВИСПродукт обработки
триэтаноламином
ОПСК88,4
80,45 7},5 85,45 89,61 69,3
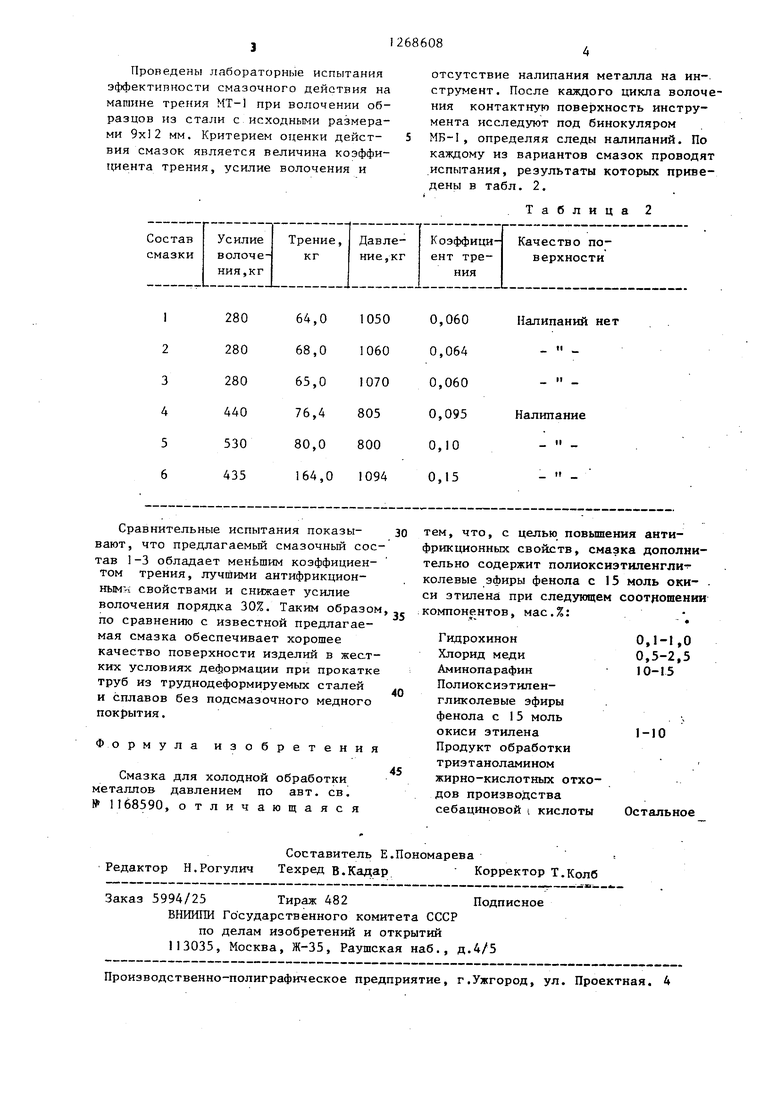
Проиеде 1ы лабораторные испытания эффектипности смазочного действия на машине трения МТ-1 при волочении образцов из стали с исходными размерами 9x12 мм. Критерием оценки действия смазок является величина коэффициента трения, усилие волочения и
отсутствие налипания металла на инструмент. Посла каждого цикла волочения контактную поверхность инструмента исследуют под бинокуляром МБ-1, определяя следы налипаний. По каждому из вариантов смазок проводят испытания, результаты которых приведены в табл. 2.
Таблица 2
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1168590A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
