Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для ломки слитков и сортировки заготовок. Цель изобретения - повышение производительности, надежности работы и расширения технологических возможностей. На фиг 1 изображена автоматическая поточная линия для ломки слитков и сортировки заготовок; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В - В на фиг. 1. Автоматическая поточная линия ломки слитков и сортировки заготовок по весовым группам включает установленные в технологической последовательности и кинематически связанные между собой гидравлический толкатель 1 слитков, стол приемный 2, слитколоматель 3, выходной стеллаж 4, короб отходов 5, шаговый транспортер-сортировщик 6, толкатель раздельных заготовок 7, устройство для осмотра и ремонта заготовок 8, весы 9, толкатель 10 разделенных заготовок, желоба комплектовочные 11 с консольно-выступающими зауженными носками 12. Гидравлический толкатель 1 выполнен в виде гидроцилиндра 13 поршневого типа, установленного на опорах 14. Стол приемный 2 и выходной стеллаж 4 представляют собой металлоконструкцию, состоящую из листов, образующих желоб, и установленную на фундаменте. Слитколоматель 3 представляет собой колонный одноцилиндровь й горизонтальный пресс, который состоит из передней 15 и задней 16 неподвижных поперечин, закрепленных на раме 17 и стянутых колоннами 18. В задней поперечине 16 установлен рабочий цилиндр 19 и два цилиндра обратного хода 20, плунжеры 21 которых через подвижную траверсу 22 связаны с плунжером 23 рабочего цилиндра. На переднем конце плунжера 23 крепится ползун 24 с клином 25, который может перемещаться по направляющим 26. На раме 17 установлен рабочий стол 27 слитколомате,1Я, имеющий форму желоба, а на нере.цней поперечине 15 закреплена подушка 28, установленная напротив клина 25 и служащая опорой при ломке слитка. Шаговый транспортер-сортировщик 6 состоит из неподвижной рамы 29, представляющей собой металлоконструкцию, выполненную из двух балок 30 и 31, скрепленных между собой внизу. На верхней полке балки 31 на равных расстояниях закрепле ны комплектовочные желоба 11. В проеме неподвижной рамы между балками 30 и 31 находится подвижная рама 32, представляющая собой металлоконструкцию, на верхней плоскости которой также на расстояниях, равных расстояниям между комплектовочными желобами, установлены Г-образные вилки-съемники 33, раз мер между зубцами которых несколько больше ширины консольного носка 12 комплектовочного желоба. Подвижная рама 32 опирается на холостые ролики 34, расположенные на концах подъемных рычагов 35, неподвижно соединенных с валами 36. Валы 36 установлены в подшипниковых узлах 37, смонтирванных на раме 29, и на одном конце имеют приводной рычаг 38, расположенный под углом к рычагам и шарнирно связанный с тягами 39 цилиндра 40 подъема рамы 32, который установлен с торца неподвижной рамы 29. С одной стороны к раме 29 крепится шаговый привод продольного перемещения подвижной рамы 32, включающий гидроцилиндры 41 и 42 с плунжером 43, в средней части которого, как единое целое, выполнены два кольца 44. В зазор между кольцами заходит пластина 45, жестко связанная с подвижной ра.мой 32, с возможностью ее вертикального перемещения. Напротив каждого комплектовочного желоба 11 по его оси с другой стороны транспортера-сортировщика 6 установлены толкатели 10, представляющие собой гидроцилиндры поршневого типа. Устройство для осмотра и ремонта заготовок включает неподвижную ра.му 46, на которой на одном уровне с комплектовочными желобами 11 неподвижно закреплены параллельно друг другу два направ,1яющих бруса 47, расположенные перпендикулярно к оси транспортера-сортировщика 6, и цилиндр возврата 48, ось которого совпадает с осью направляющих брусьев 47. Короб отходов 5 установлен в приямке фундамента на оси стеллажа выходного 4. Весы 9 для взвешивания заготовок расположены под рамой 29 транспортеров и оборудованы весовой стойкой 49, установленной на позиции остановки Г-образной вилки (съемника 33), причем сверху к стойке 49 крепится консольно носок 12. Автоматическая линия работает следующим образом. Предварительно надрезанные на слиткоразрезных станках слитки 50 крановыми средствами укладываются на приемный стол 2 и гидравлическим толкателем 1 подаются в направлении слитколомателя 3 до совмещения первого надреза с клином 25. Ходом плунжера 23 клин 25 внедряется в надрез, прижимая слиток 50 к подушке 28, и отламывает его донную часть 51, после чего ходом цилиндра 19 плунжер 23 с клином отводится в исходное положение, а толкатель I подает слиток до совмещения следующего подреза с осью клина 25. Отделенные от слитка 50 заготовки 52 постепенно выталкиваются на выходной стеллаж 4, донная часть 51, дойдя до конца стеллажа 4, подает в короб отходов 5, а очередная заготовка 52 устанавливается так, что передний торец находится на одном уровне с торцом стеллажа 4. Затем включением цилиндра 41 плунжер 43, перемещаясь, одним из колец 44 ведет пластину 45, а вместе с ней и раму 32, которая катится по роликам 34, при этом зубцы Г-образных вилок-съемников 33 проходят под консольно-БЫСтупающими носками 12 желобов 11. Когда крайняя Г-образная вилка остановится перед стеллажом 4, гидротолкатель 1 переместит всю загрузку желоба 11 настолько, что заготовка 52 окажется на зубцах крайней вилки. Включением цилиндра 40 через посредство тяг 39 и рычагов 38 поворачиваются валы 36 и закрепленные на них ролики 34, описывая дугу, поднимаются вверх вместе с рамой 32. В процессе подъема рамы 32 пластина 45 скользит в зазоре между кольцами 44, Г-образные вилки-съемники 33 поднимаются вместе с рамой 32, пропускают между своих зубцов носки 12 желобов 11, при этом находящиеся на носках 12 заготовки снимаются с них и остаются на вилках. Затем подают давление в цилиндр 42, рама 32 перемещается в обратном направлении и переносят оставщиеся на вилках-съемниках 33 заготовки. В момент остановки рамы 32 вилки-съемники 33 пропускают между зубцов носки 12 и укладывают на них заготовки. Таким образом, заготовка укладывается на стойку 49 весов 9, которые взвещивают ее и выдают адрес комплектовочного желоба. Отработав необходимое количество щагов, заготовка укладывается на носок 12 определенного желоба 11 и толкателем 10 выталкивается в него.Заготовка с видимыми дефектами выталкивается толкателем 7 на направляющие брусы 47, где производится ее осмотр или ремонт, после чего пропускается одна загрузка крайней Г-образной вилки-съемника 33 и на зарезервированную позицию заготовка выталкивается цилиндром возврата 48. Формула изобретения . Автоматическая поточная линия ломки слитков и сортировки заготовок, содержащая установленные в технологической последовательности и кинематически связанные между собой толкатели слитков и разделенных заготовок, слитколоматель, выходной стеллаж, короб отходов, транспортный рольганг, весы и комплектовочные желоба, отличающаяся тем, что, с целью повышения производительности, надежности и расширения технологических возможностей, она снабжена устройством осмотра и ремонта заготовок, состыкованным с транспортным рольгангом, выполненным в виде неподвижной рамы, снабженной позициями ремонта, взвешивания и сортировки заготовок, шагового транспортера, расположенного внутри неподвижной рамы перпендикулярно толкателям слитков и снабженного Г-образными вилкамисъемниками, закрепленными на транспортере на расстояниях, равных расстоянию между позициями ремонта, взвешивания и сортировки. 2. Автоматическая поточная линия по п. 1, отличающаяся тем, что, позиция ремонта заготовок выполнена в виде двух направляющих брусов, закрепленных на неподвижной раме параллельно один другому и перпендикулярно оси шагового транспортера и толкателя, ось которого совпадает с осью направляющих брусьев.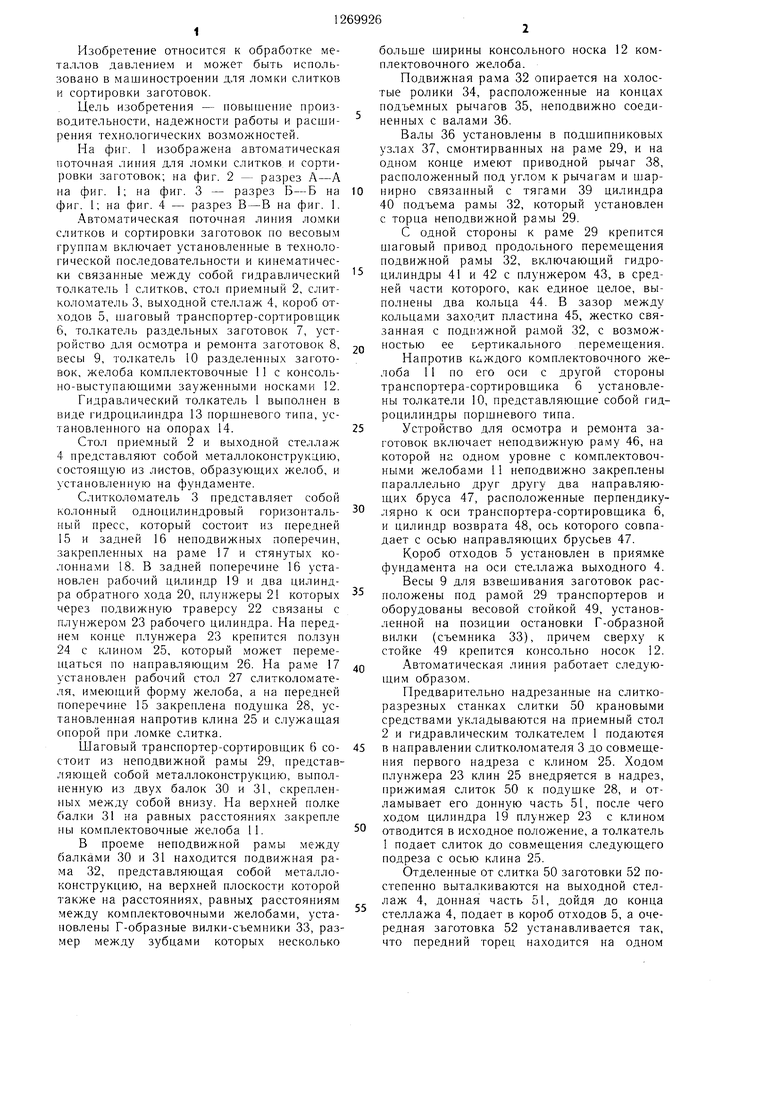

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Устройство для ломки надрезанного металла на мерные заготовки | 1987 |
|
SU1466873A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Автоматическая линия для получения поковок в форме тел вращения | 1986 |
|
SU1459811A1 |
| Установка для ломки слитков | 1990 |
|
SU1738509A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Установка для разделения слитков на заготовки | 1981 |
|
SU1004019A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для ломки слитков и сортировки заготовок. Изобретение позволяет повысить производительность и надежность линии ломки слитков и сортировки заготовок. Линия включает толкатель 1 слитков, слитколоматель 3, шаговый транспортер 6, позиции ремонта, взвешивания и сортировки заготовок. Транспортер снабжен Г-образными вилками-съемниками. Отделенные от слитка 50 заготовки 52 постепенно Быта.ткиваются на стеллаж 4. Донная часть 51 попадает в короб отходов 5. Очередная заготовка 52 устанавливается на одном уровне с торцом стеллажа 4. Рама перемещается по роликам, при этом вилкисъемники проходят под выступаюш,ими носками 12 желобов. Далее заготовки последовательно поступают на позиции ремонта, взвешивания и сортировки заготовок. 1 з.п. ф-лы, 4 ил. (Л to О5 О СО Is:) 05
36 29 Фиг. 5 Фаг. 41
| Бибик Г | |||
| Д | |||
| Производство железнодорожных колес | |||
| Металлургия, 1982, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
