кантованием детали. После укладки обработанной детали в тару с кантованием или без него шпиндель 2 поворачивается на 90° и манипулирующее устройство работает другой парой схватов-схватами 21. Выполнение на манипулирующем устройстве покачивающейся поворотной многоместной головки позволяет путем покачивания головки сокращать зону манипулирования заготовками и сокращать время смены диаметрально противоположных схватов, что позволяет повысить производительность и позволяет устройству работать с близко расположенным технологическим оборудованием. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулирующее устройство | 1983 |
|
SU1146194A2 |
| Манипулирующее устройство | 1981 |
|
SU967799A2 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Манипулирующее устройство | 1974 |
|
SU510363A1 |
| Продольно-обрабатывающий станок | 1987 |
|
SU1511054A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Автооператор | 1974 |
|
SU554129A1 |
Манипулирующее устройство относится к области машиностроения и может быть использовано в робототехнике, в устройствах автоматический смены инструмента в исполнительной части сборочных автоматов. Цель изобретения - расширение технологических возможностей. Приводы поступательного перемещения корпуса 1 и поворотного шпинделя 2 работают независимо друг от друга. В начальный момент вращением поворотного шпинделя 2 через полумуфту 3, крестовину 4, полумуфту 5 и палец 15 происходит поворот сменной многоместной головки 14. При этом в плоскости покачивания обоймы 7 на многоместной головке 14 по окончании поворота устанавливается пара диаметрально противоположных схватов 22. Один из них приводом 9 покачивания обоймы 7 устанавливается соосно с поворотным шпинделем 2. Происходит подача корпуса 1 от привода поступательного перемещения по направляющей кронштейна 11 вперед до момента прихода схвата 22 на линию центров станка. Деталь (заготовка, инструмент) зажимается схватом, корпусу 1 сообщается обратная подача, происходит изъятие детали из шпинделя станка. Затем происходит либо Sfi поворот изъятой детали на 180°, находящейся в этом же схвате 22, поворотом шпинсл деля 2, либо поворот новой детали, находящейся в противоположном схвате 22, покачиванием многоместной головки 14 вокруг крестовины 4 на 90° от привода 9. Таким образом происходит загрузка станка с Ю 4
1
Изобретение относится к машиностроению и может быть использовано в робототехнике в качестве исполнительной части манипулятора (промышленного робота), в устройствах автоматической смены инструмента многоцелевых станков, в исполнительной части сборочных автоматов.
Целью изобретения является расширение технологических возможностей.
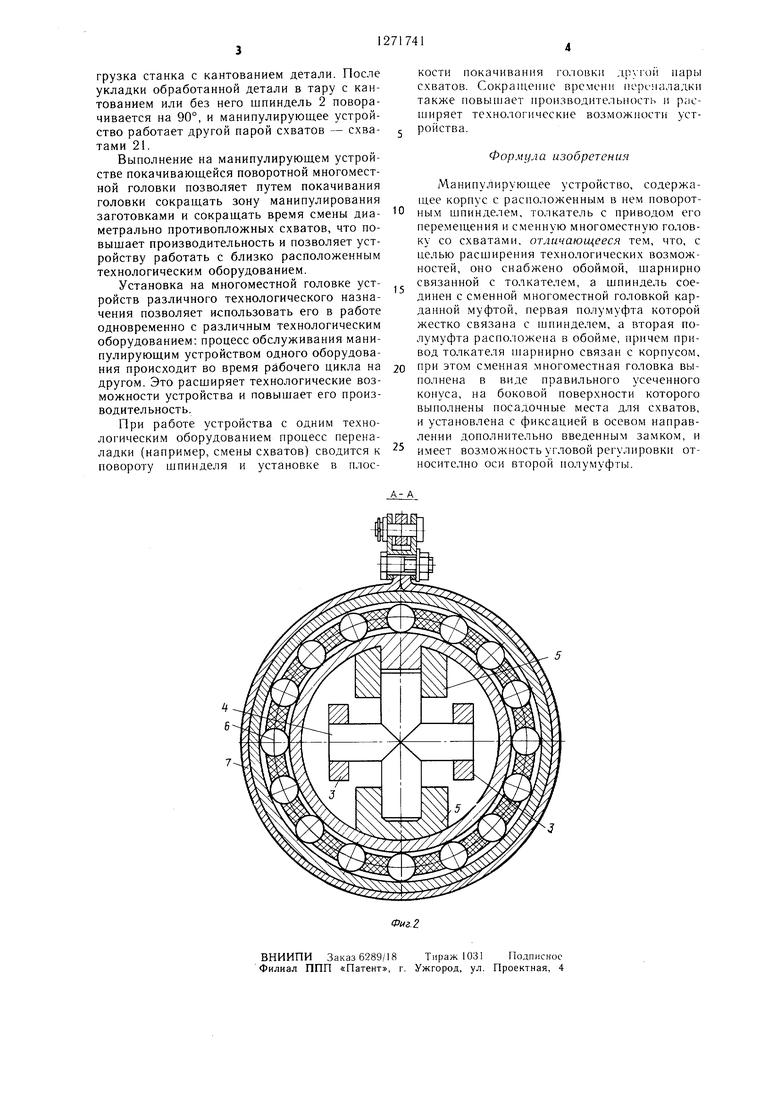
На фиг.1 изображено манипулирующее устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Манипулирующее устройство содержит корпус 1 с размещенным в нем поворотным шпинделем 2 (привод поворота шпинделя не показан). На поворотном шпинделе 2 жестко закреплена полумуфта 3, выполненная в виде вилки, в которую шарнирно входят два пальца крестовины 4.. Другие два пальца крестовины 4 шарнирно установлены во второй полумуфте 5. Полумуфта 5 установлена в сепараторе б обоймы 7. Обойма 7 шарнирно связана с толкателем 8, выполненным в виде штока покачивавощегося цилиндра 9, щарнирно закрепленного на кронщтейне 10, который неподвижно установлен на корпусе 1. Толкатель 8 проходит через охватывающий его паз кронштейна 1, жестко закрепленного на корпусе 1. На полумуфте 5 концентрично смонтирована цилиндрическая направляющая 12, которая входит в концентрично расположенное отверстие 13 сменной многоместной головки 14. В угловом направлении головка 14 фиксируется относительно полумуфты 5 пальцем 15,смонтированным на торце полумуфты 5 и ответным отверстием 16, выполненным в основании головки 14. В осевом направлении сменная многоместная головка 14 заперта замком, включающем расположенные в пазах 17 корпуса головки 14 шарики 18, взаимодействующие с кольцевой выточкой 19 на цилиндрической направляющей 12 и подпружиненной втулкой 20. Сменная многоместная головка 14 барабанного типа может быть выполнена в форме правильного усеченного конуса, на боковой поверхности которого расположены устройства определенного или различного технологического назначения, например схваты 21 и 22. Различные схваты 21 и 22 могут располагаться на головке 14 дааметрально противоположно. При этом оси схватов 21 и 22 могут пересекаться в центре крестовины 4.
В качестве устройств различного технологического назначения на многоместной головке 14 могут быть одновременно размещены также контрольные приспособления, сварочные клещи, распылительные сопла и другие устройства. Корпус 1 совместно с поворотным шпинделем 2 и закрепленными на них полумуфтами 3 и 5, соединенными между собой крестовиной 4, и приводом 9 покачивания обоймы 7, которая связана со сменной многоместной головкой 14, имеют
5 возможность возвратно-поступательного перемещения по направляющей 23 от привода поступательного перемещения корпуса (не показан).
Манипулирующее устройство работает
0 следующим образом.
Приводы поступательного перемещения корпуса и поворота шпинделя работают независимо друг от друга. В начальный момент вращением поворотного шпинделя 2 от привода поворота шпинделя через полумуфту 3,
5 крестовину 4, полумуфту 5 и палец 15 происходит поворот барабана сменной многоместной головки 14. При этом в плоскости покачивания обоймы 7 на многоместной головке 14 по окончании поворота устанавливается пара диаметрально противоположно расположенных схватов 22. Одни из них приводом 9 покачивания обоймы 7 устанавливается соосно поворотному шпинделю 2. Происходит подача корпуса 1 от привода поступательного перемещения по направляющей 23 вперед до момента прихода схвата 22 на линию центров станка. Деталь (заготовка, инструмент) зажимается схватом, корпусу 1 сообщается обратная подача, происходит изъятие детали из шпинделя. Затем происходит либо поворот изъятой детали на
180°, находящейся в этом же схвате 22, поворотом шпинделя 2, либо подвод новой детали, находящейся в противоположном схвате 22, покачиванием многоместной головки 14 вокруг крестовины 4 на 90° от привода 9. Таким образом, происходит за
| Манипулирующее устройство | 1974 |
|
SU510363A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
