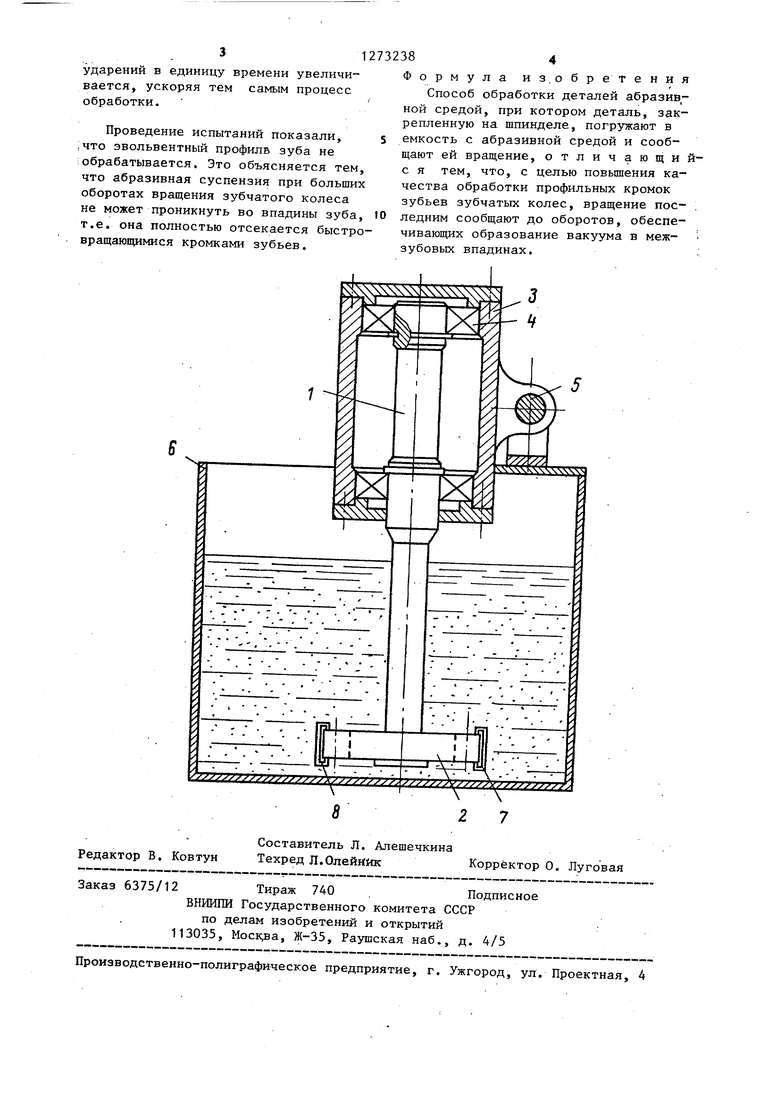
Изобретение относится к абразивной обработке деталей, в частности, к обработке кромок зубьев шестерен. Цель изобретения - повышение качества обработки профильных кромок зубьев зубчатых колес цутем использования образования вакуума в межзубовых впадинах. На чертеже представлена схема реализации предлагаемого способа обработки деталей. Устройство состоит из шпинделя 1, на конце которого установлено и закреплено зубчатое колесо 2. На шпинделе может быть установлено несколько зубчатых колес. Шпиндель 1 установлен в корпусе 3 на подшипниках 4 с возможностью свободного вращения. Корпус 3 на оси 5 шарнирно установлен в верхней части емкости 6, запол нённой абразивно-жидкой средой. В нижней части емкости, внутри абразив но-жидкой среды тангенциально к зубчатому венцу установлены воздушные щелевые сопла 7 и 8 для вращения зуб чатого колеса 2. Пример. Обработке подвергали шестерню с наружным диаметром 18 мм. Рабочую среду - абразивную жидкость, помещают в емкость в соотношении: 1 часть абразива и 1 - 3 частей воды. Абразив - электрокорунд марки .100. Давление воздуха, подводи мого к соплу, 4,5 кг/см. Ширина щели сопла 0,5 мм. I Время обработки составило одну минуту со снятием фаски 0,5 мм на кромках с одной стороны зубьев зубчатого колеса при его вращении в одну сторону. Шероховатость поверхности после обработки 9-10 класс по ГОСТ 2789-73 На венец зубчатого колеса 2 через ;Сопло 7 подается сжатый воздух. Зуб чатое колесо 2 раскручивается подобно, воздушной турбине, свободно вращаясь со шпинделем.1 в подшипниках 4. При вращении шестерни в одну сторону обрабатьшается с обеих торцов зубчатого колеса только одна профиль ная сторона зубьев до середины впади ны между зубьями. После обработки кромок зубьей одной стороны с каждого торца подачу воздуха из сопла 7 переключают на сопло 8 и шестерня начинает вращаться в противоположную сторону. В это время обрабатьшаются кромки второй стороны зубьев с обеих 382 торцов. Для смены обработанно1 о зубчатого колеса 2 корпус 3 поворачива- ; ют вокруг оси 5, поднимая зубчатое колесо из абразивной суспензии. После замены зубчатого колеса или комплекта колес весь процесс повторяют. Рабочие параметры способа обработки могут быть самыми различными в зависимости от диаметра обрабатываемого зубчатого колеса и давления сжатого воздуха и могут быть подобраны опытным путем. Начало образования вакуума во впадинах зубьев зубчатого колеса находится по известной формуле для определения скорости точки на ободе маховикагде D - диаметр венца зубчатого колеса, который предпочтительно принимать по впадинам зубьев. . Минимальную скорость V, при которой начинается образование вакуума, принимают равной ускорению свободного падения q 9,81 м/с. Это означает, что абразивная суспензия под действием собственного веса стремится заполнить образующийся вакуум с ускорением свободного падения. Формула принимает вид Из этой формулы находят необходимое число оборотов зубчатого колеса в минуту, при которых начинается образование вакуума во впадинах зубьев. п .-.1 ITD При этих оборотах вращающимися .продольными кромками зубьев зубчатого колеса образуется зкран, препятствующий свободному проникновению абразивной суспензии во впадины зубьев. Чем выше обороты зубчатого колеса, тем выше образуется вакуум во впадинах зубьев и тем самым с большей скоростью абразивная суспензия устремляется во впадины. При этих условиях быстроврацающиеся кромки зубьев с большей силой соударяются с абразивными частицами, а число со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки свободным абразивом деталей типа шестерен | 1985 |
|
SU1348151A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Устройство для вибрационной обработки деталей типа шестерен | 1984 |
|
SU1202825A1 |
| Способ обработки поверхностей деталей | 1980 |
|
SU876391A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2421305C1 |
| РОТОРНАЯ ОБЪЁМНАЯ МАШИНА | 2018 |
|
RU2701306C1 |
| Станок для заточки инструментов с замкнутой криволинейной режущей кромкой | 1986 |
|
SU1450980A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для обработки кромок по вершинам зубьев зубчатых деталей | 1981 |
|
SU994168A1 |
| Станок для заточки режущего инструмента | 1988 |
|
SU1565654A1 |
Изобретение относится к области абразивной обработки деталей. Способ обработки деталей абразивной средой, при котором деталь, закрепленную на шпинделе, погружают в емкость с абразивной средой и сообщают ей вращение, обеспечивает повышение качества обработки профильных кромок зубьев зубчатых колес. Для достижения да-нной цели вращение зубчатым колесам сообщают до оборотов, обеспечивающих образование вакуума в межзубовых впадинах . 1 ил. о S
| Методические рекомендации | |||
| Турбоабразивная обработка деталей сложного профиля | |||
| М., Изд-во НРШМАШ, 1979, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
