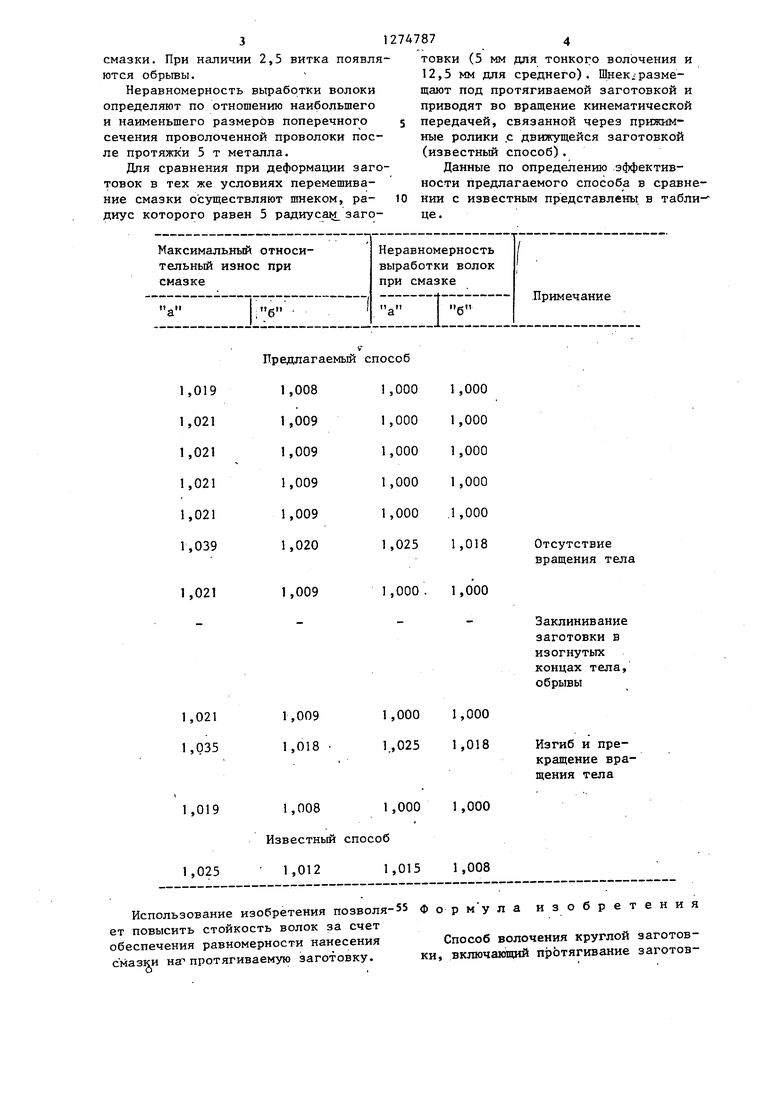
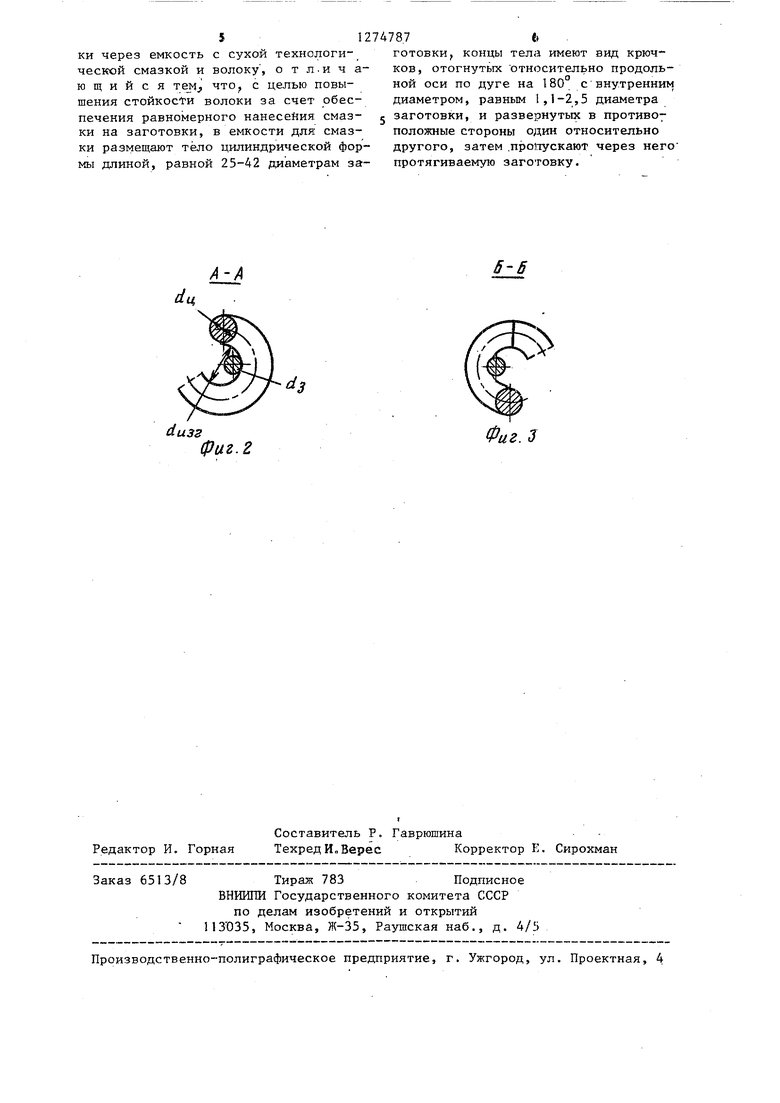
1 Изобретение относится к ь еталлур гии, а именно к обработке металлов давлением, и может быть использован при волочении профипей цилиндричесКой формы. Цель изобретения - повышение стой кости волоки за счет обеспечения ра номерности нанесения смазки на заго товку. . На фиг.1 изображено устройство для реализации способа волочения : круглой заготовки; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечени Б-Б на фиг.1, Устройство для реализации предла гаемого способа содержит тело 1, представляющее собой-цилиндрический гтержень с крючками, расположенное в емкости 2 со смазкой 3, фиксация которого осуществляется упором в во локу 4 в направлении волочения при установке его на з.аготовке 5. Способ волочения осуществляется следующим образом. При движении заготовки 5 сквозь емкость 2 со смазкой 3 тело 1 вращается со скоростью, пропорциональной скорости движения заготовки 5, благодаря наличию контакта заготовки с ertf цилиндрической частью по нечетном количеству полувитков 0,511,5 и так далее витков винтовой линии, и перемешивает смазку 3. Выполнение цилиндрической части тела диаметром дц, равным 3-5 диаМетров заготовки d, необходимо для обеспечения требуемой его жесткости При диаметре цилиндрической части, меньшем 3d., возможна потеря устойчивости тела (его изгиб). При-d 5d, устойчивость тела не меняется. Выполнение цилиндрической части тела длиной 25-42 диаметров заготовки необходимо для исключения явления самоторможения этрго тела при скольженин заготовки по его поверхности. Эту величину получают из условия отсутствия самоторможения tgoi 6 tg f, где oi - угол подъема винтовой линии f - коэффициент трения (для пары сталь - сталь 0,18). Следовательно, длина цилиндрической части тела L при полутора витках винтовой линии на его поверхности должна быть не менее чем 1,5 dц/tg 7 или с учетом йц(.3-5) d, ,5-(3-5) xdj/tg n,18(25-42).dj/ При 0,5 витка условие самоторможения при L 25-A2 :выполняется автоматически. Отгиб концов тела на 120 с образованием крючков и разворот их в противоположные стороны не,обходим для обеспечения крепления приспособления с возможностью вращения на заготовке при пропускании ее сквозь крючки тела и обеспечения прилегания ее к поBepxHOcTH цилиндрического участка тела по винтовой линии« При изгибе концов тела на величину менее 180 не обеспечивается крепление тела на заготовке. , Выбор внутреннего диаметра крючков тела 1,1-2,5 диаметра заготовки обусловлен .необходимостью свободного прохождения заготовки сквозь них. Внутренний диаметр крючков тела менее 1 ,1 диаметра заготовки приводит к заклиниванию, препятствующему . вращению тела при движении заготовки. Внутренний диаметр крючков тела более 2,5 диаметра заготовки не сказывается на условиях свободного прохождения заготовки сквозь них. Пример. Способ волочения круглой заготовки испытьюают при волочении проволоки из стали БСтОМ на конечный диаметр-1,4 мм из заготовки диаметром 2 мм в первой волоке стана 6-7/350 Грюна и из заготовки диаметром 5,0 мм на диаметр проволоки 4,2 мм в первой волоке стана 3/550 Грюна-Скет. Скорость волочения в первом случае составляет 3 м/с во втором - 5 м/с. В качестве смазки . на стане 6-7/350 используют сухой порошок натриевого мьша (органическая смазка 1 а), а на стане 3/550 - порошок графита (неорганическая смазка i б). Инструментом служат сборные сдвоенные волоки со вставками из сплава ВК-6. В первой серии опытов волочение с обеими смазками осуществляют при длине цилиндрической части тела L 33-d,, и ее диаметре , внутреннем диаметре крючков тела d 1,8d, la. При контакте заготовки и цилиндрической части тела по ,5; 1,5 и 2,5 витку винтовой линии. Результаты опытов показьшают, что йри наличии 0,5 и ,5 витка обеспечивается вращение тела и перемепгиванир смазки. При наличии 2,5 витка появля ются обрьшы. Неравномерность выработки волоки определяют по отношению наибольшего и наименьшего размеров поперечного сечения проволоченной проволоки после протяжки 5 т металла. Для сравнения при деформации заго товок в тех же условиях перемешивание смазки осуществляют шнеком, радиус которого равен 5 радиусам заго874товки (5 мм для тонкого волочения и 12,5 мм для среднего). Шнек размещают под протягиваемой заготовкой и приводят во вращение кинематической передачей, связанной через прижимные ролики с движущейся заготовкой (известный способ). Данные по определению эффективности предлагаемого способа в сравнеНИИ с известным представлены в таблице.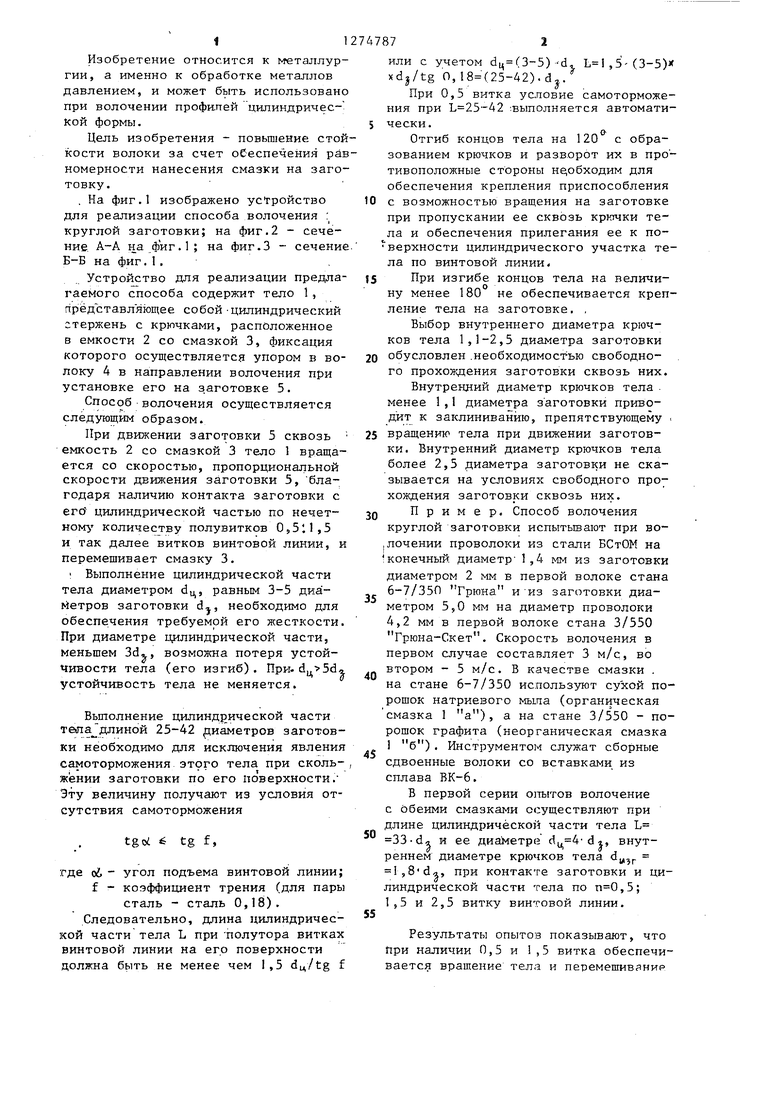
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения круглой заготовки | 1986 |
|
SU1400695A1 |
| Волока | 1987 |
|
SU1454533A1 |
| Способ волочения проволоки | 1988 |
|
SU1639821A1 |
| Способ производства проволоки | 1987 |
|
SU1444015A1 |
| Устройство для подготовки сухой технологической смазки к волочению | 1983 |
|
SU1123753A1 |
| Устройство для калибровки электродной проволоки волочением | 1987 |
|
SU1507490A1 |
| Устройство для подготовки сухой технологической смазки к волочению | 1990 |
|
SU1755989A1 |
| Способ бухтового волочения толстостенных топливопроводных труб с внутренним диаметром не более 3 мм | 1983 |
|
SU1183223A1 |
| МНОГОКРАТНЫЙ ВОЛОЧИЛЬНЫЙ СТАН МАГАЗИННОГО ТИПА | 2005 |
|
RU2278756C1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054981C1 |
Изобретение относится к метал-, лургии и может быть использовано при волочении профилей цилиндрической формы. Цель изобретений - повышение стойкости волоки. В емкости 2 со смазкой 3 размещают тело 1, представляющее собой цилиндрический стержень с крючками. Фиксацию тела 1 осуществ ляют упором в волоку 4 при установке его на заготовке 5. При движении по- следней тело 1 вращается со скоросг;.-::тью, пропорциональной скорости движения заготовки, и перемешивает смазку 3. Смазка равномерно наносится на протягиваемую заготовку. 3 ил, с 1 табл. ю 4 00 -4 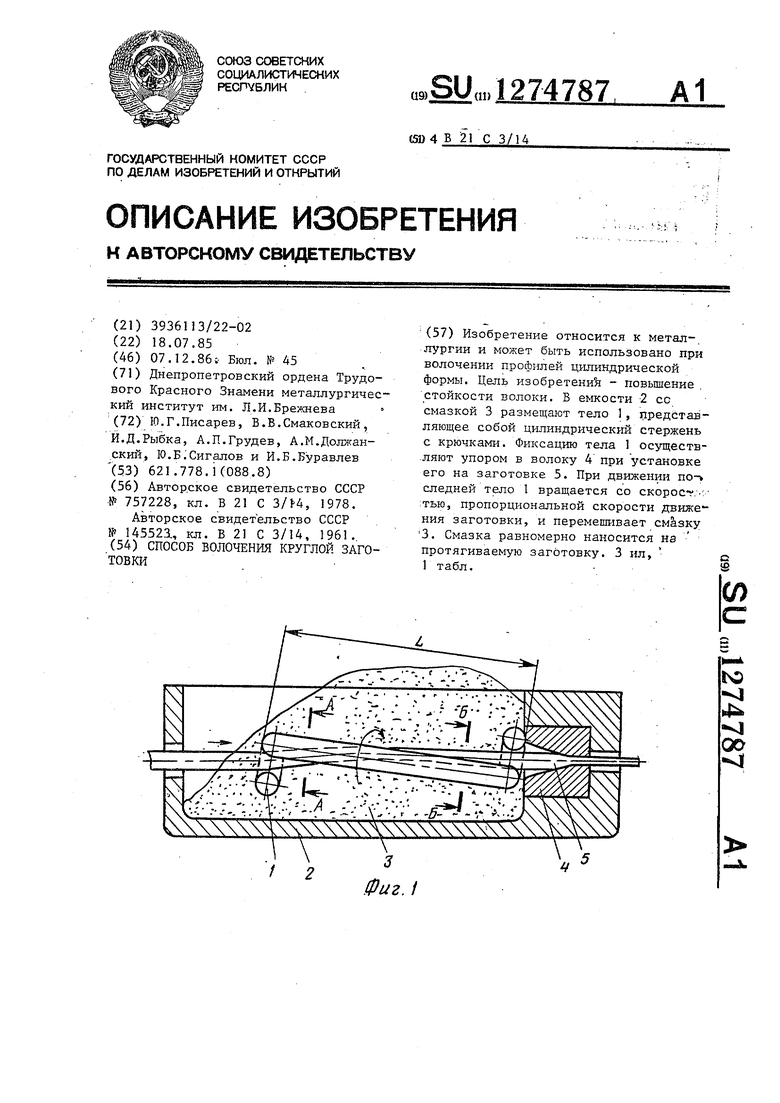
Предлагаемый способ
1,009
1 ,009 1,018
1,008 1,000 1,000 Известный способ
1,012 1,015 1,008 Использование изобретения позволяет повысить стойкость волок за счет обеспечения равномерности нанесения на-протягиваемую заготовку.
Отсутствие вращения тела
1,000. 1,000
Заклинивание заготовки в изогнутых концах тела, обрывы
1,000 1,000 1.,025 1,018
Изгиб и прекращение вращения тела 55формула изобретения Способ волочения круглой заготов ки, включающий протягивание заготов5I
ки через емкость с сухой технологической смазкой и волоку, о т л. и ч аю щ и и с я что,, с целью повышения стойкос и волоки за счет обеспечения равномерного нанесейия смазки на заготовки, в емкости для смазки размещают тело цилиндрической формы длиной, равной 25-42 диаметрам за27478,7fe
готовки, концы тела имеют вид крючков, отогнутьтх относительно продольной оси по дуге на 180 с внутренним диаметром, равным 1,1-2,5 диаметра 5 заготовки, и развернутьрс в противо7 положные стороны один относительно другого, затем .пропускают через него протягиваемую заготовку.
du38
фиг.г
ff-ff
Фиг. 3
| Авторское свидетельство СССР № 757228, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
