Изобретение относится к обработке металлов давлением, а именно к холодному выдавливанию формообразующих полостей в заготовках, и может быть использовано при изготовлении рабочих элементов штампов и пресс-форм.
Цель изобретения - улучшение условий эксплуатации путем обеспечения возможности компенсирования . перекосов при выполнении технологического процесса холодного вьщавливания, а именно при направлении мастер-пуансона и при выпрессовке его из выдавленной полости.
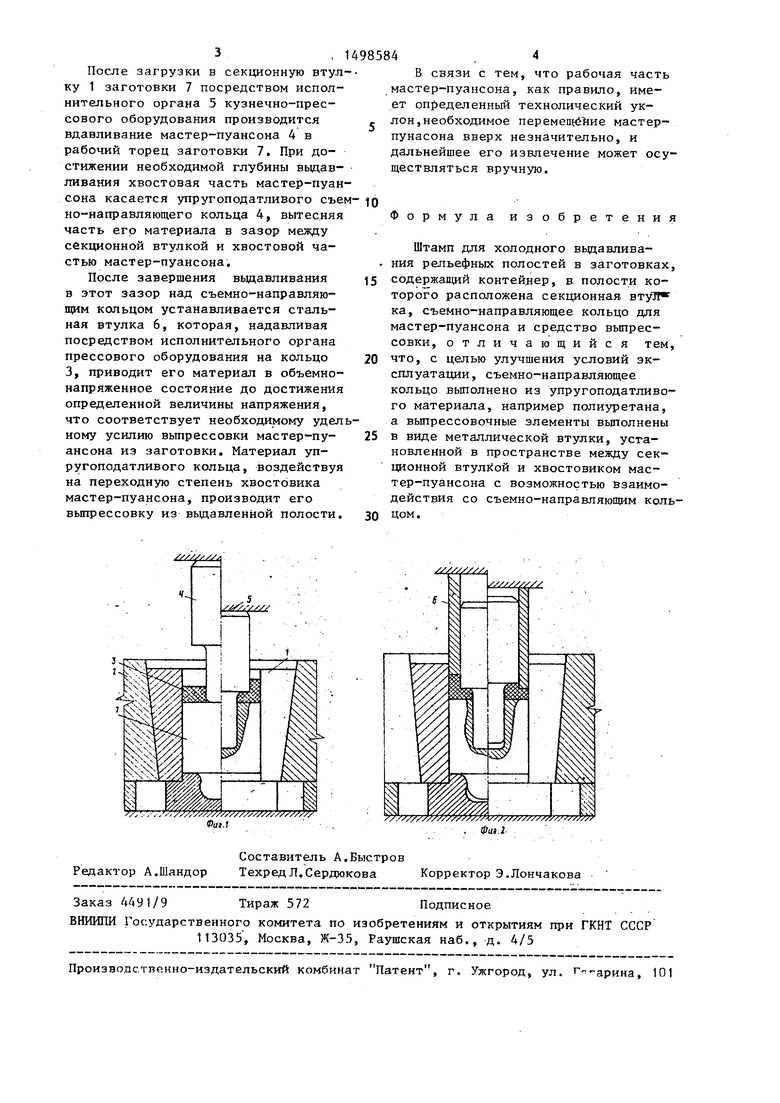
На фиг.1 показан штамп в процессе выдавливания; на фиг.2 - то же, в процессе выпре ссопки.
Штамп для холодного вьщавливания содержит секционную втулку 1, установленн то в контейнере 2. В секционной втулке установлено съемно-направляющее кольцо 3 из упругоподатливого материала, например полиуретана, для направления мастер-пуансона 4, приводимого в действие исполнительным органом 5 ку- знечно-прессового оборудования. Для извлечения мастер-пуансона после осуществления операции вьщавливания в зазоре между секционной втулкой 1 и хвостовиком мастер-пуансона 4 вставляется каленая стальная втулка 6.
Штамп работает следующим образом.
СО
ас
СП
00 4
3, 1498584,4
После загрузки в секционную втул--В связи с тем, что рабочая часть
мастер-пуансона, как правило, имеет оп{1еделенный технолический укку 1 заготовки 7 посредством исполнительного органа 5 кузнечно-прес- сового оборудования производится,
вдавливание мастер-пуансона 4 в рабочий торец заготовки 7. При достижении необходимой глубины выдавливания хвостовая часть мастер-пуансона касается упругоподатливого съем- IQ но-направляющего кольца 4, вытесняя часть его материала в зазор между секционной втулкой и хвостовой частью мастер-пуансона.
После завершения вьщавливания в этот зазор над съемно-направляющим кольцом устанавливается стальная втулка 6, которая, надавливая посредством исполнительного органа прессового оборудования на кольцо 3, приводит его материал в объемно- напряженное состояние до достижения определенной величины напряжения, что соответствует необходимому удельному усилию вьшрессовки мастер-пуансона из заготовки. Материал упругоподатливого кольца, воздействуя на переходную степень хвостовика мастер-пуансона, производит его выпрессовку из выдавленной полости.
лон,необходимое перемещё 1ие мастер- пунасона вверх незначительно, и дальнейшее его извлечение может осуществляться вручную.
Формула изобретения
Штамп для холодного вьщавлива- . ния рельефных полостей в заготовках,
15 содержащий контейнер, в полости которого расположена секционная втул ка, съемно-направляющее кольцо для мастер-пуансона и средство выпрес- совки, отличающийся тем,
20 что, с целью улучшения условий эксплуатации, съемно-направляющее кольцо выполнено из упругоподатливого материала, например полиуретана, а выпрессовочные элементы выполнены
25 в виде металлической втулки, установленной в пространстве между секционной втулкой и хвостовиком мастер-пуансона с возможностью Взаимодействия со съемно-направляющим коль
30
лон,необходимое перемещё 1ие мастер- пунасона вверх незначительно, и дальнейшее его извлечение может осуществляться вручную.
Формула изобретения
Штамп для холодного вьщавлива- ния рельефных полостей в заготовках,
содержащий контейнер, в полости которого расположена секционная втул ка, съемно-направляющее кольцо для мастер-пуансона и средство выпрес- совки, отличающийся тем,
что, с целью улучшения условий эксплуатации, съемно-направляющее кольцо выполнено из упругоподатливого материала, например полиуретана, а выпрессовочные элементы выполнены
в виде металлической втулки, установленной в пространстве между секционной втулкой и хвостовиком мастер-пуансона с возможностью Взаимодействия со съемно-направляющим кольЦо 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для поперечного выдавливания | 1986 |
|
SU1386349A1 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1988 |
|
SU1572726A1 |
| Штамп для выдавливания рельефных полостей в заготовках | 1980 |
|
SU1000148A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Штамп для изотермичесого обратного выдавливания | 1984 |
|
SU1224082A1 |
| Инструмент для холодного выдавливания | 1977 |
|
SU617118A1 |
| Штамп для выдавливания рельефных полостей в заготовках | 1977 |
|
SU721232A1 |
| Способ изготовления пресс-форм | 1978 |
|
SU673660A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Штамп для выдавливания | 1979 |
|
SU822966A1 |
Изобретение относится к обработке металлов давлением, а именно к штампам для холодного выдавливания формообразующих полостей в заготовках, и служит для улучшения условий эксплуатации при выполнении процесса холодного выдавливания путем компенсирования возможных перекосов. Штамп содержит бандажированный контейнер с полостью, в которой расположено секционное кольцо, в котором установлено направляющее кольцо для мастер-пуансона, и съемное приспособление. Направляющее кольцо выполнено из упруго - податливого материала, например полиуретана, а съемное приспособление выполнено в виде каленой стальной втулки, установленной в зазор между секционной втулкой и хвостовой частью мастер-пуансона. При выпрессовке стальная втулка воздействует на упруго-податливое кольцо, которое, деформируясь, выпрессовывает мастер-пуансон. 2 ил.
ХХхУ/хУХ
, ,- V X///VXX / xXX/ JV/ VV -X X/ yX
.l
ХХ/ХХ//ХХи
x, V xVXXy /X ///- v v
, Фа).1
| Хыбемяги АоИ | |||
| и др | |||
| Вьздавли- вание точных заготовок деталей штампов и пресс-форм | |||
| - М.: Машиностроение, 1986, с.56, рис.3.18. |
