Известны станки для шлифования профиля пера партии лопаток газотурбинного двигателя, имеющие планшайбу с поворотными оправками для крепления заготовок, перемеш,аемых при враш,ении планшайбы относительно шлифовальных кругов, установленных на салазках продольного суппорта и получаюш;их подачу вдоль лопатки.
Отличительной особенностью предлагаемого станка того же типа является установка на продольном суппорте копирного кольца с двумя рабочими участками, воздействующими при помош,и рычагов на оправки планшайбы для сообшения лопаткам требуемого сложного движения в процессе их шлифования. Такое выполнение станка обеспечивает одиивременную обработку профиля спинки и корыта лопатки.
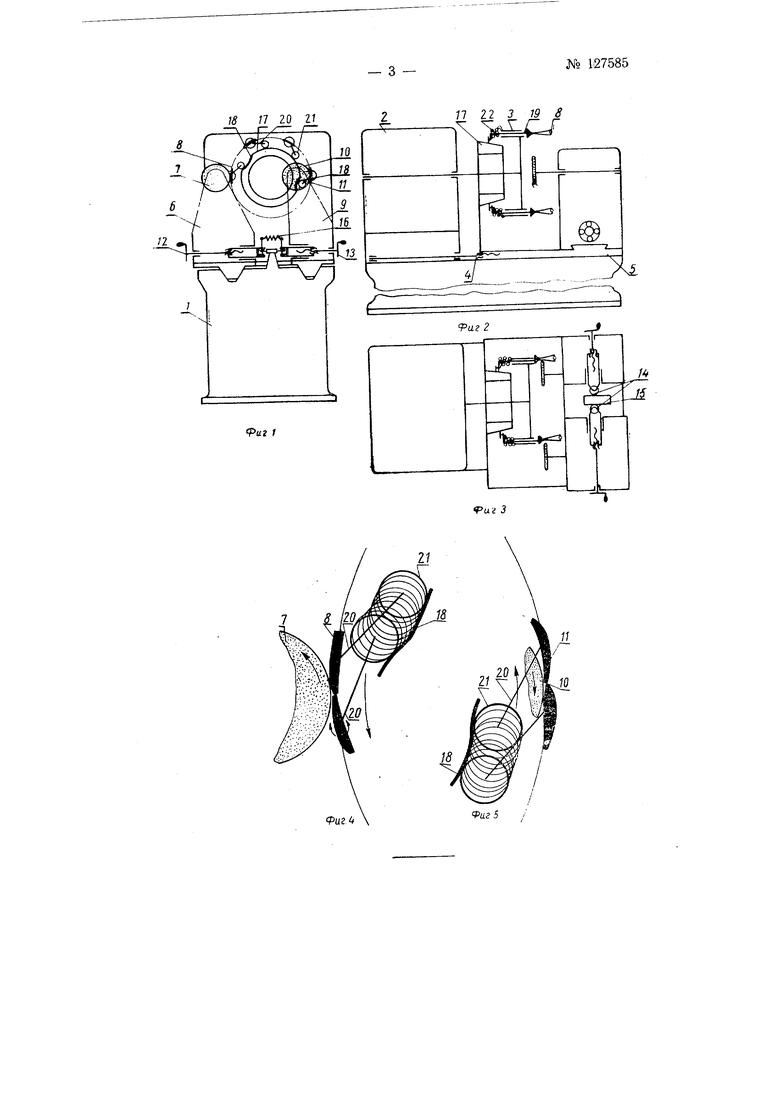
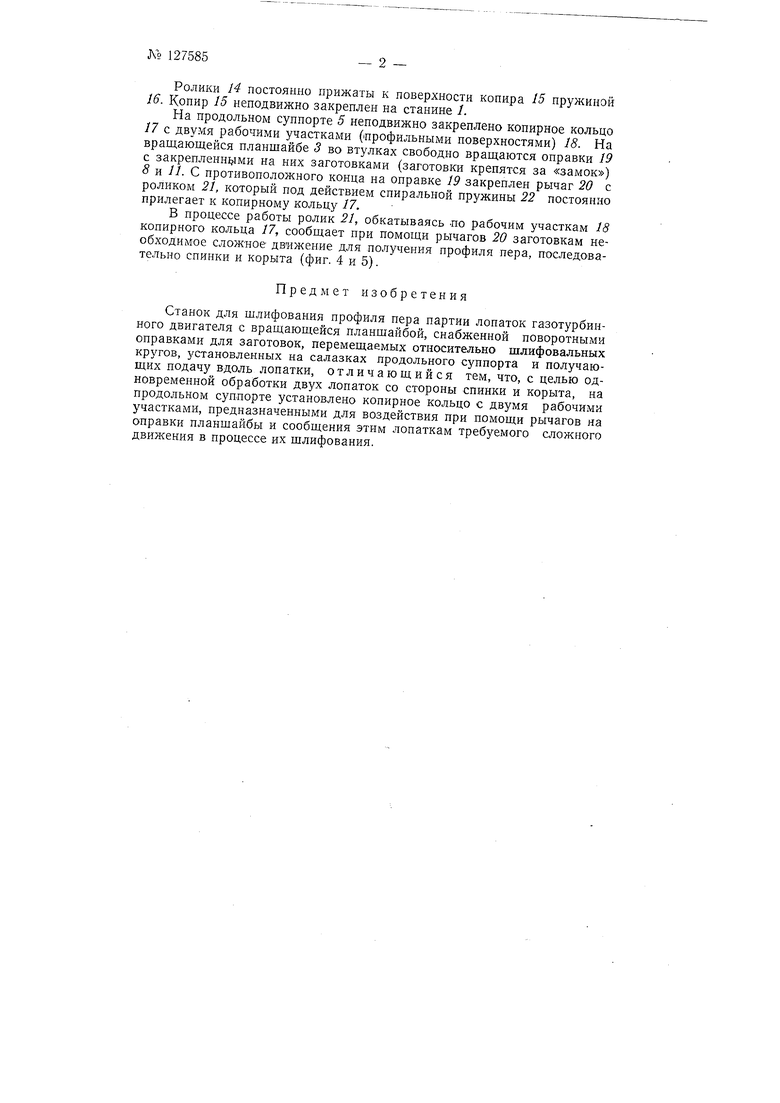
На фиг. I схематически .показан предлагаемый станок, вид спереди; на фиг. 2 - то же, вид -сбоку; на фиг. 3 - то же, в плане; на фиг. 4 и 5 даны схемы образования профиля пера лопатки со стороны спинки и корыта.
На станине 1 размеш,ены привод 2 враш,ения планшайбы 3 и механизм подач. От последнего по направляюшим станины / при помош,и ходового винта 4 получает перемещение продольный суппорт 5. На поперечных направляюш,их могут перемеш,аться левый суппорт 6 с приводом для вращения шлифовального круга 7, обрабатывающего заготовку 8 со стороны спинки, и правый суппорт 9 с приводом для вращения ш.;1ифовального круга 10, одновременно обрабатывающего заготовку // со С1ч роны корыта.
Суппорты 6 н 9 могут раздельно перемещаться на поперечных направляющих при помощи винтов ручной подачи 12 и 13. Кроме того, оба суппорта в процессе работы при помощи роликов 14 и копира 15 также перемещаются в поперечном направлении, что позволяет получать лопатки необходимой толщины в каждом расчетном сечении.
Л1 127585- 2 -
Ролики 14 постоянно прижаты к поверхности копира 15 пружиной 16. Копир 15 неподвижно закреплен на станине /.
На продольном суппорте 5 неподвижно закреплено копирное кольцо 17 с двумя рабочими участками (профильными поверхностями) 18. На вращающейся планшайбе 3 во втулках свободно вращаются оправки 19 с закрепленными на них заготовками (заготовки крепятся за «замок) 8 и 11. С противоположного конца на оправке 19 закреплен рычаг 20 с роликом 21, который под действием спиральной пружины 22 постоянно прилегает к копирному кольцу 17.
В процессе работы ролик 21, обкатываясь по рабочим участкам 18 копирного кольца 17, сообщает при помощи рычагов 20 заготовкам необходимое сложное движение для получения профиля пера, последовательно спинки и корыта (фиг. 4 и 5).
Предмет изобретения
Станок для шлифования профиля пера партии лопаток газотурбинного двигателя с вращающейся планшайбой, снабженной поворотными оправками для заготовок, перемещаемых относительно шлифовальных кругов, установленных на салазках продольного суппорта и получающих подачу вдоль лопатки, отличающийся тем, что, с целью одновременной обработки двух лопаток со стороны спинки и корыта, на продольном суппорте установлено копирное кольцо с двумя рабочими участками, предназначенными для воздействия при помощи рычагов на оправки планшайбы и сообщения этим лопаткам требуемого сложного движения в процессе их шлифования.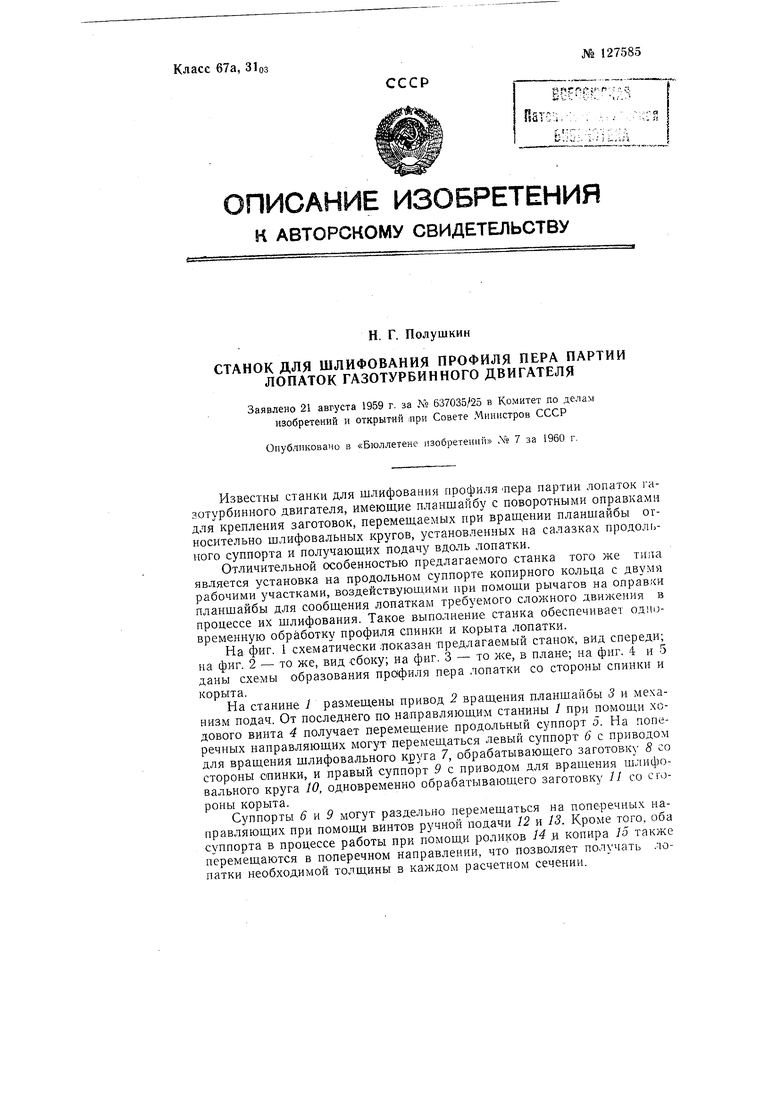
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования криволинейных трехмерных поверхностей пера лопаток и станок для его осуществления | 1958 |
|
SU127583A1 |
| Ленточно-шлифовальный станок для обработки криволинейных поверхностей | 1975 |
|
SU553096A1 |
| Способ шлифования | 1979 |
|
SU854689A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Устройство для скругления кромок пера лопаток | 1987 |
|
SU1512754A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Устройство для ленточного шлифования лопаток | 1978 |
|
SU859122A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |