Изобретение OTHCJCHTCH к порошковой металлур1ин, в частности к устройствам для изготовления длинномерных изделий из порошков.
Целью изобретения является иовышение плотности и однородности изделий.
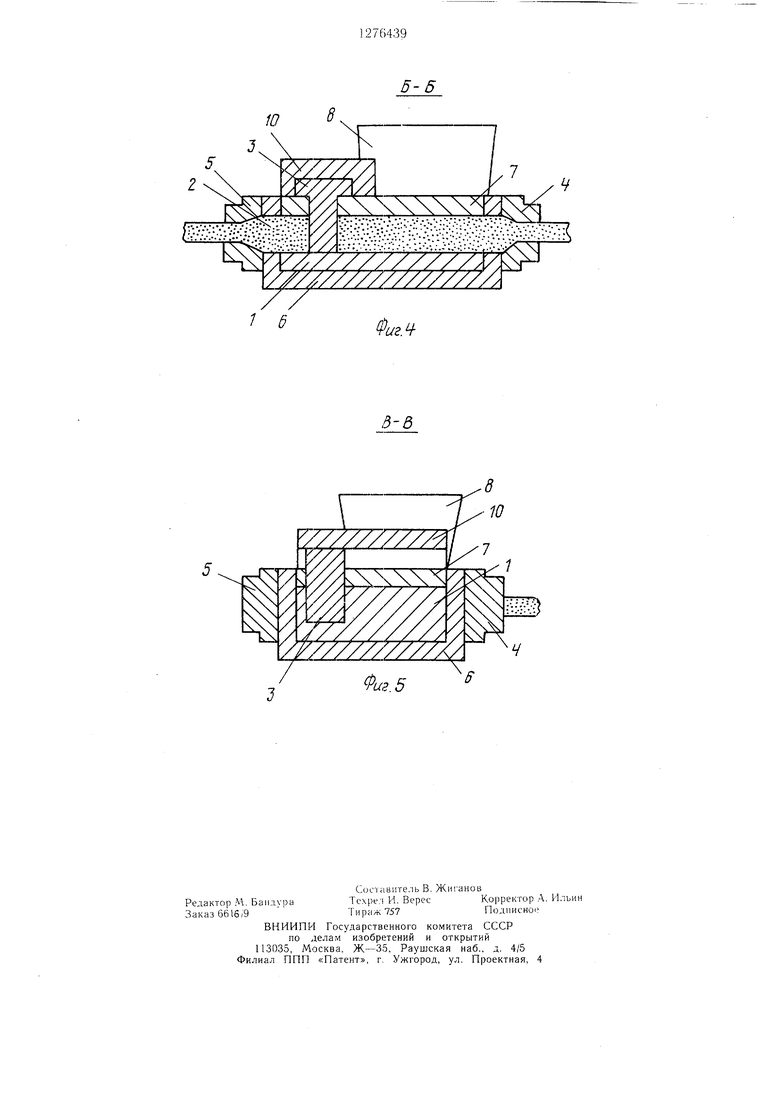
На фиг. 1 показано устройство для прессования HOpOHJKOB, нродольный разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В - В на фиг. 3.
Устройство для прессования порошков состоит из ползуна 1, на одной из граней которого выполнен паз 2 с размешенным в нем нрессуюшим элементом 3. Паз ползуна сообщается с полостями матрип 4 и 5. Ползун установлен с возможностью возвратно-иостуиательного неремен1ення в корпусе 6. На верхней нлите 7 корпуса размешены загрузочные бункеры 8, 9 и направляюнхая 10, но пазу 11 в которой перемешается ирессуюший элемент. Паз направляюшей расноложен нерпендикулярно к направлению перемещения ползуна, паз ползуна наклонен относител но нанравляюитей корпуса под углом arctg f- оС 90°-arctg f, где i - коэффициент трения между ползуном и ирессуюнхим элементом.
Устройство работает следующим образом.
Перед началом рабочего цикла ползун 1 в крайнем нравом положении. Порошок из загрузочного бункера 8 через отверстие в верхней нлите корпуса 6 постунает в паз 2 нолзуна 1. При приложении усилия прессования иОлзун 1 начинает смещаться влево, одновременно ирессуюший элемент 3 начинает перемешаться по пазу 11 направляюшей 10. В результате сложения этих двух движений прессующий элемент 3 совершает относительное движение по пазу 2 ползуна 1. Порция порошка, поступившая в наз 2, уплотняется под действием усилия прессования, развиваемого нрессуюшим элементом 3, и затем выдавливается в но;1ость матрицы 4. В крайнем левом юложении в освобожденный от пороип а паз 2 иолзупа 1 поступает новая норция порошка из загрузочного бункера 9, после чего ползуп совершает рабочий ход вправо. Поступившая в паз 2 порция порошка уплотняется и выдав,тивается в нолость матрицы 5. В крайнем нравом положении осуществляется загрузка новой порции нороижа из загрузочного бункера 8 и цик.п новторяется.
В результате того, что одновре.менно с уплотнением порошка в пазе ползуна и выдавливанием его в полость матрицы осуществляется перемещение ползуна в направлении, перпендикулярном оси матриц, т.е. иеремещение зоны уп.тотнения по поперечпому сечению изделия, в уплотняемом порошке возникают касательные нанряжения. Касательные напряжения приводят к смещению частиц порошка друг относительно друга в направлении, перпендикулярном нанравлению выдавливания. Относительное смещение частиц ведет к разрушению арок, перегруппировке частиц, их плотной укладке. Снятию окисных пленок и образованию «мос5 тиков схватывания между частицами. Все это значительно повышает плотность изделий, приводит к устранению стыков между порциями, к выравниванию плотности по длине изделия.
Приложение усилия прессования осущест0 вляется не по всему поперечному сечению изделия, а но его части. Следовательно, при одинаковом усилии прессования предлагаемое устройство нозво.тяет развить большее давление прессования, чем известное уст5 ройство, где усилие прессования прикладывается ко всему. поперечному сечению изделия.
Известно, что давление прессования связано с ПЛОТНОСТЬЮ изделий однозначной зависимостью: с повышением давления прес0 сования плотность изделий увеличивается. Поэтому ири одинаковом усилии прессования иредлагаемое устройство позволяет получать изделия больн1ей плотности.
Благодаря наличию двух загрузочных бункеров и матриц в работе устройства исключается холостой ход, что повышает производительность устройства.
Величина угла cL наклона наза 2 относительно направления перемещения ползуна 1 ограничена, так как при угле oi arctg f
происходит зак.тинивание прессующего элемента 3 в пазе 11 направляюшей 10, а нри угле с/ч 90°-aretg происходит заклинива1 ие прессующего элемента 3 неносредственно в пазе 2 нолзуна 1.
Таким образо.м, для надежной работы
5 устройства необходимо, чтобы величина угла оС находи.тась в пределах arctg f об 90°-arctg f, что устраняет возможность заклинивания прессующего элемента 3.
Сравнительные экспериментальные данные по известному и предлагаемому устрой0 ствам, полученные нри формовании изделий из nopOHiKa меди ПМС-1, представлены в таблице.
Известное
0,39
7,3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования порошков | 1984 |
|
SU1197774A1 |
| Устройство для экструзии порошка | 1985 |
|
SU1258625A1 |
| Устройство для формования труб из порошковых материалов | 1985 |
|
SU1344515A1 |
| Устройство для прессования порошков | 1985 |
|
SU1258624A2 |
| Пресс-форма для прессования изделий из порошка | 1986 |
|
SU1360898A1 |
| Способ непрерывного прессования порошков и устройство для его осуществления | 1982 |
|
SU1049188A1 |
| Устройство для прессования изделий из порошкообразных материалов | 1977 |
|
SU683919A1 |
| Устройство для непрерывного прессования | 1985 |
|
SU1292915A1 |
| Устройство для непрерывного прессования порошков | 1985 |
|
SU1245415A1 |
| Устройство для циклического прессования порошков | 1986 |
|
SU1419807A1 |
изобретение относится к устройствам для экструдирования изделий из металлических порошков. Цель изобретения - повышение плотности и однородности изделий. Перед рабочим циклом ползун 1 - в крайнем правом положении. Порошок из загрузочного бункера 8 поступает в паз 2 ползуна 1, который начинает смеш.аться УТЯ pro I.-. -и 1 и- --л у/////////// т л V влево, одновременно прессующийся элемент начинает перемещаться по пазу 11 направляющей 10. Порция порошка уплотняется под действием усилия прессования, развиваемого прессующим элементом, и затем выдавливается в полость матрицы. В свободный от порошка паз 2 ползуна 1 поступает новая порция порощка из загрузочного бункера 9. Ползун 1 совершает рабочий ход вправо. Порция порошка уплотняется и выдавливается в полость матрицы. В крайнем правом положении осуществляется загрузка новой порции порощка из загрузочного бункера 8, и цикл повторяется. Повышение плотности и однородности изделий достигается тем. что устройство снабжено ползуном, на ползуне выполнен паз, сооб& щающийся с полостью матрицы и наклоненсл ный к направлению перемещения ползуна под углом arc tg f ctg f, где f - коэффициент трения между ползуном и прессующим элементом, а прессующий элемент размещен в пазе ползуна. 5 ил, 1 табл. W 11 8 I/ г иг.1
Прочность стыка, отнесенная к прочности изделия на участке, не имеющем стыка.
Из представленных в таблице экспериментальных данных видно, что предлагаемое устройство позволяет повысить плотность изделий в 1,3 раза, прочность соединения порций порошка в 2,5 раза, уменьшить неоднородность плотности по длине в 15 раз.
Формула изобретения
Устройство для экструдирования изделий из металлических порошков, содержащее загрузочный бункер, матрицу, прессуюш,ий элемент, отличающееся тем, что, с целью повышения плотности и однородности изделий, оно снабжено ползуном, установленным с возможностью возвратно-поступательного перемещения перпендикулярно оси матрицы, на ползуне выполнен паз, сообщающийся с полостью матрицы и наклоненный к направлению перемещения ползуна под углом arctg f о -ОО-arctg f, где f - коэффициент трения между ползуном и прессующим элементом, а прессующий элемент размещен в пазе ползуна с возможностью перемещения перпендикулярно оси матрицы.
У/////////:
/
Фиг.д
| Кипарисов С | |||
| С., Либенсон Г | |||
| А | |||
| Порошковая металлургия, М.: Металлургия | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU274A1 |
| Патент США Л 4030919, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
