13
полость, образованную пуансоном 2 и перегородкой 8. Затем включается при вод верхнего пуансона, который совместно с упругой перегородкой 8 перемещается в крайнее нижнее положение, осуществляя прессование порошка и одновременно перекрытие боковыми поверхностями пуансона загрузочных отверстий 17. При этом лента (перегородка) 8, прогибаясь, принимает форму рабочей поверхности 6 пуансона 1 (параболическую форму). Затем пуансон 1 с перегородкой 8 возвращают в крайнее верхнее положение, открывая загрузочные отверстия 17, че
1
Изобретение относится к порошковой металлургии, в частности к пресс формам для прессования изделий из металлического порошка.
Целью изобретения является упрощение конструкции пресс-формы.
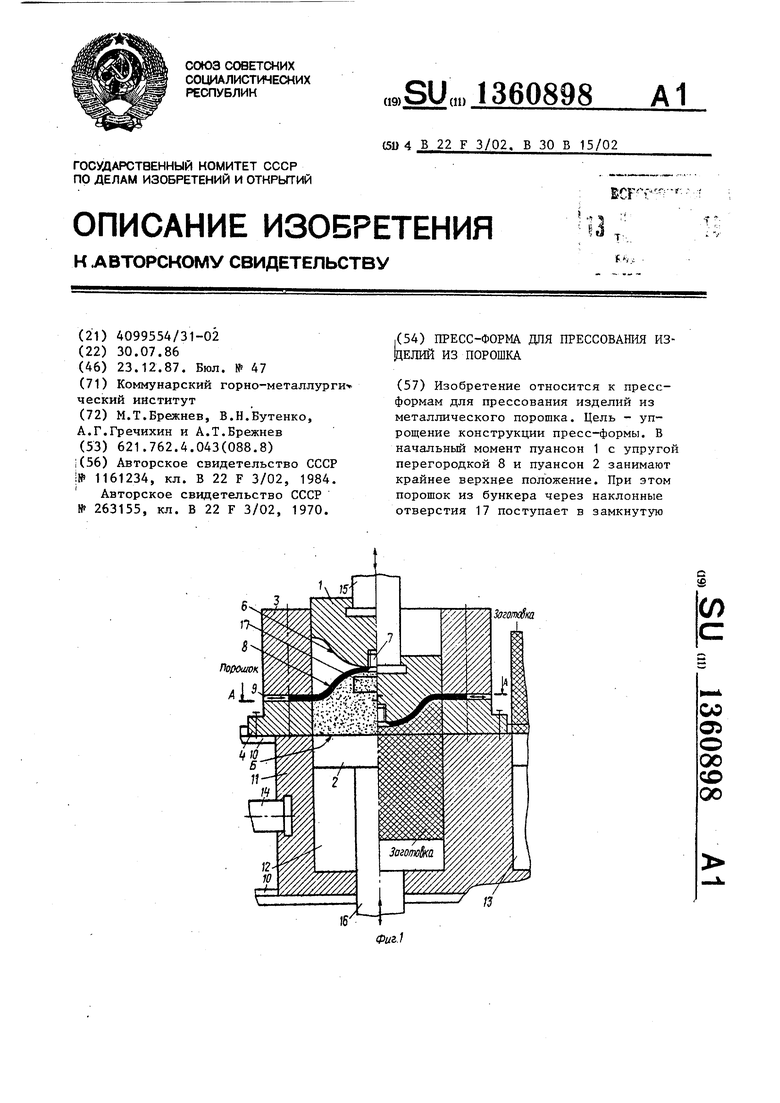
На фиг. 1 схематически изображе- на предлагаемая пресс-форма, общий
вид (с левой стороны показано взаимное положение элементов пресс- формы перед прессованием, а с правой стороны - в конечньй момент прессования)i на фиг. 2 - разрез А-А на фиг. 1.
Пресс-форма содержит верхний 1 и нижний 2 пуансоны, разъемную матрицу, состоящую из верхней 3 и нижней 4 частей, связанных между собой шпильками 5. На рабочей поверхности 6 пуансона 1, выполненной по форме параболы, в центральной ее части с помощью винта 7 жестко закреплена уругая перегородка 8, изготовленная, например из пружинной стали, концы которой установлены в пазах 9, выполненных в стенках разъемной матрицы с возможностью возвратно-поступательного перемещения.
В нижней части пресс-формы в направляющих 10 с возможностью возвратно-поступательного движения установлен блок 11с матрицами 12 и 13, поочередно соприкасающимися с н гоней частью 4 матрицы.
рез которые в полость матрицы поступает новая порция порошка. После этого цикл прессования повторяется, причем после каждого цикла пуансон 2 опускается на заданную величину до заполнения материалом полости блока 11. После этого производят перемещение блока 11 на позицию выталкивания заготовки и подвод матрицы 13 в зону прессования. После выталкивания спрессованной заготовки общий цикл прессования повторяется. Таким образом, применение предлагаемого устройства позволяет упростить конструкцию пресс-формы. 2 ил.
0
5
5
0
Блок 11 и пуансоны 1 и 2 соединены штоками 14-16 соответственно с гьдроцилиндрами (не показаны). Для засьтки порошка в разъемную матрицу предусмотрены наклонные отверстия 17, выполненные в ее стенках.
Пресс-форма работает следующим образом.
В начальный момент пуансон 1 с упругой перегородкой 8 и пуансон 2 занимают крайнее верхнее положение (фиг. 1 левая сторона). При этом порошок из бункера (не показан) через открытые в этот момент наклонные отверстия 17 поступает в замкнутую полость разъемной матрицы, образо-. ванную пуансоном 2 и перегородкой 8.
Затем включается привод верхнего пуансона, который совместно с упругой перегородкой (лентой) 8 перемещается в нижнее крайнее положение, осуществляя прессование порошка и одновременное перекрытие боковыми поверхностями пуансона загрузочных отверстий 17. При этом перегородка 8, прогибаясь, принимает форму рабочей поверхности 6 пуансона 1 (параболическую форму).
Затем пуансон 1 с перегородкой 8 возвращают в крайнее верхнее положе- ние, открывая загрузочные отверстия 17, через которые в полость матрицы поступает новая порция порошка.
После этого цикл повторяется, причем после каждого последующего цикла пуансон 2 опускается на заданную величину хода, определяемого уси лием на пуансоне 2 от гидроцилиндра.
Повторение описанных циклов прессования осуществляется до полного заполнения материалом полости матрицы 12 (блока 11) после чего от гидроцилиндра штоком 14 осуществляется перемещение блока 11 в направляющих 10, при этом происходит срез монолита отпрессованной заготовки в плоскости Б, отвод матрицы 12 с заготовокой в зону выталкивания и одновременный подвод матрицы 13 в зону прессования. Затем отпрессованная заготовка выталкивается пуансоном 2 от гидро1щлиндра.
После этого общий цикл прессования повторяется. Следовательно, выполнение узла для уплотнения порошка в виде упругой ленты, жестко закрепленной в центральной части рабочей поверхности верхнего пуансона, концы которой установлены в пазах, выполненных в стенках матрицы с возможностью возвратно-поступательного пермещения, позволяет уменьшить коли- чество взаимосвязанных друг с другом подвижных элементов, составлянщих уплотняющий узел, а выполнение пресА
10
608984
сующей поверхности пуансона no 5r6pMe параболы приводит к получению заготовок высокого качества за счет приближения формы прессующей поверхности пуансона к кривой распределения плотности по сечению заготовки, что обеспечивает пропрессовку центральной части заготовки.
Таким образом, использование предлагаемой пресс-формы позволяет упростить конструкцию и, следовательно, уменьшить затраты на ее изготовление, в среднем, на 25-30%.
Формула изобретения
. Пресс-форма для прессования изделий из порошка, содержащая матрицу, верхний и нижний пуансоны и перегородку из упругого материала, установленную между пуансонами, отличающаяся тем, что, с целью упрощения конструкции, матрица выполнена с радиальными .пазами в ее стенках, а перегородка установлена в пазах матрицы с возможностью возвратно-поступательного перемещения и жестко соединена с рабочей поверхностью верхнего пуансона в центральной ее части, при этом рабочая поверхность верхнего пуансона вьшолнена параболической.
9ttiZ
Составитель И.Кйянский Редактор Г.Гербер Техред М.Ходанич Корректор М.Шароши
Заказ 6180/16 Тираж 741 Подписное ВНИИПИ Государственного комитета СССР . по делам изобретений и откры вий 113035, Москва, Ж-35, Раушская наб., д.- 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4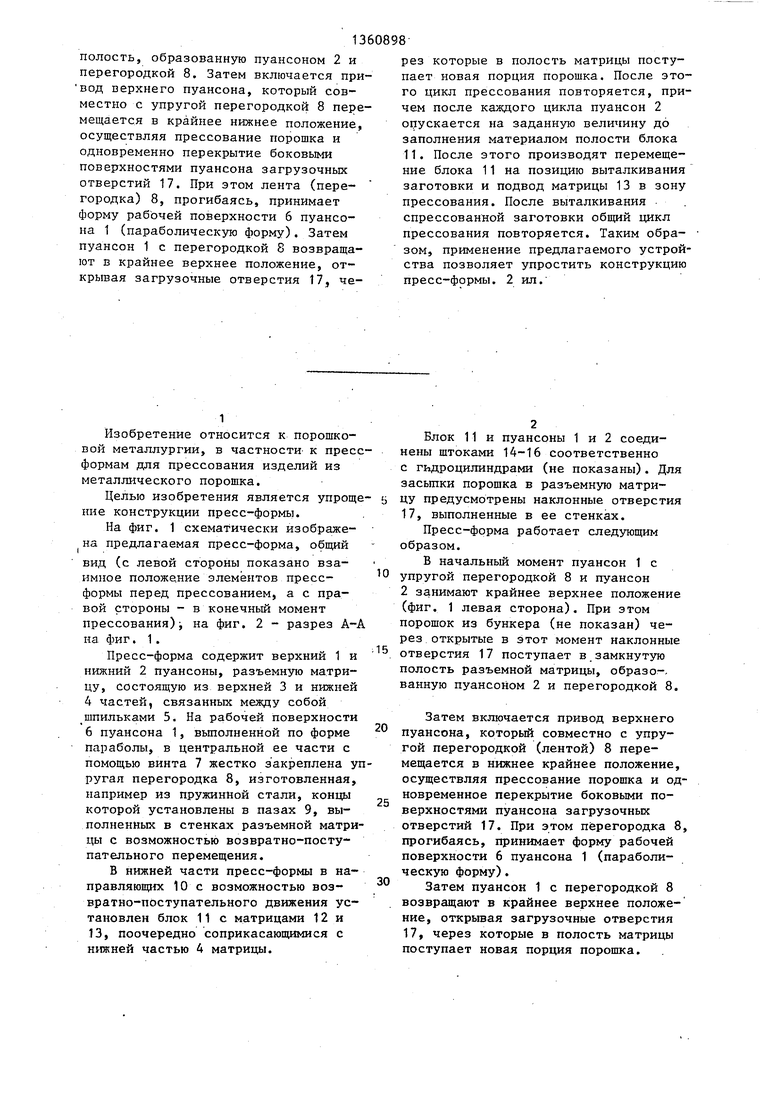
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного прессования металлических порошков | 1983 |
|
SU1129026A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1776489A1 |
| Установка для прессования металлических порошков | 1983 |
|
SU1079357A1 |
| Установка для прессования заготовок из металлических порошков | 1987 |
|
SU1465173A2 |
| Устройство для прессования биметаллических изделий из порошков | 1987 |
|
SU1507538A1 |
| Устройство для прессования порошковых материалов | 1983 |
|
SU1121097A1 |
| Устройство для прессования порошка | 1985 |
|
SU1258617A1 |
| Пресс-форма для прессования изделий из порошка | 1987 |
|
SU1444076A1 |
| Установка для прессования заготовок из металлических порошков | 1986 |
|
SU1360899A1 |
| Устройство для прессования крупногабаритных заготовок | 1983 |
|
SU1161243A1 |
Изобретение относится к пресс- формам для прессования изделий из металлического порошка. Цель - упрощение конструкции пресс-формы. В начальный момент пуансон 1 с упругой перегородкой 8 и пуансон 2 занимают крайнее верхнее положение. При этом порошок из бункера через наклонные отверстия 17 поступает в замкнутую (Л со 05 о с со 00 /3