Изобретение относится к сварочным головкам, предназначенные для сварки электрозакленкамл под флюсом. Известные голозкн такого рода, содержащие изолированный от корнуса oHopuyii наконечюнч, механнзм прерывистой подачи (.чектрода, пневматический или механнчеCKi-LH привод для создания давления па пзделне н муидштук для нодвода тока к изделию, не обеспечивают удобного одновремспного использ;;вания нескольких сварочных головок нри многоэлектродпой сварке.
Для устранения указанного недостатка предлагается подачи электрода снабдить фрикционным шарнковы.м за.хватом, находяии1мся под действием двух , одна из которых, более сильиая, связана с приводом и иеремешает захват с электродом к изделию, а вторая связаиа с корнусом головки и перемещает захват в нсходпое ноложение после соирикосновения э.чектрода с изделием и pacKoiiiTnM захвата.
Для создания фиксироваинсиО зазора между э.:гсЧчтродом п nздeл le неред сваркой и новышепия качества сварки токоподводяпип мундштук закреплен между упорами в корпусе головки с помощью пружинной шайбы, обеспечивающей подъем токонодвода с электродом после раскрытия захвата.
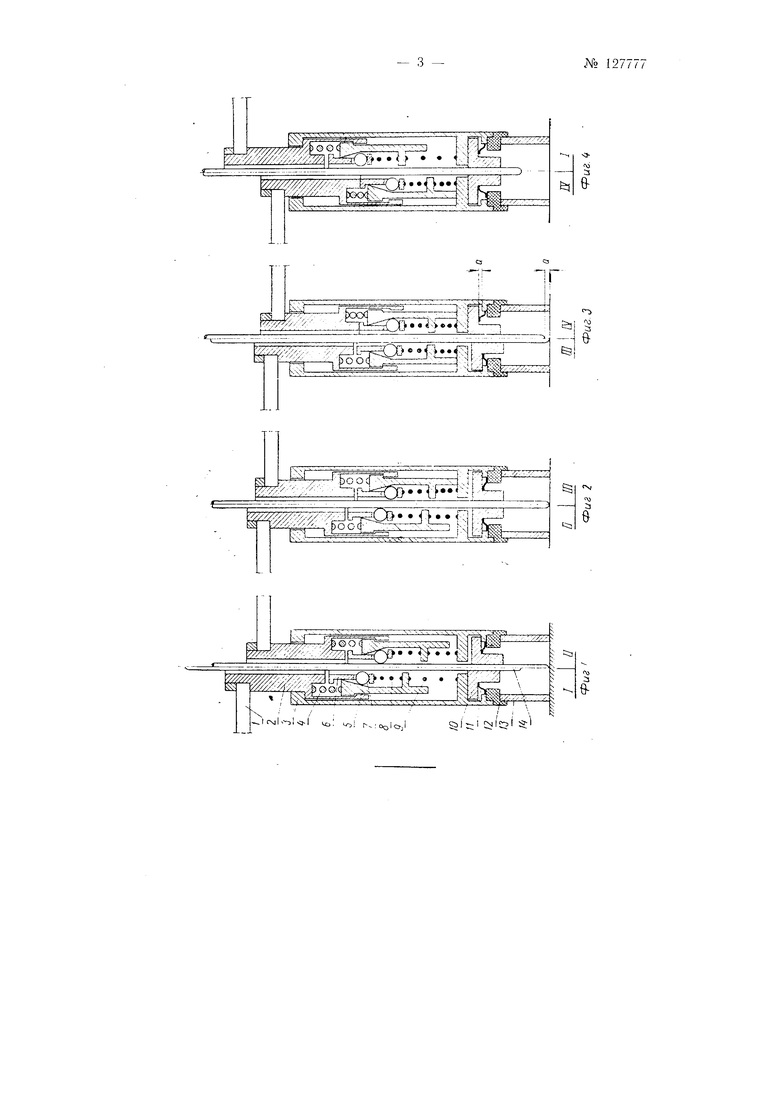
На фиг. 1, 2, 3 и 4 нредставлена схема предлагаемо головкн, поясняющая ее устройство и работу.
Головка (одна или несколько) закрепляется на прижимной траверсе / с помощью гайки на щтоке 2. В корпусе 3 головкн расио.южены мощная пружина 4, корпус .5 трехп1арнкового захвата для электрода, сенаратор 6 и щарики 7. Пружины 8 ii-9 служат для перемеп1ен11я корпуса 5. Токоотводящий мундштук 10 находится иод действием нружшшой щайбы //, лежащей на изоляционном кольие 12, изолирующем пакопечиик 13 от корпуса. Электрод 14 плотно входит в мундштук 10. На нрилагаемой схеме показаны четыре последовательных положения п-лдвиж1Пз1х частей головки в процессе ее работы.
NO 127777- 2 -
При опускании траверсы 1 с головкой вниз наконечник 13 соирисасается с изделием (иоложение /), шток 2 оиускается и через пружину 4 переметает вниз корпус 5 фрикционного 1ларикового захвата. Происходит заклинивание электрода и подача его вниз до упора с изделием (по.юженне //). Мундштук 10 под действием трения с электродом также оиускается и сжимает шайбу //. При дальиейн1см движении вниз корпус захвата 5 упирается и корпус 3 головки (положение ///), а движущийся шток 2 освобождает электрод от захвата, надавливая на сепаратор 6. Под действием шайбы // мундштук с электродом поднимается вверх, образуя зазор между электродом и изде.тием. который необходим для нормального зажигания сварочной дуги (положение /V). В этом положении после подачи флюса зажигается дуга и производится сварка. Дуга горит до естественного обрыва. После иодъема траверсы вверх го.човка принимает исходное положение.
Описанная головка может работать от индивидуального привода, а также посредством движения траверсы, на которой может бгзггь закреплено несколько головок.
Пред м е т и з о б р е т е i-i и я
1.Головка для сварки электрозакленками нод флюсом, содержащая опорный наконечник, изолированный от корпуса, механизм прерывистой подачи электрода, пневматический или мехаиический привод для создиния давления на изделие и мундштук для подвода тока к изделию, от л и ч а ю щ а я с я тем, что, с целью упрощения одновременного использования нескольких головок при многоэлектродной сварке и стабилизации качества сварки, механизм подачи ЭоТектрода содержит фрикционный щариковый захват для перемешения электрода, находяшийся под действием двух пружин, одна из которых, более сильная, связана с приводом и перемещает захват с электродом к изделию, а вторая связана с корпусом головки и перемещает захват в исходное положение после сопри косиовения электрода с изделием и раскрытия захвата.
2.Головка по и. 1, отличающаяся тем, что, с целью создания фиксированного зазора между электродом и изделием перед сваркой и повышения качества сварки, токоподводящий мундштук закреплен между унорами в корпусе головки с номощью пружинной шайбы, обеспечьваюшей подъем токоподвода с электродом после раскрытия захвата.
еfel
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| АВТОМАТИЧЕСКАЯ линия для свАрКи КОЛЁС | 1968 |
|
SU219721A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1945 |
|
SU69961A1 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 1970 |
|
SU271692A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU300986A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Автоматическая сварочная головка | 1949 |
|
SU87359A1 |
Sr
goocf
% :-; -- x/-iJb: S3Q& f} fTj VЕ- -1 w /, : ,-x- K, о о
иц v,,,.,J.J f
1 2lBE;il ::i
