41
Изобретение относится к обработке металлов давлением, в частности к оснастке для холодной штамповк;и и быть использовано при гибке заготовок из листа, круглого сечения и труб.
Цель изобретения - повышение качества гибки путем ликвидации св:ольже- ния отгибаемых полок заготовки по рабочим поверхностям матри1:1;ы и упрощения конструкции штампа.
На фиг. 1 представлен в на-, чальный момент гибки; на фиг. 2 - то же, в конечньй момент гибки.
Штамп содержит размещеинзда в корпусе 1 гибочную матрицу с рабочшда поверхностями 2 на поворотных секциях 3,, имеющих опорную цилиндрическую поверхность 4, и пуансон 5. IIipH этом на зеркале матрицы выполнен паз даш установки заготовки, оси поворота секцнй расположены одна относительно другой на расстоянии менее диаметра опорной цилиндрической поверхности, а рабочие поверхности матрицы размещены на донной части паза,
Расположение осей поворота секций 3 натрии, рассчитывается по формуле
Z
-угде г L d
расстояние от средней линии зазора между пуансоном и матрицей до оси поворота секций;
-расстояние от оси поворота. секций до оси пуансона;
-половина угла рабочей части пуансона;
-зазор между пуансоном и мат рицей, равный толщине заготовки;
-радиус пуансона.
780642
Штамп работает следующим образом. Заготовку п6меп1;ают между, фиксаторами. При взаимодействии: пуансона с заготовкой и заготовки с секциями
5 матрицы последние поворачиваются вокруг точки О и прямолинейный участок заготовки, начиная с точки К, вместе с секциями матрицы поворачивается на уголс. , при этом в радиусной части
Н заготовка отходит от матрицы и скольжение заготовки по рабочим поверхностям отсутствует. Фиксация заготовки имеет место в теч€ .ние всего процесса гибки, что позволяет улучшить качестS3 во поверхности детали и упростить конструкцию штампа и тем самым снизить стоимость его изготовления.
20
Формула изобретения
25
Штамп для гибки V-образных изделий из штучных заготовок,содержащий пуансон и размещенную в корпусе основания гибочную матрицу с рабочими поверхностями на поворотных секциях, имеющих каяодая опорную цилиндрическую поверхность, оси которых симметрично расположены относительно пуансона параллельно его гибочному ребру, о т - 30 л и ч а ю щ и и с я тем, что, с
целью повьшения качества за счет ис- ключения скольжения полок заготовки по рабочим поверхностям матрицы, на зеркале матрицы выполнен паз для установки заготовки, донная часть которого заглублена относительно плоскости расположения осей поворота секций, оси поворота секций расположены одна относительно другой на расстоянии, меньшем диаметра опорной цилинд 35
40
рической поверхности, а рабочие поверхности )У атриц1Л размещены на донной чэ.сти паэа.1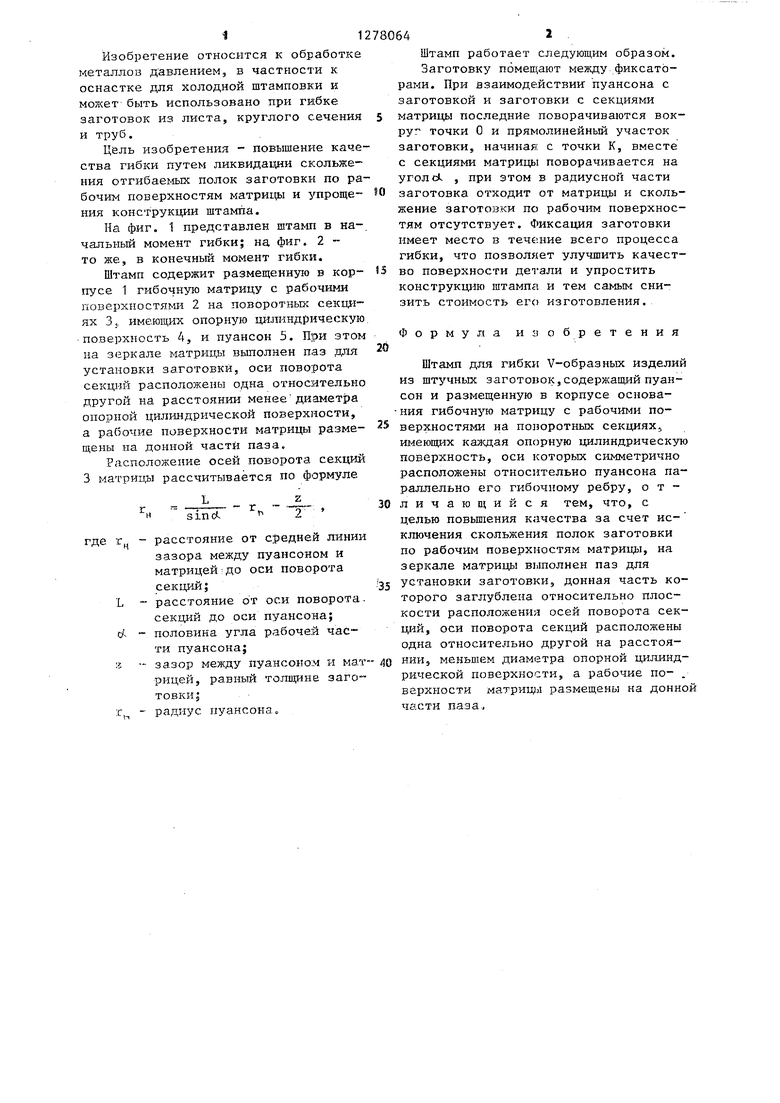
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп для гибки деталей | 1990 |
|
SU1750790A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Штамп для гибки швеллеров | 1985 |
|
SU1324709A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ГОФРАМИ | 2003 |
|
RU2246366C1 |
| Способ гибки заготовок и устройство для его осуществления | 1988 |
|
SU1806031A3 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Гибочный штамп для изготовления изделий с симметрично отогнутыми внутрь полками | 1988 |
|
SU1792770A1 |

Изобретение относится к обработке металлов давлением, в частности к штампам для гибки V-образных изделий, и позволяет повысить качество изделий. Штамп содержит гибочную матриц в виде поворотных секций с опорными цилиндрическими поверхностями. На зеркале матрицы выполнен паз для установки заготовки, донная часть которого заглублена относительно плоскости осей поворота секций. Оси поворота секций расположены одна относительно другой на расстоянии менее диаметра опорной цилиндрической поверхности. Заготовка, установленная в пазу,при гибке не перемещается относительно полуматриц.ч Отсутствие скольжения заготовки исключает ее повреждение и износ матрицы.2 ил. 00 бд 
Редактор А. Козориз
Составитель А. Гузь Техред В. Кадар
Заказ 6789/8Тираж 783 . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А. Обручар
| Налов А.Н | |||
| Технология холодной штамповки | |||
| М., 1963, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
