Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления деталей гибкой.
Целью изобретения является повьше- 5 ние производительности за счет выполнения операций предварительной и окон- -чательной гибки за один ход верхней плиты.
На фиг.1 изображено предлагаемое О устройство, общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1.
их на оправки 10, Одновременно с направляющими 5 происходит движение вниз вхолостую штока 4 с гибочными роликами 11. При движении направляющих 5 вверх до исходного первоначального положения заготовки, удерживаемые направляющими 5 на площадках 9, попадают на оправки 10 с двух сторон, где их устанавливают до упоров 18 в рабочее положение, При последующем включении пресса сначала вступают в работу гибочные ролики 11, производя окончательную гибку заготовок, при этом направляющие 5 перекрывают плоУстройство содержит верхнюю плиту щадки 9, одновременно с этим вступают 1, к которой прикреплен пуансонодер- в работу гибочные пуансоны 3 предва- жатель 2 с устаповленньми в нем гибо- ритедьной гибки. Получаемые после
25
чньми пуансонами 3. В пуансонодержа- теле 2 жестко закреплены шток 4 и направляющие 5. Верхняя плита 1 свя зана с приводом (не показан) возврат- .но-поступательного движения. На ста- 6 закреплена матрица 7 с упорами 8 для заготовок, выполненные с накло-, ном к направляющим 5 площадки 9 для ра змещения заготовок и направления их на оправки 10. Взаимодействующие с оправками 10 соосно расположенные гибочные ролики 11 окончательной гибки закреплены на осях 12, связанных с штоком 4 посредством пальца 13 с возможностью свободного перемещения на пальце 13 и подпружиненных пружинами 14.
К станине 6 прикреплены четыре копира 15, регулируемых относительно опорньк роликов 16, размещенных на осях 12 гибочных роликов винтами 17. На станине б закреплены два регулирупредварительной гибки детали через отверстия в матрице 7 попадают на - площадки 9. После окончания всех гибочных операций гибочные пуансоны 3, гибочные ролики 11, направляющие 5 возвращают в первоначальное исходное положение. Детали с оправок 10 сбрасываются в сторону. Затем процесс гибочных операций для следующих двух деталей повторяется.
Использование предлагаемого устройства. позволяет повысить производительность за счет выполнения на нем операций предварительной и окончате- ;льной гибки за один ход верхней плиты
Формула изобретения 1C Устройство для изготовления деталей гибкой, содержащее станину с установленными на ней копирами и оправками, вертикально-подвижную верхнюю плиту, связанные с ней гибочные емых упора 18 для заготовок предвари- 40 Ролики и опорные ролики, размещенные
на осях гибочных роликов, взаимод ей- ствующие с копирами, отличающееся тем, что, с целью повышения производительности за счет вьшолтельной гибки. Опорные ролики 16 установлены с возможностью взаимодействия с копирами 15.
Устройство работает следующий образом.
Заготовки предварительной гибки .укладывают в пазы матрицы 7 до упоров 8. Сообщают возвратно-поступательное движение гибочным пуансонам 3, штоку 4 и направляющим 5.
Гибочные пуансоны 3 производят предварительную гйбку заготовок, ко- торые затем через отверстие в матрице 7 поступают на наклонные площадки 9. Направляющие 5 в это время движутся вниз, препятствуя выпаданию заготовок с площадок 9, предназначенных для размещения заготовок и направления
их на оправки 10, Одновременно с направляющими 5 происходит движение вниз вхолостую штока 4 с гибочными роликами 11. При движении направляющих 5 вверх до исходного первоначального положения заготовки, удерживаемые направляющими 5 на площадках 9, попадают на оправки 10 с двух сторон, где их устанавливают до упоров 18 в рабочее положение, При последующем включении пресса сначала вступают в работу гибочные ролики 11, производя окончательную гибку заготовок, при этом направляющие 5 перекрывают площадки 9, одновременно с этим вступают в работу гибочные пуансоны 3 предва- ритедьной гибки. Получаемые после
25
предварительной гибки детали через отверстия в матрице 7 попадают на площадки 9. После окончания всех гибочных операций гибочные пуансоны 3, гибочные ролики 11, направляющие 5 возвращают в первоначальное исходное положение. Детали с оправок 10 сбрасываются в сторону. Затем процесс гибочных операций для следующих двух деталей повторяется.
Использование предлагаемого устройi ства. позволяет повысить производительность за счет выполнения на нем операций предварительной и окончате- ;льной гибки за один ход верхней плиты,
Формула изобретения 1C Устройство для изготовления деталей гибкой, содержащее станину с установленными на ней копирами и оправками, вертикально-подвижную верхнюю плиту, связанные с ней гибочные 40 Ролики и опорные ролики, размещенные
лей гибкой, содержащее станину с установленными на ней копирами и оправками, вертикально-подвижную верхнюю плиту, связанные с ней гибочные 40 Ролики и опорные ролики, размещенные
на осях гибочных роликов, взаимод ей- ствующие с копирами, отличающееся тем, что, с целью повышения производительности за счет вьшол45 нения операций предварительной и окончательной гибки заготовок за один ход верхней плиты, оно снабжено .закрепленным на верхней плите штоком, гибочными пуансонами, направляющими,
5Q установленной на стойках станины матрицей с рабочими окнами и отверстиями для прохода направляющих и штока и площадками, закрепленными на стойках станины наклонно к оси устройст55 ва, при этом шток размещен по оси устройства, а оси гибочных роликов подпружинены относительно штока и связаны с ним посредством пальца, жёстко закрепленного на штоке.
/ 2
-r is
n
/5
фиа1
2 J2 ГЗ
7
Wl
m
m
1и
И1279704,
/J-x)
8
Редактор Л.Веселовская
Составитель Л.Самохвалова
Техред Л. Сердюкова Корректор В. Бутяга
Заказ 6994/8Тираж 783Подписное
ВНИРШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4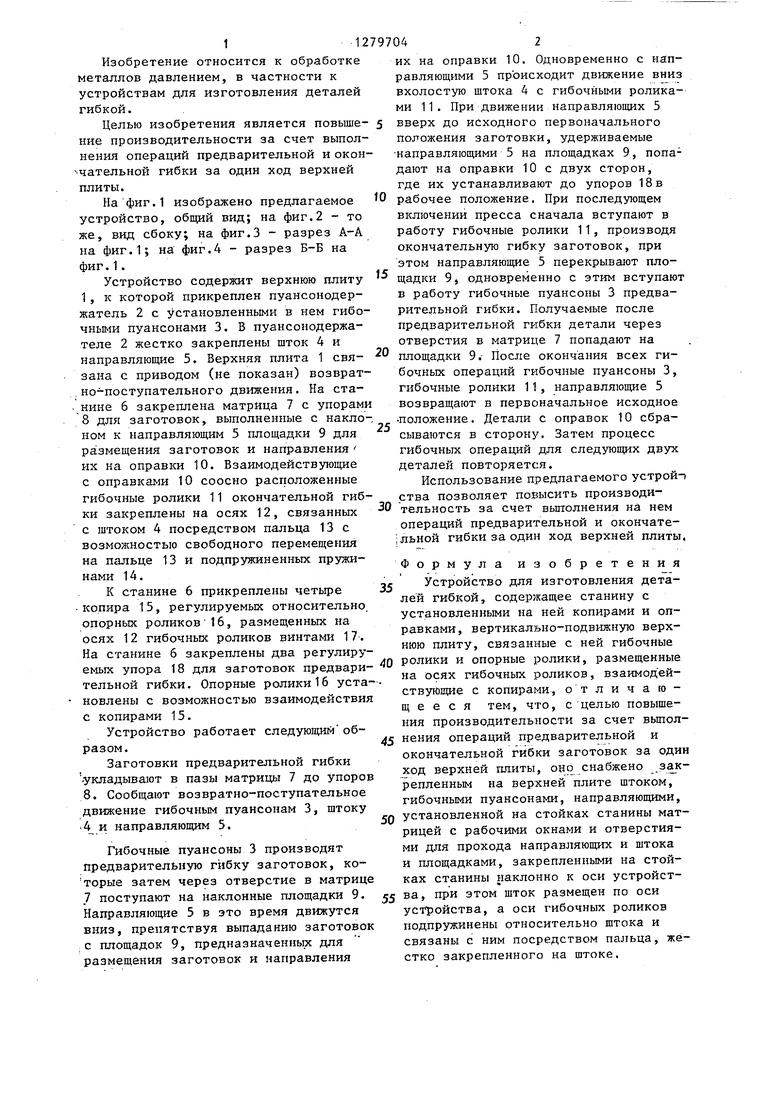
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Гибочное устройство для изготовле-Ния дЕТАлЕй ТипА ХОМуТОВ | 1979 |
|
SU846005A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Автомат для изготовления из проволоки деталей с кольцом | 1990 |
|
SU1798030A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |


Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления деталей гибкой. Целью изобретения является повышение производительности за счет выполнения операций предварительной и окончательной гибки за один ход верхней плиты. Устройство для гибки деталей содержит станину с .копирами, оправками и матрицей с отверстиями. На верхней подвижной плите установлены тяга с гибочными роликами, направ- ляющие и гибочные пуансоны. Тяга проходит через центральное отверстие матрицы, а направляющие - через периферийные отверстия матрицы. Гибочные ролики закреплены на тяге посредством пальца, жестко закрепленного на тяге. При движении ;пресса сначала вступают в работу гибочные ролики. Направляющие перекрывают площадки,- одновременно с перекрытием вступают в работу гибочные пуансоны предварительной гибки. 4 ил. с iS СО
| Устройство для изготовления деталей гибкой | 1979 |
|
SU880558A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
