Изобретение относится к обработке металлов давлением, в частности к оборудованию для гибки изделий, например труб, и может быть использовано в различных отраслях промьпплен- ности.
Цель изобретения - повьшение производительности станка и уменьшение энергоемкости.
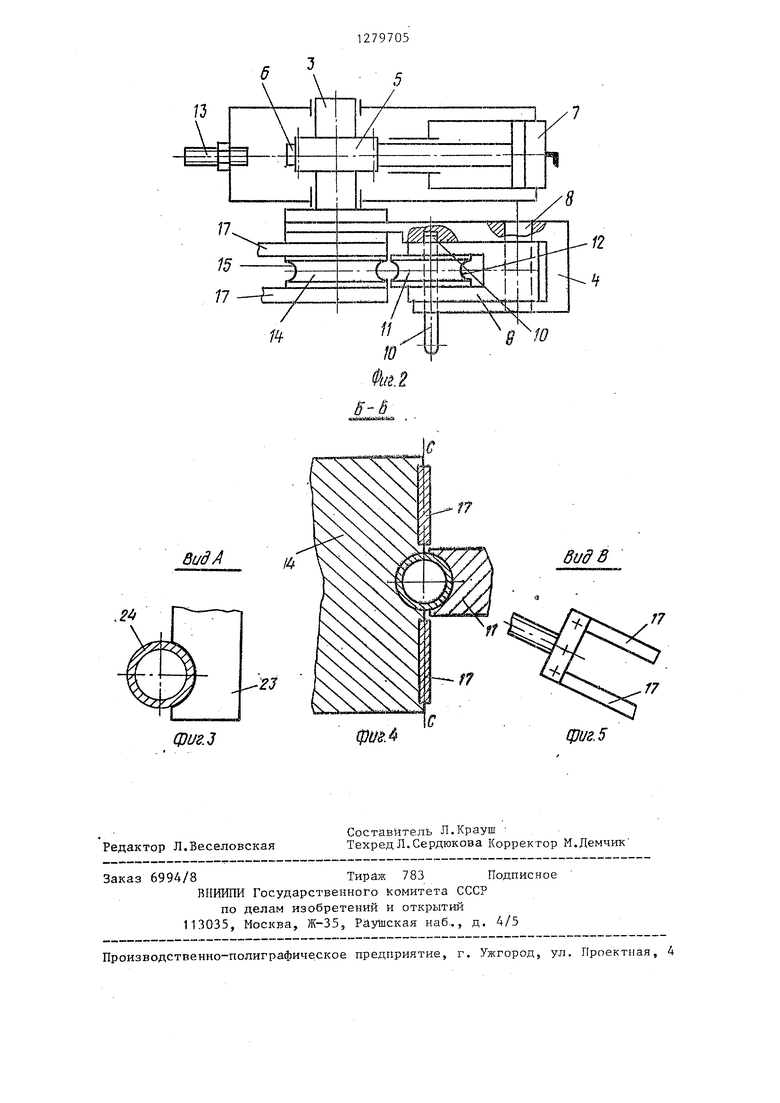
На фиг.1 изображен станок, общий вид, на фиг.2 - то же, вид в плане, на фиг.З - вид А на фиг.1, на фиг.4- разрез Б-Б на фиг.1, на фиг.З - вид В на фиг.1.
Станок содержит станину 1 с опорами 2 и вал 3, соединенный с корпусом 4 гибочной головки. На валу 3 зафиксирована шестерня 5, сцепленная с зубчатой рейкой 6, скрепленной с штоком пневмоцилиндра 7 двустороннего действия. В корпусе 4 гибочной головки на оси 8 размещена проушина 9,
С включением пневмодвигателя, т. пневмоцилиндра 7, его шток с зубчат рейкой 6 сдвигается влево. Рейка 6 поворачивает шестерню 5 вместе с валом 3 и корпусом 4 гибочной головки Гибочный ролик 11 обкатывается по заготовке трубы 24 вокруг опорного ролика 14 и гнет на нем заготовку. Гибка продоллшетс я до тех пор, пока рейка 6 своим торцом -не упрется в торец винта-ограничителя 13 (отогну тый на требуемый угол конец трубы 2 на фиг.1 показан пунктиром). В процессе гибки отгибаемый конец загото ки трубы 24 увлекает за собой торцо- вьш упор 16, который благодаря своим гибким лентам 17, размещенным и свя
30
контактирующая с корпусом 4 посредством оси-рукоятки 10. На оси-рукоят- - с роликами 14 и 11 и со ста- ке 10 установлен гибочньп обкатной ниной 1, удерживает упомянутый коне ролик 11 с желобообразной рабочей поверхностью 12. Станок имеет регулиру- емьш винт-ограничитель 13 для поворо-. та корпуса 4 гибочной головки на необходимый угол. На конце вала 3 сво бодно установлен опорный ролик 14 с кольцевой желобообразной рабочей поверхностью 15. Для наладки станк-а на определенную длину отгибаемого конца изделия и фиксации его в осевом на правлении предусмотрен торцовьй упор
16 с двумя гибкими равноотстоящими- друг от друга лентами 17 из пружинной стали. Ленты соединены с винтом 18,
.регулируемым с помощью гайки 19 на кронштейне 20, укрепленном на станиконец
заготовки трубы. Упор 16 в пределах задаваемой им траектории движения препятствует осевому смещению заготовки трубы в направлении гиба под действием гнущего и обкатывающего е гибочного ролрша 11. При этом пружи 21 растягивается.
Реверсированием хода пневмоцилин
. дра 7 через рейку 6, шестерню 5 и ва
35 4 гибочной головки вместе с проушиной 9 и гибочным роликом 11 возвра- щают в исходное положение. При этом гибочный ролик 11 возвращает отогну тьш конец трубы 24 вниз, несгибаемый
40 jконец трубы отходит от бокового упо ра 23 (на фиг.1 показано пунктиром) а торцовый упор 1 б под действием от тяжной-пружины 21 занимает исходное положение.
не 1, Торцовый упор 16 соединен с возвратной пружиной 21, которая сцеп- лена также с кронштейном 22, укрепленным па станине 21. На станине 1 укреплен также боковЪй упор 23 для несгибаемого конца изделия, например трубы 24.
Станок работает следующим образом.
Перед загрузкой заготовки проущи- ну 9 с гибочным роликом 11 выводят из корпуса 4, предварительно вьщвинув ось-рукоятку 10 из отверстия корпуса.
45 Затем осью-рукояткой 10 проушину 9 с гибочным роликом 11 вновь вывод т из корпуса 4 гибочной головки, согнутую трубу 24 снимают. Станок подготовлен для гибки очередной заготовки.
50Ввиду того, что при гибке на предлагаемом станке не требуется зажима и последующего разжима изгибаемого изделия для его осевой фиксации, об- Заготовку трубы 24 располагают ци- 55 легчается управление станком, повы- лшщрической поверхностью на желобо- шается его производительность, а так- образной рабочей поверхности 15 опор- же уменьшается количество энергии, ного ролика 14 и на боковом упоре 23, потребляемой станком на единицу про- а отгибаемый конец заготовки в фик- дукции.
5
0
сирующем торцовом упоре 16 и его направляющей. За ось-рукоятку 10 возвращают проушину 9 в корпус 4 гибочной головки и фиксируют положение проушины осью-рукояткой вводом ее конца в отверстие корпуса.
С включением пневмодвигателя, т.е; пневмоцилиндра 7, его шток с зубчатой рейкой 6 сдвигается влево. Рейка 6 поворачивает шестерню 5 вместе с валом 3 и корпусом 4 гибочной головки. Гибочный ролик 11 обкатывается по заготовке трубы 24 вокруг опорного ролика 14 и гнет на нем заготовку. Гибка продоллшетс я до тех пор, пока рейка 6 своим торцом -не упрется в торец винта-ограничителя 13 (отогнутый на требуемый угол конец трубы 24 на фиг.1 показан пунктиром). В процессе гибки отгибаемый конец заготов- ки трубы 24 увлекает за собой торцо- вьш упор 16, который благодаря своим гибким лентам 17, размещенным и свя с роликами 14 и 11 и со ста- ниной 1, удерживает упомянутый коне
30
- с роликами 14 и 11 и со ста- ниной 1, удерживает упомянутый коне
конец
заготовки трубы. Упор 16 в пределах задаваемой им траектории движения препятствует осевому смещению заготовки трубы в направлении гиба под действием гнущего и обкатывающего ее гибочного ролрша 11. При этом пружина 21 растягивается.
Реверсированием хода пневмоцилин. дра 7 через рейку 6, шестерню 5 и вал
35 4 гибочной головки вместе с проушиной 9 и гибочным роликом 11 возвра- щают в исходное положение. При этом гибочный ролик 11 возвращает отогну- тьш конец трубы 24 вниз, несгибаемый
40 jконец трубы отходит от бокового упора 23 (на фиг.1 показано пунктиром), а торцовый упор 1 б под действием оттяжной-пружины 21 занимает исходное положение.
45 Затем осью-рукояткой 10 проушину 9 с гибочным роликом 11 вновь вывод т из корпуса 4 гибочной головки, согнутую трубу 24 снимают. Станок подготовлен для гибки очередной заготовки.
50Формула изобретения
Станок для гибки изделий из профильного металла, содержащий размещенные на станине опорный и гибочный ролики, каждый с кольцевым ручьем для размещения -профиля, силовой цилиндр, связанный с гибочным роликом, боковой упор для изделия и средство его осевой фиксации, отличающий- с я тем, что, с целью повышения производительности и уменьшения энергоемкости, средство осевой фиксации изделия выполнено в виде торцового упора с направляющим пазом, подпружиненного к станине, двух упругих лент, расположенных симметрично относительно плоскости, проходящей через середину кольцевых ручьев рабочих роликов, и натяжного устройства, при этом концы ленты связаны жестко с одной стороны с торцовым упором, а с другой - с натяжным устройством.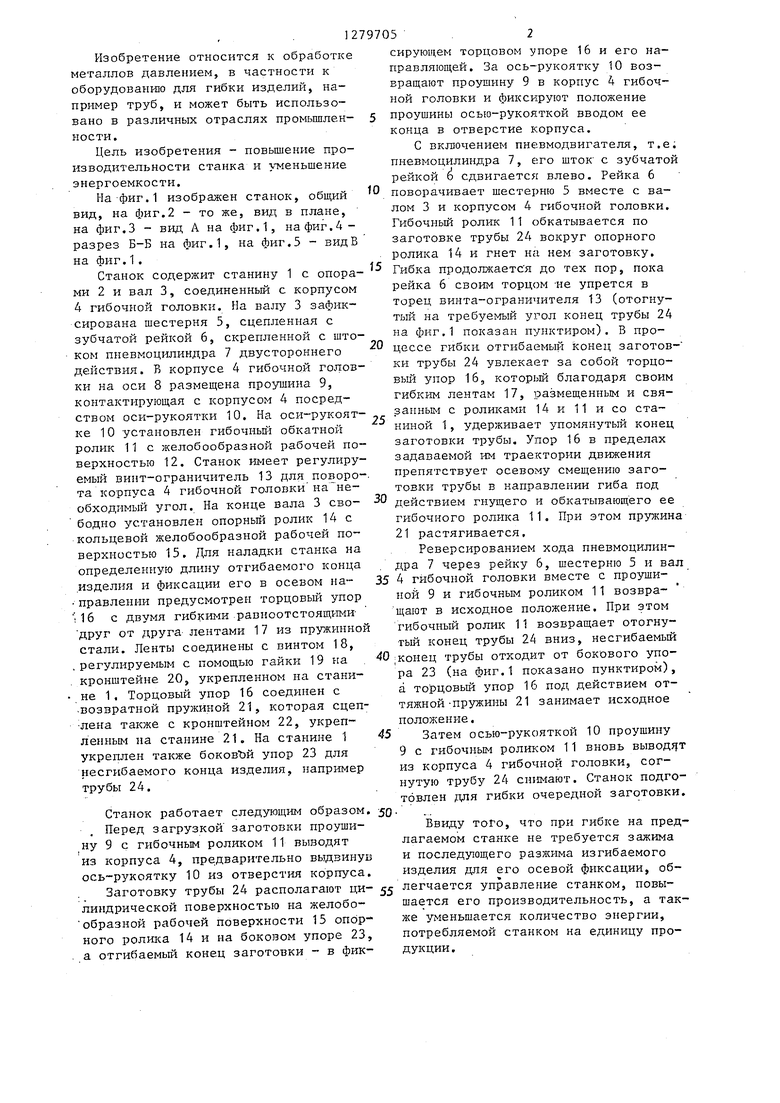
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки изделий | 1990 |
|
SU1706744A2 |
| Трубогибочный станок | 1981 |
|
SU988410A1 |
| Трубогибочный станок | 1977 |
|
SU670357A1 |
| Станок для гибки изделий | 1988 |
|
SU1538950A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU946724A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки. Целью изобретения является повышение производительности и уменьшение энергоемкости. Станок содержит гибочньш узел с опорным роликом и средство фиксации изделия в процессе гибки. Последнее выполнено в виде лент из пружинной стали, свободно пропущенных между опорным и гибочным роликами по разные сто- роны из рабочих поверхностей. Обе ленты соединеаг с регулируемым винтом натяжного устройства..С другой стороны ленты связаны с торцовым упором, имеющ1-1м направляющие для отгибаемого изделия. Отгибаемый конец изделия увлекает за собой торцовый упор, который за ленты удерживает упомяну- тьпЧ конец и препятствует осевому смещению изделия в направлении гиба. 5 ил. О) СО 
9L). А W W 2 ,2 11 Ю
I - I // /
/
А ,2 11 Ю
I - I // /
/
.2
фие.З
фиг. 5
Редактор Л.Веселовская
Составитель Л.Крауш :
Техред Л. Сердюкова Корректор М.Демчик
Заказ 6994/8Тираж 783 Подписное
ВПИИПИ Государственного Комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб-., д. 4/5
.......„..и..----«- --------- - - - -- -
Производственно-полиграфическое предприятие, г. Ужгород, ул. Г роектиая, 4
| Трубогибочный станок | 1977 |
|
SU670357A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
