ретения является повьниение точности прокатки и надежности работы стана. Опора вращения нижнего центрального шпинделя размещена в корпусе центральной рамки 10. Механизм перемещения верхнего центрального щпинделя выполнен в виде двух гидро- цилинп,ров (г) 18, установх енных на корпусе центральной рамки соосно с верхним центральным шпинделем (ВЩЧ) 13 и траверсой 19. Размещение- мехаг низма вращения ВЦШ на траверсе,
1
Изобретение относится к обработке металлов давлением, в частности к производству зубчатых профилей поперечной прокаткой в горячем состояний.
Цель изобретения - повышение точности прокатки и повышение надежности работы стана.
На фиг, I показан стан, продоль- ньй разрез; на фиг, 2 - то же, поперечный разрез.
Стан для прокатки зубчатых профилей содержит станину 1 с передней 2 и задней 3 направляющими, на которых установлены подвижный суппорт 4 и передняя бабка 5 с приводными формообразующими валками 6 и 7 с вертикальными осями 8 и 9 вращения. Между подвижным суппортом 4 и передней бабкой 5 установлена на обеих направляющих станины центральная рамка 10 с узлом 11 базирования заготовки, имеющим нижний центральный шпиндель 12 и верхний центральный шпиндель I3 с опорами I4 и 15 их вращения, при этом опора 14 вращения нижнего центрального шпинделя 12 размещена в- корпусе 16 центральной рамки 10. На корпусе центральной рамки размещен механизм 17 перемещения верхнего центрального шпинделя 13, выполненный в виде двух гидроцилиндров 18, установленных соосно с верхним центральным шпинделем. Траверса 19 связывает упомянутые гидроцилиндры 18 с верхним центральным шпинделем 13. На траверсе 19 размещен механизм 20 вращения верх79723
связывающей два Г и ВЦ11|, позволило ликвидировать относительное перемещение под нагрузкой ВЩЧ относительно механизма привода его вращения. Установка трансформатора 24 с индукторами 25 на дополнительных направляющих, установленных на задней стенке станины, позволило нагрузить центральную рамку от опрокидывания и сохранить стабильное положение оси заготовки относительно осей формообразующих валков, 2 ил.
него центрального шпинделя 13, На задней стенке 21 станины 1 установлены дополнительные направляющие 22 и 23, на которых размещена -установка трансформатора 24 с индуктором 25. На установке трансформатора размещен винт 26 регулировки верхнего положения трансформатора с индуктором. Гидроцилиндр 27 служит для перемещения трансформатора вдоль оси центральных пяхинделей. Установка трансформатора размещена на кронштейне, который через механизм 28 перемещения кронштейна связан с
центральной рамкой 10 с возможностью регулируемого перемещения, например, с помощью винтов 29.
В неподвижной задней бабке 30 установлен гидроцилиндр 31 перемещения подвижного суппорта 4. В нижний центральный пптиндель 12 установлена нижняя Iоправка 32, на которую устанавливают заготовку 33, В верхний центральный шпиндель 13 установ лена верхняя оправка 34.
Ст.ан работает следующим образом.
Заготовку 33 устанавливают на нижнюю оправку 32. Двумя гидроци- линдрами 18 перемещают верхний центральный шпиндель i 3 с верхней оправкой 34 вниз и зажимают заготовку 33.
Включают вращение приводных формообразующих валков 6 и 7. Вращение
от вертикальной оси 9 через карданный щарнир передается на механизмы 20 вращения верхнего центрального шпинделя и на заготовку 33,
Гидроцилиндром 27 установка транформатора 24 с индуктором 25 перемещается вверх в зону заготовки 33. После нагрева заготовки 33 до температуры прокатки установка трансформатора с индуктором гидроцилиндром 27 опускается вниз и устанавливает индуктор 25 вне зоны формообразующих валков. Гидроцилиндром 31 подвижный суппорт 4 с формообразу- кмцим валком 6 и центральной рамкой 10 перемещается по направляющим станины 1. Формообразующие валки 6 и 7, вращаясь и перемещаясь, прокатывают на нагретой поверхности заготовки зубчатьй профиль. После окончания процесса прокатки формообразующие валки разводят,-двумя гидроцилиндрами 18 поднимают верхний центральный шпивдель 13 с верхней оправкой 34, освобождая заготовку 33. Прокатанную заготовку с зубьями выгружают из стана.
Формула изобретени
Стан для прокатки зубчатых профилей, содержащий установленные на передней и задней направляющих станины подвижный суппорт и переднюю бабку с приводньми формообразующими валками с вертикальньми осями вращения, установленную подвижно- на обеих напрабляющих станины между подвижным суппортом и передней бабкой центральную рамку, нижний и верхний центральные шпиндели с опорами вращения, механизм перемещения верхнего шпинделя и механизм его враще- ния, трансформатор, индуктор для нагрева заготовки, установленный со стороны задней направляющей станины, и неподвижную заднюю бабку, от- личающийся тем, что, с це0 лью повьш1ения точности прокатки и повьппения надежности работы стана, опора вращения нижнего центрального шпинделя размещена в корпусе центральной рамки, а механизм перемеще5 ния верхнего центрального шпиндели выполнен в виде двух гидроцилиндров, установленных на корпусе центральной рамки параллельно верхнему центральному шпинделю, и траверсы для
0 связи упомянутых гвдроцилиндров с верхним центральным шпинделем, при этом механизм вращения верхнего центрального шпинделя установлен на упомянутой траверсе, а стан снабжен
5 расположенным на корпусе центральной рамки механизмом перемещения кронштейна в плоскости, параллельной оси центрального шпинделя, и допол- нительньми направляющими, установ0 ленными на задней стенке станины, причем трансформатор размещен на упомянутых дополнительных направляющих и связан с центральной рамкой с возможностью регулируемого перемещения ,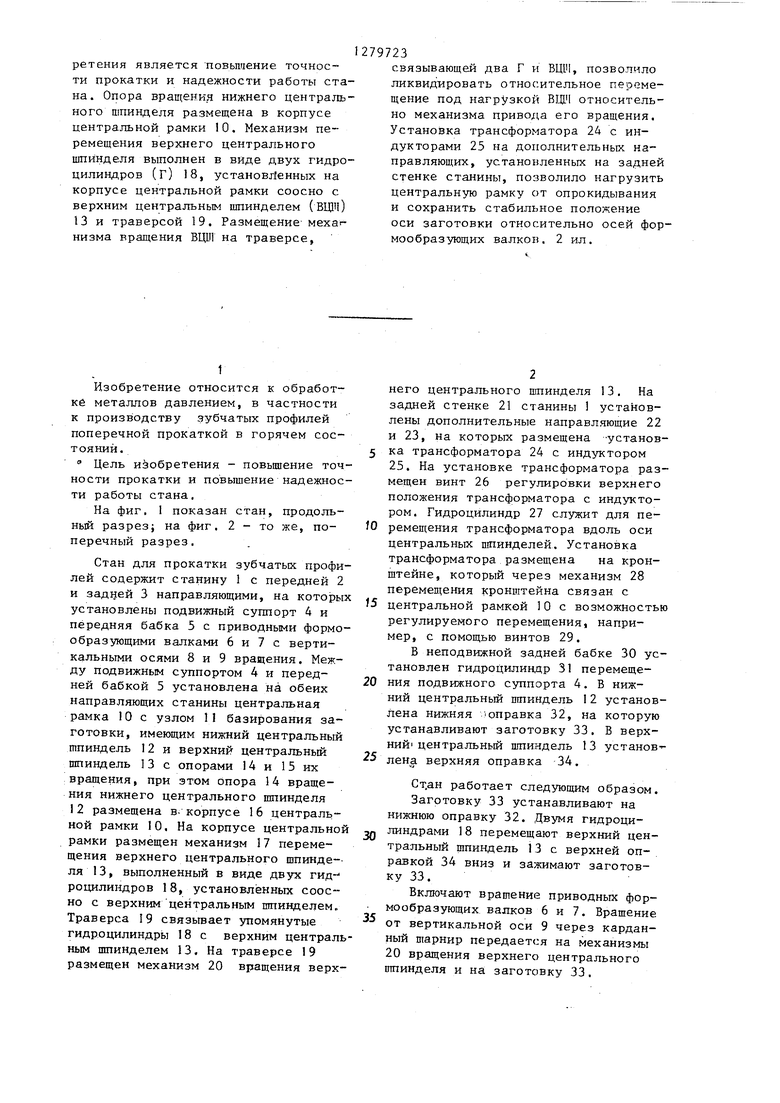
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Стан для прокатки зубчатых профилей | 1977 |
|
SU910296A1 |
| Стенд для прокатки цилиндрических зубчатых колес | 1985 |
|
SU1260091A1 |
| Стан для поперечной прокатки тел вращения | 1987 |
|
SU1532168A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1979 |
|
SU825256A1 |
| Стан для прокатки зубчатых профилей | 1987 |
|
SU1468634A1 |
| Полуавтомат для холодной прокатки заготовок в торец | 1979 |
|
SU884809A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
Изобретение относится к об- ласти обработки металлов давлением, в частности к области производства зубчатых профилей поперечной.прокаткой в горячем состоянии. Целью изоб20 /5 JUl, /7 /5 (Л 16
| Целиков А.И | |||
| Специальные прокатные станы | |||
| М.: Металлургия, 1971, с | |||
| Паровоз с приспособлением для автоматического регулирования подвода и распределения топлива в его топке | 1919 |
|
SU272A1 |
