127975
нием относительно формируемой поверхности, достигается путем установления сил нормального давления тел качения равными силам т сопротивления качению и осуществления пластической деформации в присутствии металло- плакирующей среды, при этом линей1
Изобретение относится к обработке материалов резанием и может быть использовано в устройствах, поддерживающих режущую способность инструмента в процессе его работы,
Цель изобретения - повьш1ение стойкости инструмента путем равномерного распределения давления.тел качения на формируемую поверхность, лезвия и создания на ней-саморегулируемой и стабильной по толщине сервовитной пленки.
На чертеже представлена схема устройства, .реализующего предлагаемый способ.
Устройство содержит корпус 1, вьтолненный в виде ступенчатой втулки с резьбовыми хвостовиками, и симметрично установленные на нем два формообразующих блока, каждьш из которых
состоит из шайбы 2, опирающейся на упорный подшипник 3, нагруженньй упругим элементом 4 с изменяемым усилием, посредством регулировочной гайки 5. Между взаимно обращенными поверхностями шайб 2 установлены сгруппированные попарно и ориентированные в осевом направлении тела 6 качения,.. предназначенные для взаимодействия с формируемой поверхностью лезвия режущего инструмента 7. Ограничение углового перемещения щаров обеспечивается обоймой 8.
Внутренняя полость 9 корпуса 1 посредством трубопровода 10 соединена с предназначенной для подачи метал- лоплакирующей среды емкостью 11, снабженной поршнем 12, нагруженным через рьмаг 13 грузом 14. Для подвода металлорежущей среды к телам 6 качения в корпусе 1 выполнены радиальные каналы 15, связанные с полостью 9.
1
ную скорость проскаль зывания тел качения устанавливают больше линейной скорости, при которой происходит образование сервовитной пленки, но меньше линейной скорости, при которой возникает деструкция металлопла- кирующей среды. 1 ил.
Устройство предназначено для установки на станине станка для обработки материалов резанием посредством режущего инструмента.
Предлагаемьм способ осуществляется следующим образом,
Между телами 6 качения размещают лезвие режущего инструмента 7 и вращением регулировочных гаек 5 устанавливают силы нормального давления тел качения равньми силам их сопротивления качению. Затем по радиальным каналам 15 подают в зону сопряжения
, поверхностей металлоплакирующую среду и осуществляют рабочее перемещение режущего инструмента со скоростью,, при которой линейная скорость прос- кальзывания тел качения относительна
Q инструмента, зависящая от материала сопрягаемых поверхностей, их физического состояния и состава металлопла- кирующей среды,устанавливается боль- гае линейной скорости, при которой
5 начинается образование сервовитной пленки на формируемой поверхности режущего инструмента, но меньше линейной скорости, при которой возникает деструкция металлоплакирующей среды.
При.подаче металлоплакирующей среды на поверхности лезвия инструмента образуется сервовитная пленка., обеспечивающая равномерное распределение усилия давления на формируемую .по5 верхность со стороны тел качения при осуществлении деформационного процесса формообразования лезвия. При разрушении сервовитной пленки в процессе работы инструмента она быстро восста0 навливается. При этом при установлении сил нормального давления и ско- ,рости проскальзывания тел качения по указанным соотношениям толщина . сервовитной пленки на поверхности лез45 ВИЯ инструмента стабилизируется и остается в процессе его работы постоянной.
Пример осуществления способа.
В процессе обработки материала режущий инструмент, представляющий со- бой ленточный нож, изготовленный из холоднокатаной стали с последующей термообработкой до HRC 45-50, сечением 70x0,8 мм, длиной 6б10±10ммпри: скорости его движения 13 м/с, подвергают периодической подзаточке (1 заточка за 40 мин работы ножа) шлифовальными кругами диаметром 200 мм, шириной 20 мм из корунда на керамической связке зернистостью 16, твер- достью СМ 1 при частоте их вращения 43,3 с . После шлифования поверхности лезвие ножа в процессе работы подвергают пластическому деформированию двумя симметрично расположен- ными относительно режущей кромки телами качения диаметром- 6 мм с силовым замыканием 120 Н. При этом усилием 0,8 Н обеспечивается подача лезвия в направлении, перпендикулярном усилию, развиваемому шариками. Регулированием усилия нормального давления обеспечивается проскальзывание шариков по поверхности лезвия со скоростью 2 м/с. Одновременно в зону контакта тел качения и лезвия подают металлоплакирующую присадку, содержащую 50 вес.% олеиновой кислоты и 50 вес.% олеата одновалентной меди, при этом в количестве вещества, транспортирующего присадку,применяют масло с содержанием указанной присадки 0,5-0,7 вес.%.Расход металлоплакирую- щей среды, содержащей присадку и масло, установлен равным 50.мл/ч, Скорость движения ленточного лезвийного инструмента 4 м/с.
Составитель А. Шубин Редактор М.Петрова Техред Л.СердюковаКорректор Е,Сирохман
Заказ 7000/11 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и откр ытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5 5 0
0
5
0
По результатам испытаний установлено значительное (в 2,6 раза) повышение стойкости лезвия режущего инструмента в сравнении с традиционными методами.
Предлагаемый способ обеспечивает повьшение стойкости режущего инструмента и длительность поддержания его работоспособности.
Формула изобретения
Способ поддержания режущей способности движущегося лезвийного инструмента, согласно KOTOpoMjr в процессе работы инструмента поверхность лезвия формируют пластическим деформированием, осуществляемым расположенными по обе стороны от лезвия телами качения, имеющими возможность качения с -проскальзыванием относительно указанной поверхности, отличающийся тем, что, с целью повышения стойкости инструмента путем равномерного распределения давления тел качения на формируемую повео ность и создания на ней саморегулируемой и стабильной по толщине сер- вовитной-пленки, силы нормального давления тел качения устанавливают равными силам их сопротивления качения, а пластическую деформацию осуществляют в присутствии металлоплаки- рующей среды, причем линейную, скорость проскальзывания тел качения устанавливают большей линейной скорости, при которой происходит образование сервовитной пленки, но меньшей линейной скорости, при которой возникает деструкция металлоплаки- рующей среды.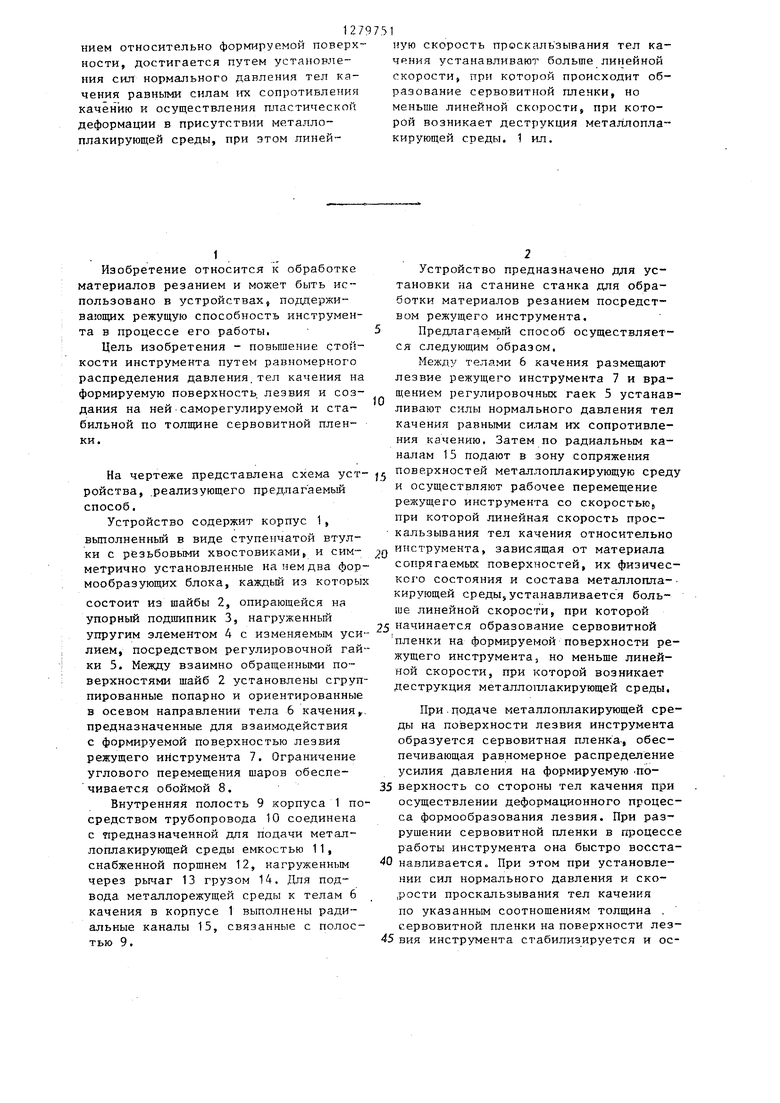
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлоплакирующая смазочная композиция | 1985 |
|
SU1253990A1 |
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| Металлоплакирующая смазка | 1990 |
|
SU1696466A1 |
| СПОСОБ ИСПЫТАНИЯ СМАЗОЧНЫХ МАТЕРИАЛОВ НА ТЕМПЕРАТУРНУЮ СТОЙКОСТЬ | 2008 |
|
RU2378637C1 |
| Способ смазки пар трения металлоплакирующими смазками | 1980 |
|
SU1000663A1 |
| Способ холодного пластического деформирования металлов | 2017 |
|
RU2647057C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ С РЕГУЛЯРНЫМ МИКРОРЕЛЬЕФОМ | 2011 |
|
RU2475653C1 |
| МЕТАЛЛОПЛАКИРУЮЩАЯ МНОГОФУНКЦИОНАЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ МОТОРНЫХ, ТРАНСМИССИОННЫХ И ИНДУСТРИАЛЬНЫХ МАСЕЛ | 2009 |
|
RU2398010C1 |
| УСТРОЙСТВО ЭКСПЕРИМЕНТАЛЬНОЙ ОЦЕНКИ ТЕМПЕРАТУРНОЙ СТОЙКОСТИ ЖИДКИХ И ПЛАСТИЧНЫХ СМАЗОЧНЫХ МАТЕРИАЛОВ ПРИ ТРЕНИИ И СПОСОБ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2011 |
|
RU2492475C1 |
| АНТИФРИКЦИОННАЯ ПРИСАДКА К СМАЗОЧНЫМ МАТЕРИАЛАМ | 2015 |
|
RU2602602C1 |
Изобретение относится к области обработки материалов резанием посредством движущегося лезвийного инструмента. Цель изобретения - повьшение стойкости движущегося лезвийного инструмента 7 в процессе его работы, снабженного устройством формирования режущего лезвия путем его пластического деформирования посредством воздействия тел качения 6, установленных по обе стороны указанного лезвия с возможностью качения с проскяпьзыва 3 (Л Ю sj CD СП W
| Резец с вращающимся чашечнымРЕжущиМ элЕМЕНТОМ | 1979 |
|
SU837569A1 |
| Способ обработки резанием | 1980 |
|
SU944793A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для непрерывной обработки ленточного режущего инструмента | 1980 |
|
SU1006010A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
