Недостатком извест 1ых механизмов периодической Bji/iKuisoii И1)дач) к прессам, применяемых большей частью для вырубки деталей ия лечты, является невозможиость автоматического управлеиия вк.чючением муфты иресса, а также и автоматического контроля вырубки дет;, во время подач лепты.
Описываемый механизм иериодической валковой иодачи ;с прессам с пневматическим подъемом верхиег(} валка позволяет устранить указаипые недостатки примепением шунов-датчнков, оиределяюнгих по по.южению предыдущей вырубки момент включеипя и вык.чючения муфты пресса, и примеиеР1ием ав1оиомиых механизмов иривода нодачи н удаления отхода (высечки).
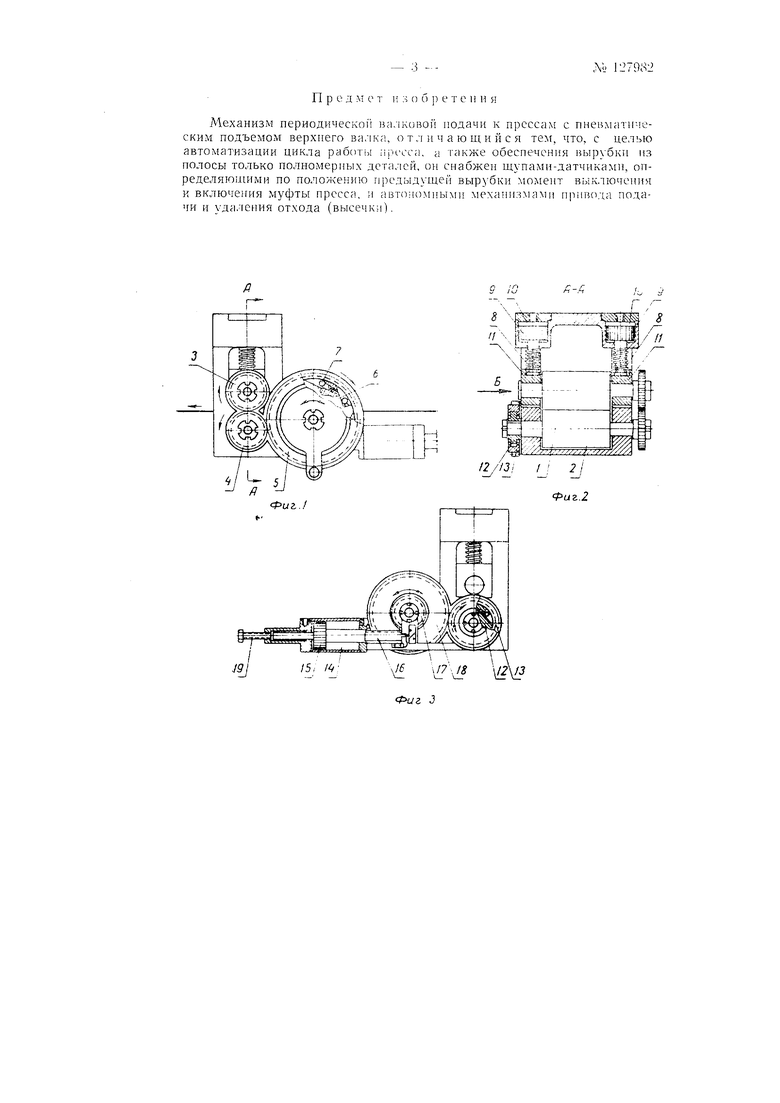
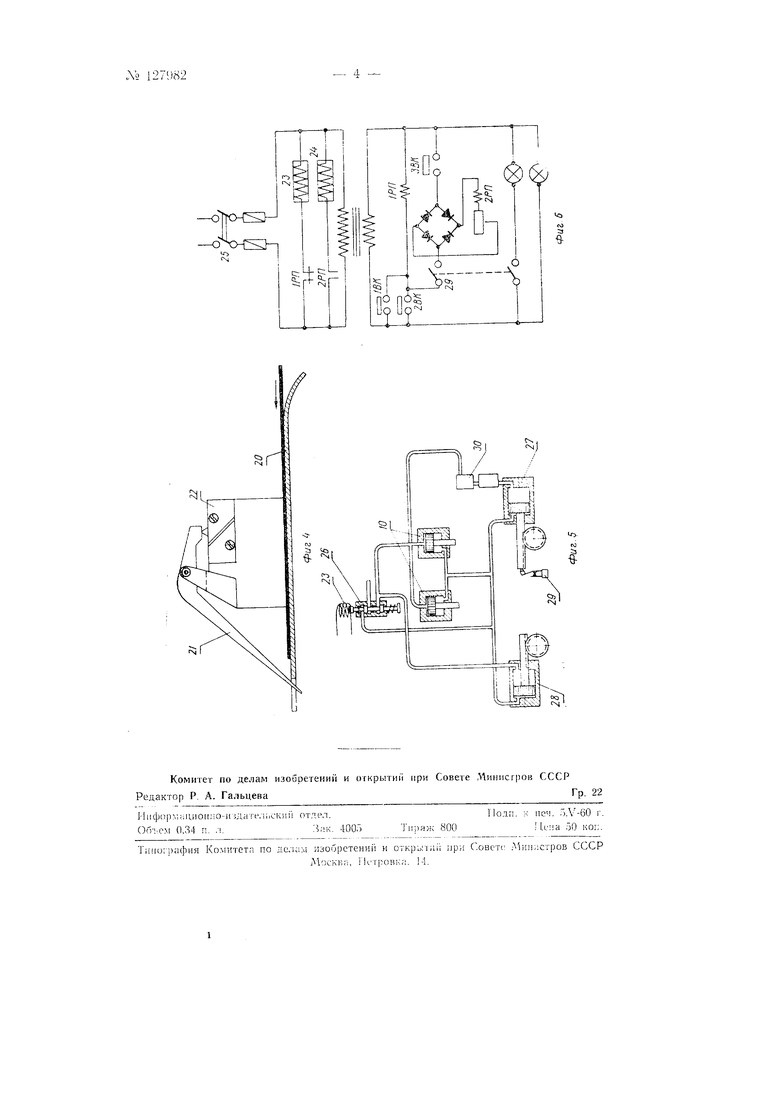
На фиг. 1 схематически изображен иодаюи.1И1 блок меха изма; iui фиг. 2-то же, в разрезе но /1-/1 на фиг. 1; иа фиг. 3---то же, вид по стре.тке Б на фиг. 2; иа фиг. 4 - схема Hiyiia-датчика; на фнг. 5 н 6 -соответственпо схемы ниевматической i; электрической систем привода амеханизма.
На осях валков 7 и 2, подаюнщх заготовку ленты, иадеты два сиеп.(енных между собою зубчатых колеса 3 и 4, из которых нижнее сцен.те.ю с обоймой 5 .муфты свободного хода. Обойма 5 периодпческ) нолунаег движение через крестовииу о, кииематически связанную с приводом вала пресса. При движении крестовигнз по часовой стре.тке ро.тикн 7 заклиниваются и ведут обойму Л; нри движении против HacOBOii стрелки роли.ки расклиниваются, и обойма и валки на.ходятся в неподвижном состоянии. Верхний валок /. находяплнТся нод воздействием пружин 8 опускается и поднимается посредством поршне 9 при подаче сжатого воздуха соответственно в или полости цилиндров Ю, расточенных в корпусе блока подачи; штоки поршней Ц 1ли 1дров 10 соединены с подшипником // верхнего валка. Нижши валок 2 :меет на задней цапфе дополнительпую малую муфту свобод ого хода. Крестеi5ini;i 12 сидит i-i;i шпонко и iipiiHo/iirrcH во врищсиир oooiiMoii /.:) iipn чак.чиниваиип роликов. Наирав.лепис работы .малой муфты совпадает с ;5.-ь бочмм lipauiCiiiicM Ba.iivon; таким образом, каждая муфта, неподвижна, не препятствует поворот} валков от муфты.
Задняя муфта свободного хода приводптся во врапимше от ппевмоцилнпдра. 14. Jlpn двмжспнп поршня /5 рейка 16, наре/ апиая i.a HJTO ijpanu.PT зубчатое Ko.ieco 17. сня:-,а11нос с ,iecoM 18. 11|1и Bj anieini;i б.юка КО.ЛСЧ 17 и 18 o6oiiMa 13 получает врап1епие. Число обороюв ва.пков от ве.1ичип1м хода по 1И1пя 15 и ,тируется вшпом 19. Нс доходя одного миллиметра до конца cBoeio хода, копен нпока нажимает :ia мнкропср(м.|;()чатс. (на :.чекip(,схеме обсзначсп юзаинсй 31К.
валка.ми и штампом пресса распо. два пдупа-датчмка на.тнчия MaTCpiia;ia. Одип из них устаповлеп 1 е:1ос;)сдствеп1 о ва.тков, второй--у П1тампа па расстояг;ии одного Hiara подачи от контура мутрицы. При подаче лента ско.ПхЗит Ю ,1отк 20, н прорез, KOTOpoiTj входит копец niyna-датчпка 21. Прп лентой niyna происчодпт перек.чючение микро1Т1 рскпочатч-.тя 22. При 1,-нод туна лшкроперек.тючатС. 1ь срабатинает в Перек.тючепие сжатото воздуха н:ронзв()диття Г|1 е«матическу10 и э.те.хтртпсекую схему); к т-яге якорь со.тснопда 24, ирп включепин KOTOjioro тЯ1-а опускается, 15к.11Очая муфту колепчатого ва./а пресса. 1рн I-K Т1 1че;;и11 -лкч тр;;дггига ге.тя пресса на пу.тьт выключателем 25 подастся 1апр5;же1:пс, со.чепоид 23 вк.тючастся, поднимая зо.тотник 26. Откр1 |1 ается крап в сетп сжатого иозду,. Воздух, проходя через, золотнпк 26, нонадаст в ()О юлоств цилипдров 10 п ноднимает верхии ва/юк нодаюн 1сго блока. Г1о)шепь ци.типдра 27 выдачи ленты и нор1пень цилиндра 28 выброса отхода в обоих б.ток-ix перомещаются вправо. Микровыкдючате.ть ЗВ размыкается. BiiiK.Hoчате,ием 29 вк.пючается цепь автоматического режима работы.
В щель, образованную валками 1 п 2, вставляют ленту. При срабатывании микропереключателя /Л/, замыкается день реле /Р/7. Соле,чоид 23 выключается, и нружипа персменхает золотник. Воздух 1к;ет л1а:т в верхнюю полость цилиндров 10 и опускает верхиий валок, зажимая полосу между валками. При достнжеиии в цилиндрах Ю давления, задаваемого согласующим клапаном 30, воздух проходит в левую полость пневмоцнлиндра 14 и переметает цоршень 15 вправо. При неремешеи1 п поршпя вращаютея .допо,пните.тьные муфты свободного хода, вращгл валки, Лента подается до штамна в такое по.тоженис, при котором вырубается полпая деталь. О.диоврсмеипо удаляется отход предыдуи1-:ч 1 леиты из зоны штампа.
В конце хода поршень 15 замыкает микронере1 лючатель ЗВК, включающий через реле 2РП соленоид 24. Включается муфта пресса, и но.тзуи нресса приходит li движение. При каждом ходе но,мзуна заготовка перемещается на шаг вырубки иод воздействно; основных муфт свободного хода.
Конец ленты, выйдя из валков подающего блока, позволяет разомкнуться микропереключателю 1ВК,, но пресс продолжает вырубку деталей, так как щуп-датчик микропереключателя 2ВК находится в иодиптом по.юженни. Когда при очередном ходе ползуна конец .ленты выйдет из-под щупа-датчика микропереключателя .25/С, т. е. остаток в лепте будет короче шага, цепь обоих реле 1РП и 2РП размыкается, ползун пресса останав.тивается, а золотник 26 виовь поднимается. Сжатый воздух поднимает верхний валок подаюнтего б.тока и возврангаст норшень 15 в иеходное положение; микропереключатель ЗВК размыкаетея, и механизм валково1 подачи готов к приему noBoii ленты.
Пред м е т i: з о б р f т е и н п
Механизм периодическо валковой подачи к прессам с пневматпческим подъемом верхнего валка, отличающийся тем, что, с целью автоматизации цикла работы njHcca, а также обеспечения вырубки из полосы только полномерных деталей, он снабжен щупами-датчиками, определяющими по положению предыдущей вырубки момент выключения и включения муфты пресса., и автономными механизмами прнво;,а нодачи и уда.гения отхода (высечки).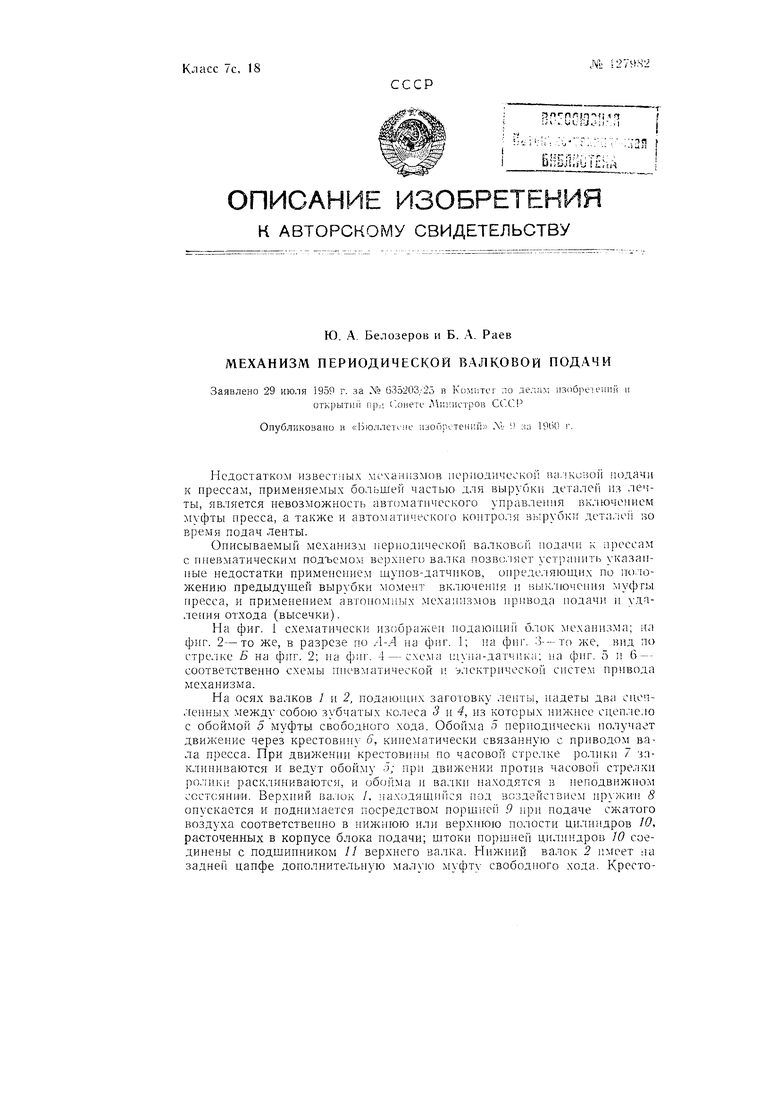
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| ВАКУУМФОРМОВОЧНАЯ МАШИНА | 1966 |
|
SU177604A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЛЕНТОЧНЫХ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА | 1972 |
|
SU428830A1 |
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |
| Линия для изготовления ножовочных полотен из ленточного материала | 1987 |
|
SU1466844A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1982 |
|
SU1061898A1 |
| Механизм включения кривошипного пресса с приводной двухсторонней валковой подачей | 1981 |
|
SU1018860A1 |
| Линия для изготовления деталей из ленточного материала | 1987 |
|
SU1586827A1 |
| Устройство для зигзагообразной штамповки | 1979 |
|
SU948496A2 |