112
Изобретение относится к неразрушающим средствам и методам контроля и может быть использовано для ультразвукового контроля сварных соединений, полученных контактной сваркой оплавлением.
Целью изобретения является повышение надежности контроля путем обнаружения дефектов типа слипания.
На чертеже показана схема реали- зации способа ультразвукового контроля сварных соединений, полученных контактной сваркой оплавлением.
На чертеже изображены два ультразвуковых преобразователя: передающий 1 и приемньм 2, установленные на изделие 3, в котором получено сварное соединение 4,
Способ ультрг13Букового контроля осуществляется следующим образом.
Преобразователи 1 и 2 устанавливаются на изделие 3 вне зоны сварного соедршения 4 в положение, соответствующее максимальной амплитуде принятых ультразвуковых сигналов, отраженных от донной поверхности изделия Измеряют амплитуды принятых сигналов и перемещают преобразователи 1 и 2, фиксированные между собой, в зону сварного соединения 3, установив их по обе его стороны навстречу друг другу, Возбулздают преобразователем 1 ультразвуковые колебания, принимают преобразователем 2 сигналы, прошедшие через зону сварного соединения и отраженные, от донной поверхности изделия. Уровень этих сигналов будет зависеть от структуры сварного со- единеьшя 4 и в случае образования.
например, мелкозернистой структуры будет незначительно отличаться от сигналов, принятых от основного материала.
Далее дополнительно пришшают и регистрируют одним из преобразователей 1 или 2, работающим в совмещенСоставитель Н. Слюсаренко Редактор А. Долинич Техред Л,Олейник Корректор И. Эрдейи
Заказ 7061/49 Тираж 778Подписное
ВН1-1ИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/3
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5
52
О
0
5
0
5
40
45
6 2
ном режиме, амплнч улы сигналои, оП- ратно-отражею1ых от структуры си.чрио- го соединения. Сравнивают амплитуды этих сигналов с амплитудами сигналов, возбужденных в основном материале, и по полученной разности определяют дефект.
Эта разность будет тем больше, ,чем м еньше отраженная от структуры ультразвуковая волна. Поэтому, в случае наличия дефектов типа слипания, характеризующихся образованием мелкозернистой структуры в зоне сварного соединения, разность между амплитудами этих сигналов будет на порядок больше, чем разность между амплитудами тех же сигналов в крупнозернистой структуре сварного соединения, в которой дефекты, типа слипания не образуются.
Предлагаемый способ ультразвукового контроля сварных соединений повы- . шает надежность контроля и позволяет контролировать соединения непосредственно после сварки без последующего продесса термообработки.
Формула изобретения.
Способ ультразвукового контроля сварных соединений, заключающийся в том, что возбуждают ультразвуковые колебания в зоне сварочного соединения и в основном материале изделия, измеряют амплитуды принятых колебаний и по их разности определяют дефект, о тлич ающий с я тем, что, с целью повьвиения надежности контроля путем обнаружения дефектов типа слипания, дополнительно принимают и регистрируют амплитуды сигна,аов, обратно-отраженных от структуры сварного соединения, сравнивают с амплитудами сигналов, принятых из основного материала и по полученной разности определяют контролируемый параметр.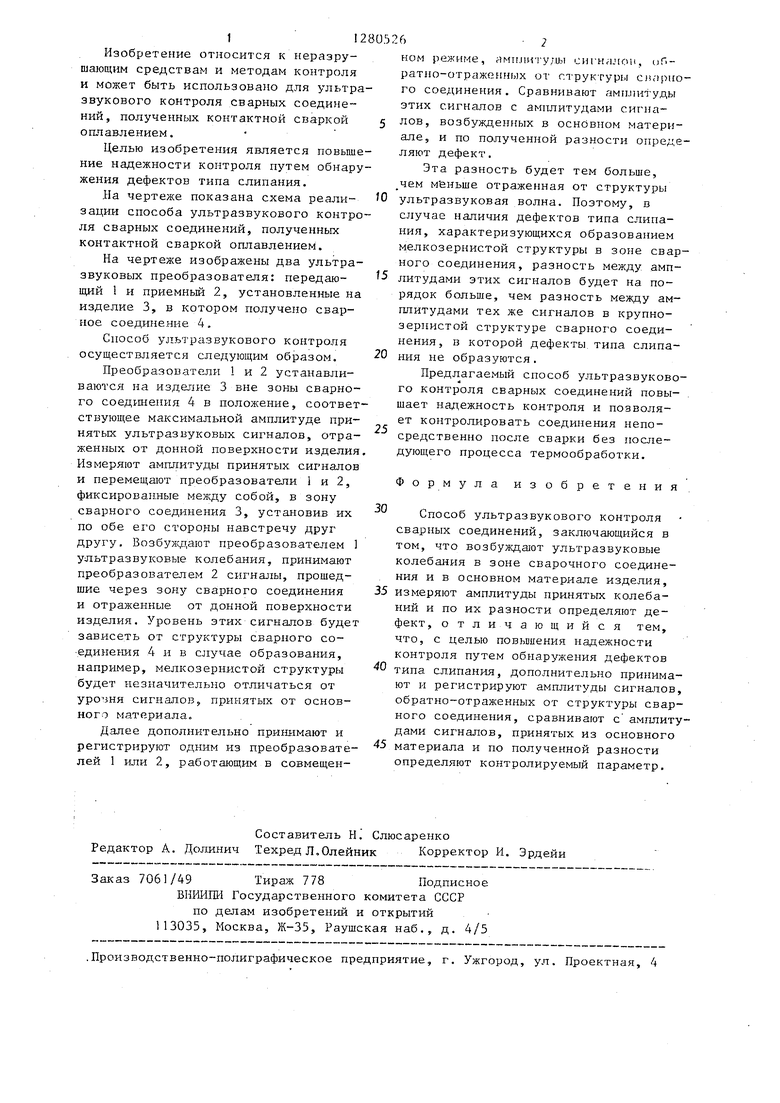
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
| Способ ультразвукового контроля сварных швов | 1980 |
|
SU911323A1 |
| Способ ультразвукового контроля качества сварных соединений изделий | 1990 |
|
SU1716424A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2481571C1 |
| Ультразвуковой способ измерения высоты вертикально ориентированных плоскостных дефектов в стеклокерамических материалах элементов конструкций летательных аппаратов | 2021 |
|
RU2760487C1 |
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| Ультразвуковой способ измерения высоты вертикально ориентированных плоскостных дефектов в кварцевой керамике | 2023 |
|
RU2814130C1 |
| Устройство для ручного ультразвукового контроля сварных швов изделий при раздельной схеме включения ультразвуковых преобразований | 1988 |
|
SU1682916A1 |
Изобретение относится к области неразрушающих средств и методов контроля. Целью изобретения является по- вьпиение надежности контроля путем обнаружения дефектов типа слипания. Преобразователи I и 2 устанавливаются на изделие 3 вне зоны сварного соединения 4 в положение, соответствующее максимальной амплитуде сигналов, отраженных от донной поверхности изделия. Измеряются амплитуды этих сигналов, а преобразователи 1 и 2 перемещаются в зону сварочного соединения 3 по обе его стороны. Здесь также возбуждаются и принимаются сигналы, прошедшие через зону сварного соединения. Затем дополнительно одним из преобразователей возбуждают и принимают ультразвуковые сигналы, отраженные от структуры сварного соединения. Сравнивают амплитуды сигналов, принятых из основного материала изделия, с амплитудами сигналов, прошедших через зону сварного соединения, с амплитудами сигналов, обратно-отраженных от его структуры, находят их амплитудную разность и по ее величине определяют искомый параметр. 1 ил. I (Л to 00 о ел 1чЭ О5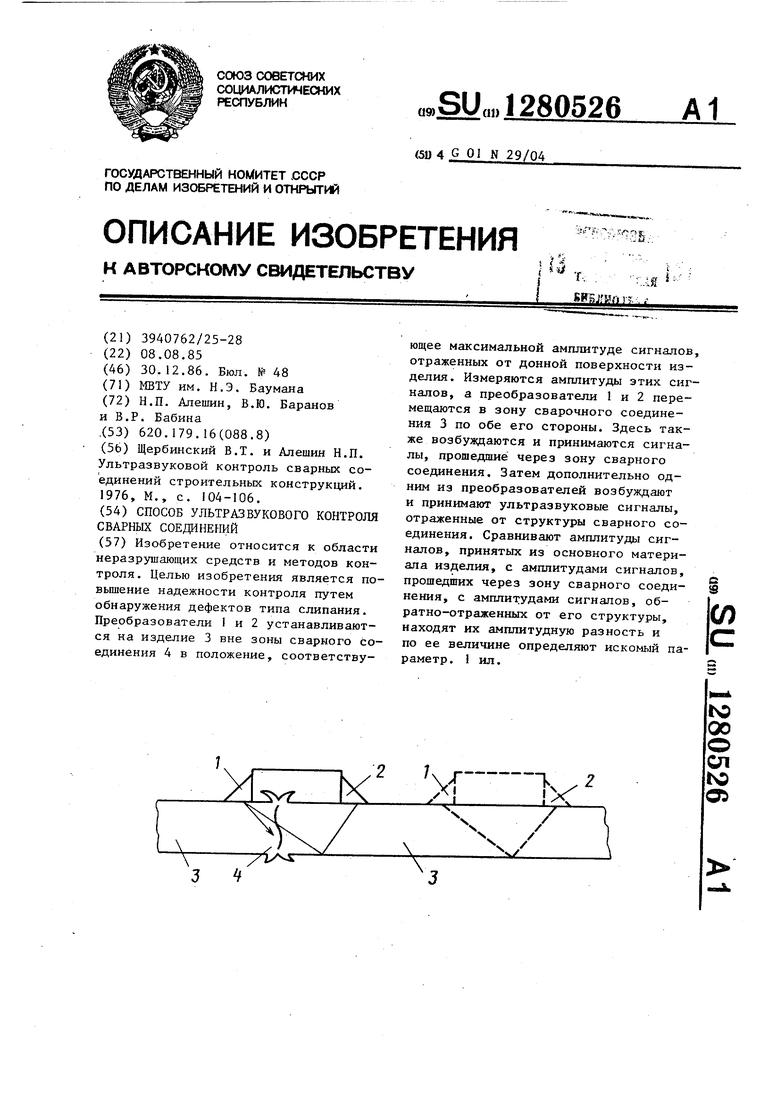
| Щербинский В.Т | |||
| и Алешин Н.П | |||
| Ультразвуковой контроль сварных соединений строительных конструкций | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Счетная таблица | 1919 |
|
SU104A1 |
