fO
1
Иэ;о.бретение -относится к огнеупорной промышленности и может быть использовано при изготовлении обожженных огнеупоров для футеровки тепловых агрегатов черной или цветной металлургии.
Цель изобретения - уменьшение расхода тепла на обжиг.
Эффект активации основан на том, что при большой динамической нагрузке на зерна происходят значительные физико-химические изменения в их поверхностной структуре, увеличивается концентрация точечных дефектов, повышается плотность дислокаций, кристал- лическая решетка испытывает большие деформации и разрыхляется, В результате меняются физико-химические свойства такого периклаза, в частности увеличивается степень гидратации. Эффект активации можно установить по уширению дифракционных максимумов отражения рентгеновских лучей. Механическая активация уменьшает температуру спекания огнеупорных изделий.
Механически активированный пери- клаз со временем теряет свои активные свойства, так как на воздухе происходит усиленная гидратация тонкоизмель- чеиного активированного материала, поэтому активацию производят непосредственно перед смешением компонентов . Хранение активированного мате- . риала можно проводить в закрытой емкости 12-20 ч.
Активация может проводиться одновременно с помолом, если помол производить в указанных энергонапряженных измельчителях, так как они обеспечивают измельчение до фракции ir 0,063 мм, принятой в керамической техиологии для тонкомолотой составляющей .
Скорость движения частиц должна быть не менее 70 м/с, так как при меньших скоростях активация осуществляется слабо и надо увеличивать время активации до 5-7 ч, что технологически неоправданно. Верхний предел 200 м/с устанавливается из возможностей существующего оборудования
При использовании для активации частиц существующего помольного оборудования, например вихревой мельницы, надежно работающего при линейных скоростях движения органов 70-100 м/с, время измельчения должно быть, не меньше 30 мин. При меньшем времени эффект
1281550-2
активации проявляется слабо и прочность изделий мала. При увеличении времени активации сверх 45 мин активность порошка к спеканию не увеличивается и повьш ения прочности уже не происходит, а производительность оборудования падает и растут затраты на его эксплуатацию.
При температуре обжига изделий менее 1300 с прочность изделий низка, при увеличении температуры обжига более она практически не уве- .личивается, а затраты тепла на обжиг изделий необоснованно растут.
Применение активированной перикла- зовой тонкомолотой составляющей эффективно для улучшения спекания не только для чисто периклазовых масс, но и для масс хромитопериклазового и периклазоуглеродистого составов. Способ изготовления огнеупорных изделий осуществляется следующим образом.
Для получения масс периклазового состава плавленый периклаз измельчают и рассеивают на фракции 3-1 и 1-0 мм. Часть плавленого периклаза фракции 1-0 мм измельчается в вибромельнице до фракции 0,063 мм, а затем дополнительно подвергается механической активации 30-45 мин в мельнице вихревого типа. Для получения масс с тонкомолотой составляющей, активированной в процессе измельчения, плавленый периклаз фракции 1-0 мм подается в вихревую мельницу и измельчается 30-45 мин.
В смеситель загружаются зернистые порошки и заливается раствор сульфитно-дрожжевой бражки (СДБ) плотностью не менее 1,2 г/см при 30-35 С до влажности 3-5%, смесь перемешивается 4-5 мин, затем подается активированная тонкомолотая составляющая, добап- 45 ляется СДБ до влажности 5-8%, и перемешивание продолжается еще 5-6 мин.
20
25
30
35
40
Для получения масс хромитопериклазового состава готовится плавленый
50 л ромитопериклаз фракции 1-0 мм, периклазохромит фракции 3-1 мм, тонкомолотая составляющая с совмещением помола и активации частиц. Смешение порошков осуществляется аналогично
55 предыдущему.
Дпя получения масс периклазоуглеродистого состава в смеситель загружаются периклазовые порошки фракций 3-1 мм и 1-0 мм, перемешиваются 30Для получения масс хромитопериклазового состава готовится плавленый
50 л ромитопериклаз фракции 1-0 мм, периклазохромит фракции 3-1 мм, тонкомолотая составляющая с совмещением помола и активации частиц. Смешение порошков осуществляется аналогично
55 предыдущему.
Дпя получения масс периклазоуглеродистого состава в смеситель загружаются периклазовые порошки фракций 3-1 мм и 1-0 мм, перемешиваются 3031281550
40 с, заливается СДБ до влажности 3-5%, смесь перемешивается 2-3 мин, затем добавляется чешуйчатый графит, карбид кремния фракции 0,5 мм, тонкомолотый активированный периклаз, смесь перемешивается, добавлением СДБ доводится до влажности 6-7%, и перемешивание продолжается еще 3-. 5 мин.
Из полученных масс прессуют изделия при давлении 100-150 МПа, сушат при 140-160°С и обжигают при 1300- 1400 С с выдержкой не менее 2 ч.
По предлагаемому способу готовятся образцы диаметром 36 мм и высотой 40 мм периклазового, хромитопе- риклазового и периклазоуглеродистого составов. Механическая активация осуществляется в мельнице вихревого типа.
-5
10
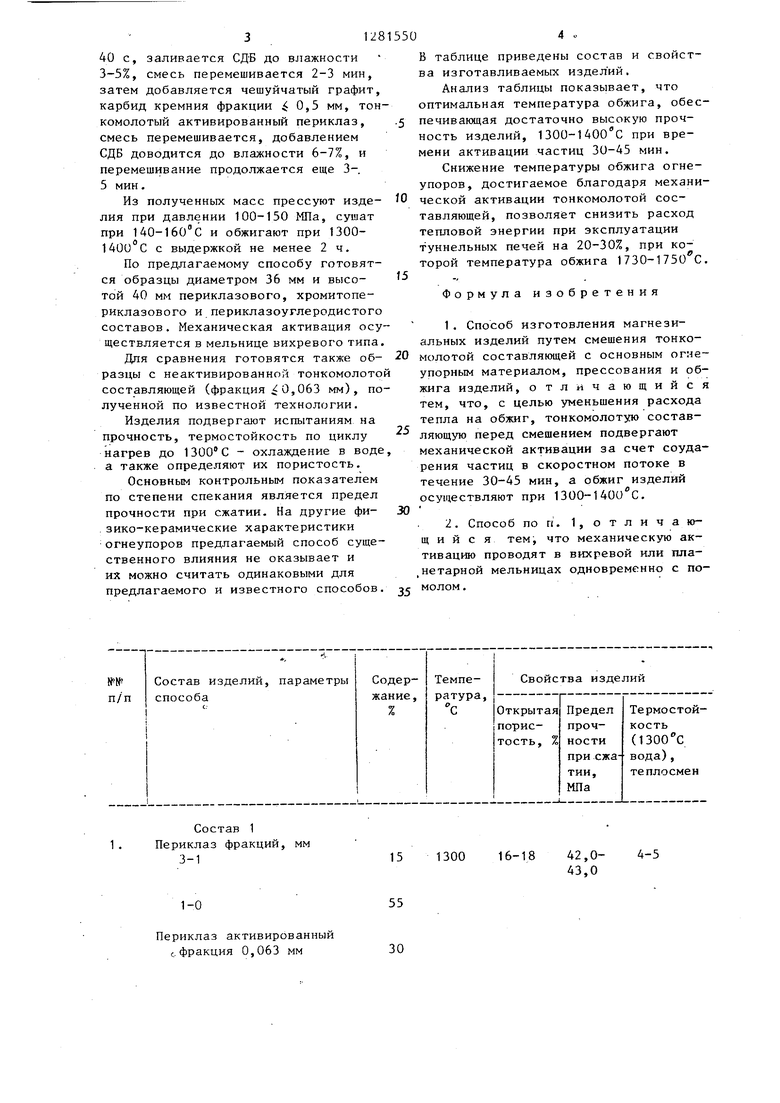
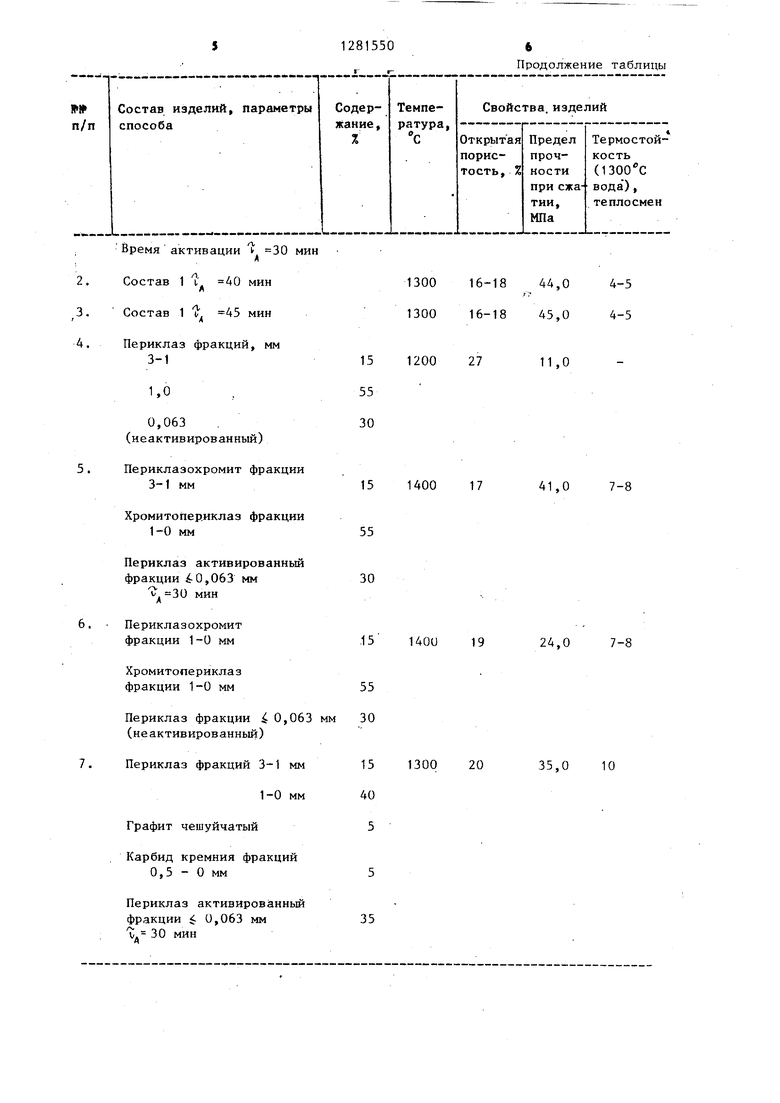
В таблице приведены состав и свойства изготавливаемых изделий.
Анализ таблицы показывает, что оптимальная температура обжига, обеспечивающая достаточно высокую прочность изделий, 1300-1 400 с при времени активации частиц 30-45 мин.
Снижение температуры обжига огнеупоров, достигаемое благодаря механической активации тонкомолотой составляющей, позволяет снизить расход тепловой энергии при эксплуатации туннельных печей на 20-30%, при которой температура обжига 1730-1750 С.
Формула изобретения
1. Способ изготовления магнезиальных изделий путем смешения тонко- Для сравнения готовятся также об- 20 молотой составляющей с основным огне15
разцы с неактивированной тонкомолото составляющей (фракция 0,063 мм), полученной по известной технологии.
Изделия подвергают испытаниям на прочность, термостойкость по циклу нагрев до - охлаждение в воде а также определяют их пористость.
Основным контрольным показателем по степени спекания является предел прочности при сжатии. На другие физико-керамические характеристики огнеупоров предлагаемый способ существенного влияния не оказывает и их можно считать одинаковыми для предлагаемого и известного способов.
Состав 1
1. Периклаз фракций, мм 3-1
1-0
Периклаз активированный с фракция 0,063 мм
-5
10
15
упорным материалом, прессования и обжига изделий, отличающийся тем, что, с целью уменьшения расхода тепла на обжиг, тонкомолотую составляющую перед смешением подвергают механической активации за счет соударения частиц в скоростном потоке в течение 30-45 мин, а обжиг изделий осуществляют при 1300-1400 С.
2. Способ по п. 1, о т л и ч а ю- щ и и с я тем, что механическую активацию проводят в вихревой или пла- нетарной мельницах одновременно с помолом .
1300
16-18
42,0- 43,0
4-5
55
30
Время активации i 30 мин
.
,
,
Состав 1 1 40 мин Состав 1 1 45 мин
Периклаз фракций, мм
3-115
1,0 ,55
0,063 .30
(неактивированный)
Периклазохромит фракции
3-1 мм15
Хромитопер.иклаз фракции
1-0 мм55
Периклаз активированный фракции 0,063 мм30
v 30 мин
Периклазохромит
фракции 1-О мм15
Хромитопериклаз
фракции 1-0 мм55
Периклаз фракции 0,063 мм 30 (неактивированный)
Периклаз фракций 3-1 мм 15
1-0 мм 40
Графит чешуйчатый5
Карбид кремния фракций
0,5 - О мм5
Периклаз активированный
фракции 0,063 мм35
v 30 мин
А
Продолжение таблицы
16-18 44,0
/ ;
16-18 45,0
4-5 4-5
1200 27
11,0
1400
17
41,0
7-8
1400
19
24,0
7-f
1300
20
35,0
10
| название | год | авторы | номер документа |
|---|---|---|---|
| ХРОМИТОПЕРИКЛАЗОВЫЙ ОГНЕУПОР | 2022 |
|
RU2785728C1 |
| ПЕРИКЛАЗОШПИНЕЛЬНЫЕ ОГНЕУПОРНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2235701C1 |
| Способ изготовления основных огнеупорных изделий | 1988 |
|
SU1560523A1 |
| Способ изготовления огнеупорных изделий | 1982 |
|
SU1058938A1 |
| Способ изготовления периклазоуглеродистого огнеупора | 1985 |
|
SU1335552A1 |
| ШПИНЕЛЬНО-ПЕРИКЛАЗОУГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2148049C1 |
| Способ получения периклазоуглеродистых огнеупоров | 1988 |
|
SU1648931A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 1997 |
|
RU2114799C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОШПИНЕЛИДНЫХ ОГНЕУПОРОВ | 2014 |
|
RU2570176C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРСТЕРИТОВЫХ ОГНЕУПОРОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2161144C1 |
Изобретение относится к огнеупорной промышленности и может быть использовано при изготовлении обожженных огнеупоров для футеровки тепловых агрегатов черной и цветной ме таллургии. Целью изобретения является уменьшение расхода тепла при снижении температуры обжига изделий до 1300 1400 С с сохранением высокой прочности. Способ включает операции смешения тонкомолотой составляющей с основным огнеупорным материалом, прес сования и обжига. Новым в способе является механическая активация тонкомолотой составляющей в скоростном потоке, создаваемом вихревой или планетарной мельницей в течение 30- 45 MHHj в результате чего достигается в ысокая степень спекания огнеупорных изделий при пониженных температурах обжига. Механическая активация частиц может осуществляться как после помола до тонкомолотой составляющей в вибромельншде, так и одновременно с помолом, если его производить в вихревой или планетарной мельнице. 1 з.п. ф-лы, 1 табл. i (Л СП сл
| Симонов К.В | |||
| Огнеупоры на основе плавленого периклазохромитового материала для установок внепечного вакуумирования стали | |||
| - Огнеупоры, 1976, № 8, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ изготовления огнеупорных изделий | 1977 |
|
SU663682A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
