Известны способы штамповки многоколенчатых валов и других подобных изделий.
Отличительная особенность предложенного способа заключается в том, что штамповку производят последовательно, отдельными участками, в соответствии с мощностью пресса. Этим обеспечивается возможность осуществления штамповки на прессах ограниченной мощности при одном нагреве заготовки.
Для осуществления этого способа предложен штамп, состоящий из двух частей, нижняя из которых выполнена поворотной. Особенность штампа заключается в том, что он образован рядом элементов, последовательно включаемых в работу при штамповке отдельных участков изделия.
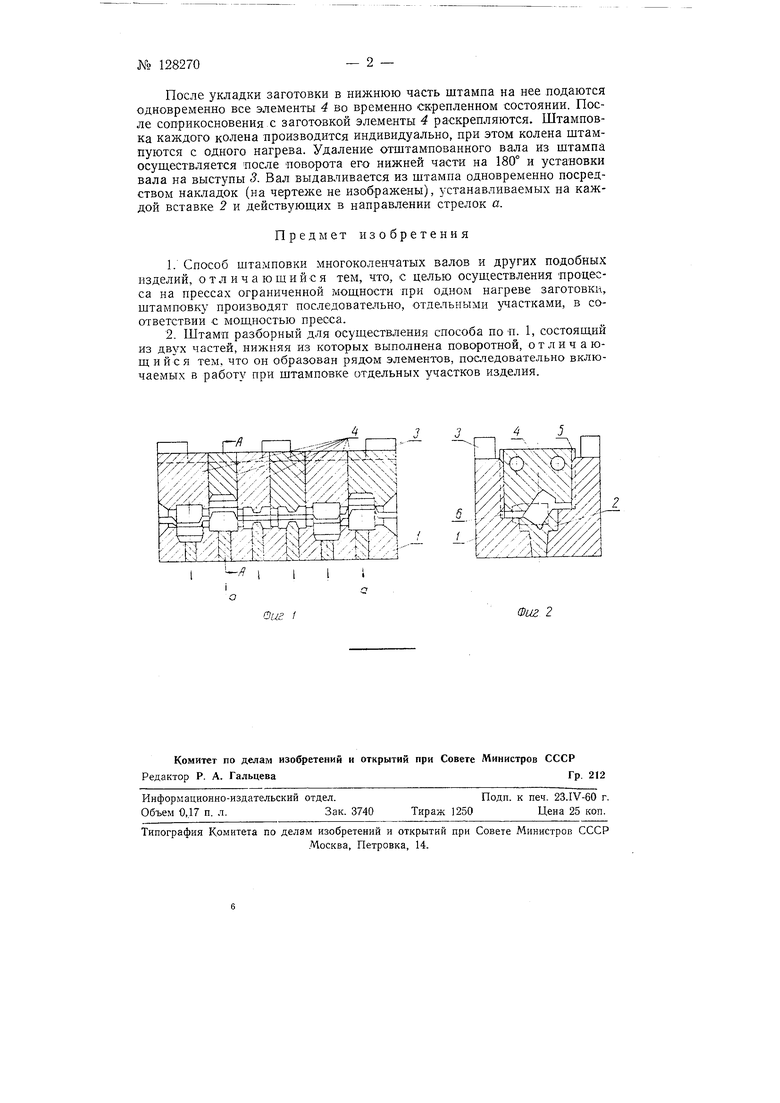
На фиг. 1 схематически изображен щтамп, в продольном разрезе; на фиг. 2-то же, в разрезе по А-А на фиг. 1.
Описываемый способ штамповки позволяет изготовлять крупные многоколенчатые валы, имеющие короткие коренные шейки при любом количестве колен и вне зависимости от их расположения. Требуемое давление пресса Бри этом соответствует давлению, необходимому для штамповки в щтампе на о.п:но колено.
Штамп для осуществления предложенного способа состоит из двух частей. Нижняя часть 1 щтампа выполнена общей для всех колен и имеет индивидуальные вставки 2 для каждого колена. Сверху нижней части штампа расположены выступы 3. Верхняя часть штампа состоит из индивидуальных (для каждого колена) элементов 4, имеюших направляющие 5, располол енные в соответствуюищх гнездах 6 нижней части штампа.
После укладки заготовки в нижнюю часть штампа на нее подаются одновременно все элементы 4 во временно скрепленном состоянии. После соприкосновения с заготовкой элементы 4 раскрепляются. Штамповка каждого колена производится индивидуально, при этом колена штампуются с одного нагрева. Удаление отштампованного вала из штампа осуп,ествляется после пово-рота его нижней части на 180° и установки вала на выступы 5. Вал выдавливается из штампа одновременно посредством накладок (на чертеже не изображены), устанавливаемых на каждой вставке 2 и действующих в направлении стрелок а.
Предмет изобретения
1.Способ штамповки многоколенчатых валов и других подобных изделий, отличающийся тем, что, с целью осуществления процесса на прессах ограниченной мощности при одном нагреве заготовки, штамповку производят последовательно, отдельными участками, в соответствии с мощностью пресса.
2.Штамп разборный для осуществления способа поп. 1, состоящий из двух частей, нижняя из которых выполнена поворотной, отличающийся тем, что он образован рядом элементов, последовательно включаемых в работу при штамповке отдельных участков изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| Штамп для штамповки коленчатых валов | 1973 |
|
SU541562A1 |
| Матрица к штампам для горячей объемной преимущественно изотермической штамповки | 1986 |
|
SU1389920A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для объемной штамповки деталей | 1981 |
|
SU1049158A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХИЗДЕЛИЙ | 1971 |
|
SU430932A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
