Изобретение относится к обработке металлов давлением и может быть использовано для обработки листового материала.
Цель изобретения - расширение технологических возможностей путем оптимального раскроя материала.
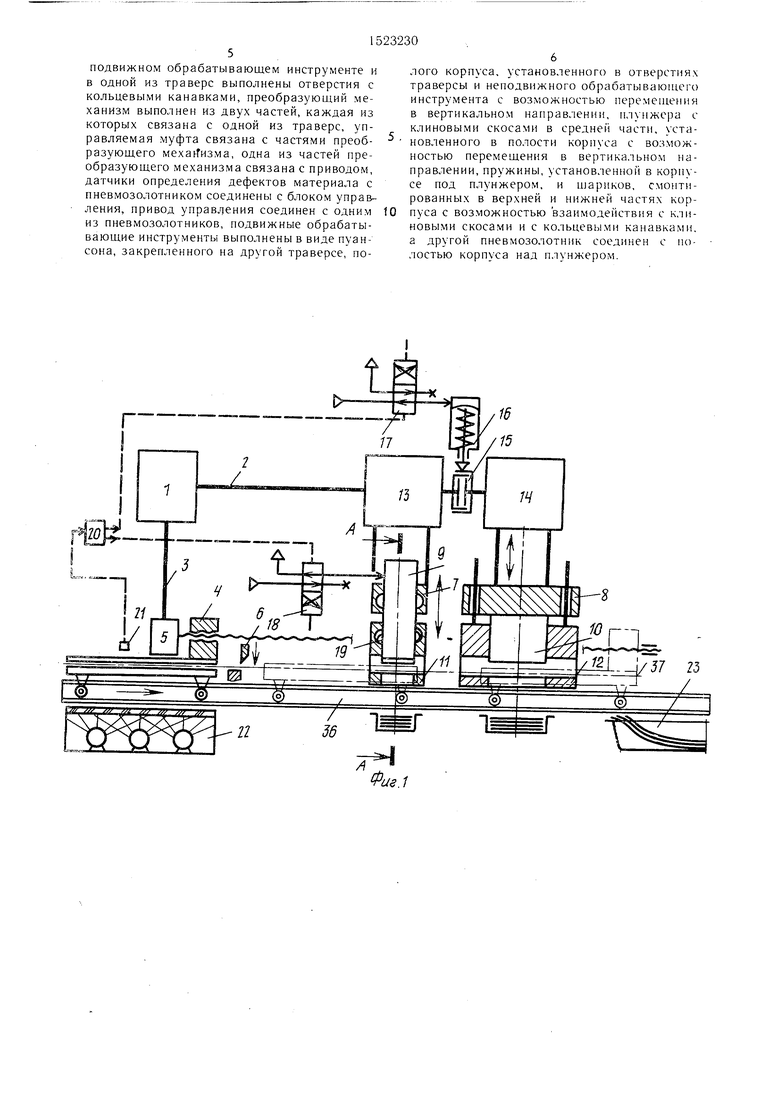
Па фиг. 1 изображено устройство для обработки листового материала; па фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит иривод 1 с выходными валами 2 и 3, каретку 4, передаточный механизм 5, шаговой подачи каретки 4, лож 6, траверсную систему, оснащенную двумя смежными траверсами 7 и 8 для перемещения разнокалиберных раскройных пуансонов 9 и 10 относительно матриц 11 и 12. Траверсы 7 и 8 снабжены преобразующими механизмами 13 и 14, связанными вместе
с одним из выходных валов 2 механизма 1. Механизмы 13 и 14 связаны между собой блокировочной одноноворотной управляемой муфтой 15. Управление муфтой 15 осуществляется приводом укреп.:1ен11я в виде пневмоцилиндра 16, в нитающую сеть которого включен управляемый исполните.-|ь- ный пневмозолотнпк 17. При этом траверса 7 перемещения малокалиберного пуансона 9 связана с ним через включаемый пневмо- золотником 18 блокировочньп н1арикс)В1)1Й замок 19. Включающие блокировочную муфту 15 и блокировочный шариковьп замок 19 пневмозолотники 17 и 18 связаны че|1ез блок 20 управления с дефектажными датчиками 21 для определения дефектов смо нти- рованного В зоне расположения визитаж- ного стола 22, для определения .1ефектс)з,
сд to
оо
KD
СО
размещения листа на исходной позиции каретки 4. На конечной позиции каретки 4 смонтирован отходоприемник 23.
Блокировочный шариковый замок 19 образован двумя рядами 24 и 25 шариков, смонтированных в малокалиберном пуансоне 9 таким образом, что один ряд 25 располагается на уровне съемника 26, смонтированного на матрице 11 или выполненного за одно целое с ней, а другой ряд 24 - на уровне траверсы 7 перемещения малокалиберного пуансона 9. Съемник 26 и траверса 7 имеют кольцевые канавки 27 и 28 соответственно на уровнях расположения обоих рядов 24 и 25 шариков. Привод замка 19
10
ных пуансонов 9 и 10 от приводного узла 1. При этом пневмозолотник 17 осуществляет отключение крупнокалиберного пуансона 10 от привода 1 за счет отключения механизма 14 от механизма 13, связанного валом 2 с приводом 1. Эта операция осуществляется с помощью блокировочной одноповоротной муфты 15, управление которой осуществляется пневмоцилиндром 16. Пневмозолотник 18 осуществляет отключение малокалиберного пуансона 9 от привода 1 за счет отсоединения блокировочным шариковым замком 19 пуансона 9 от траверсы 7 с одновременной фиксацией этого же пуансона 9 в съемнике 26, оставляя при
производится от шток-а 29, смонтированного .., этом механизм 13 связанным с выходным ва- внутри пуансона 9. Шток 29 имеет два копи- лом 2. Работа шарикового замка 19 осу- ра 30 и 31, выполненные в виде клиновых ществляется за счет перемещения штока 29. скосов, и получает движение от плунжерного пружинного пневмоцилиндра 32, плунжером 33 которого является верхняя часть
20
25
самого штока 29, а корпусом 34 - сам пуансон 9. Возвращение штока 29 в исходное положение осуществляется пружиной 35. Каретка 4 перемещается по направляющим 36. Позицией 37 обозначен материал.
Устройство работает следующим образом.
Включают привод 1, который посредством передачи валом 3 приводного воздействия на передаточный механизм 5 перемещает каретку 4 транспортирования материала 37 на исходную позицию к визитажному столу 22. 0 С помощью датчиков 21 на поверхности материала 37, расположенного в зоне визитаж- ного стола 22, отмечают области дефектов и области, пригодные для выкраивания.требуемых разнокалиберных деталей. Сигналы датчиков 21 поступают в блок 20 управления. Закрепляют отвизитированный участок материала 37 в каретке 4 и вновь включают привод 1, который посредством передачи валом 3 приводного воздействия на механизм 5 перемещает каретку 4 транспортирования материала 37 на позицию вырубки под разнокалиберные раскройные пуансоны 9 и 10. После этого ножом 6 производят отрезку материала 37, закрепленного в каретке 4, от материала, размещенного на визи- тажном столе 22. Далее вновь включают при- .г вод 1, который опять же посредством передачи валом 3 приводного воздействия на пе- - редаточный механизм 5 осуществляет шаговое перемещение каретки 4, а валом 2 - приводное воздействие на материалы 13 и 14 траверс 7 и 8. Причем вырубку деталей 59 производят во время остановки каретки 4, а передвижение каретки 4 на очередной щаг - во время перемещения траверсами 7 и 8 разнокалиберных раскройных пуансонов 9 и 10 в исходное, т. е. верхнее положение.
Блок 20 управления подает команды на пневмозолотники 17 и 18. При своем срабатывании пневмозолотники 17 и 18 вызывают отключение необходимых разнокалибер35
40
55
Рабочее тело воздействует на плунжерную часть 33 штока 29 и производит его перемещение. Шток 29, распирая копиром 31 шарики 24, расположенные на уровне траверсы 7, заставляет их западать в кольцевую канавку 28 траверсы 7. Одновременно шарики 25, расположенные на уровне съемника 26, освобождаются и выходят из кольцевой проточки 27 съемника 26. Тем самым происходит фиксация пуансона 9 относительно траверсы 7 и соответственно расфиксацкя его относительно съемника 26. Происходит совместное движение траверсы 7 и пуансона 9, т. е. вырубка детали. Если полость пневмоцилиндра 32 соединить с атмосферой, шток 29 под действием пружины 35 переместится в исходное положение, т. е. произойдет фиксация пуансона 9 относительно съемника 26 и соответственно расфихсация его относительно траверсы 7. Траверса 7 перемещается относительно пуансона 9 и, следовательно, вырубка детали не происходит.
Формула изобретения
Устройство для обработки листового материала, содержащее привод, подвижную в вертикальном направлении плиту, преобразующий механизм, подвижные обрабатывающие инструменты, неподвижные обрабатывающие инструменты, подающую каретку, смонтированную на основании и связанную с приводом через передаточный механизм, отличающееся тем, что, с цпелью расширения технологических возможностей путем обеспечения оптимального раскроя материала, оно снабжено столом для размещения места и определения дефектов, установленным перед обрабатывающими инструментами по ходу подачи материала, управляемой муфтой, приводом управления, связанным с управляемой муфтой, двумя пнев- мозолотниками, блоком управления и датчиками определения дефектов материала, расположенными над столом для размещения места и определения дефектов, при этом плита выполнена в виде двух траверс, в не
ных пуансонов 9 и 10 от приводного узла 1. При этом пневмозолотник 17 осуществляет отключение крупнокалиберного пуансона 10 от привода 1 за счет отключения механизма 14 от механизма 13, связанного валом 2 с приводом 1. Эта операция осуществляется с помощью блокировочной одноповоротной муфты 15, управление которой осуществляется пневмоцилиндром 16. Пневмозолотник 18 осуществляет отключение малокалиберного пуансона 9 от привода 1 за счет отсоединения блокировочным шариковым замком 19 пуансона 9 от траверсы 7 с одновременной фиксацией этого же пуансона 9 в съемнике 26, оставляя при
этом механизм 13 связанным с выходным ва- лом 2. Работа шарикового замка 19 осу- ществляется за счет перемещения штока 29.
этом механизм 13 связанным с выходным ва- лом 2. Работа шарикового замка 19 осу- ществляется за счет перемещения штока 29.
Рабочее тело воздействует на плунжерную часть 33 штока 29 и производит его перемещение. Шток 29, распирая копиром 31 шарики 24, расположенные на уровне траверсы 7, заставляет их западать в кольцевую канавку 28 траверсы 7. Одновременно шарики 25, расположенные на уровне съемника 26, освобождаются и выходят из кольцевой проточки 27 съемника 26. Тем самым происходит фиксация пуансона 9 относительно траверсы 7 и соответственно расфиксацкя его относительно съемника 26. Происходит совместное движение траверсы 7 и пуансона 9, т. е. вырубка детали. Если полость пневмоцилиндра 32 соединить с атмосферой, шток 29 под действием пружины 35 переместится в исходное положение, т. е. произойдет фиксация пуансона 9 относительно съемника 26 и соответственно расфихсация его относительно траверсы 7. Траверса 7 перемещается относительно пуансона 9 и, следовательно, вырубка детали не происходит.
Формула изобретения
Устройство для обработки листового материала, содержащее привод, подвижную в вертикальном направлении плиту, преобразующий механизм, подвижные обрабаты вающие инструменты, неподвижные обрабатывающие инструменты, подающую каретку, смонтированную на основании и связанную с приводом через передаточный механизм, отличающееся тем, что, с цпелью расширения технологических возможностей путем обеспечения оптимального раскроя материала, оно снабжено столом для размещения места и определения дефектов, установленным перед обрабатывающими инструментами по ходу подачи материала, управляемой муфтой, приводом управления, связанным с управляемой муфтой, двумя пнев- мозолотниками, блоком управления и датчиками определения дефектов материала, расположенными над столом для размещения места и определения дефектов, при этом плита выполнена в виде двух траверс, в неподвижном обрабатывающем инструменте и в одной из траверс выполнены отверстия с кольцевыми канавками, преобразующий механизм выполнен из двух частей, каждая из которых связана с одной из траверс, управляемая муфта связана с частями преобразующего механизма, одна из частей преобразующего механизма связана с приводом, датчики определения дефектов материала с пневмозолотником соединены с блоком управления, привод управления соединен с одним из пневмозолотников, подвижные обрабатывающие инструменты выполнены в виде пуансона, закрепленного на другой траверсе, по
лого корпуса, установленного в отверстиях траверсы и неподвижного обрабатывающего инструмента с возможностью перемеп1ения в вертикальном направлении, плунжера с клиновыми скосами в средней части, установленного в полости корпуса с возможностью перемещения в вертикальном направлении, пружины, установленной в корпусе под плунжером, и щариков, смонтированных в верхней и нижней частях корпуса с возможностью взаимодействия с клиновыми скосами и с кольцевыми канавками, а другой пневмозолотник соединен с полостью корпуса над плунжером.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| Устройство управления установкой контроля и вырубки плоских мембран | 1985 |
|
SU1274923A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство прерывистой подачи материала в машине для вырубки | 1989 |
|
SU1680572A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Пресс для формования керамических изделий | 1976 |
|
SU682374A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Устройство для изготовления диафрагмы галетного элемента | 1976 |
|
SU574792A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для обработки листового материала. Цель изобретения - расширение технологических возможностей путем оптимального раскроя материала. Устройство содержит стол, датчики для определения дефектов листа, соединенные через блок управления с двумя пневмозолотниками, привод, соединенный через передаточный механизм с кареткой, и две траверсы, связанные с двумя преобразующими механизмами. Один из преобразующих механизмов связан с приводом и через управляемую муфту с приводом управления - с другим преобразующим механизмом. Привод управления соединен с одним из пневмозолотников. На одной траверсе закреплен пуансон, а на другой траверсе и в матрице выполнены отверстия с кольцевыми канавками. В отверстиях установлен корпус, в полости которого смонтирован плунжер с клиновыми скосами. Под плунжером установлена пружина, а другой пневмозолотник соединен с полостью корпуса над плунжером. В нижней и верхней частях корпуса установлены шарики, взаимодействующие с кольцевыми канавками и с клиновыми скосами. 2 ил.
Г И
22
/ 36
16
15
Фа8.1
32
J3
//
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
