Изобретение относится к станкостроению, в частности к станкам для нарезания резьбы в деталях при многосторонней обработке.
Целью изобретения является расти- рение функциональных возможностей и повышение надежности работы металлорежущего станка путем обеспечения на нем многосторонней обработки деталей.
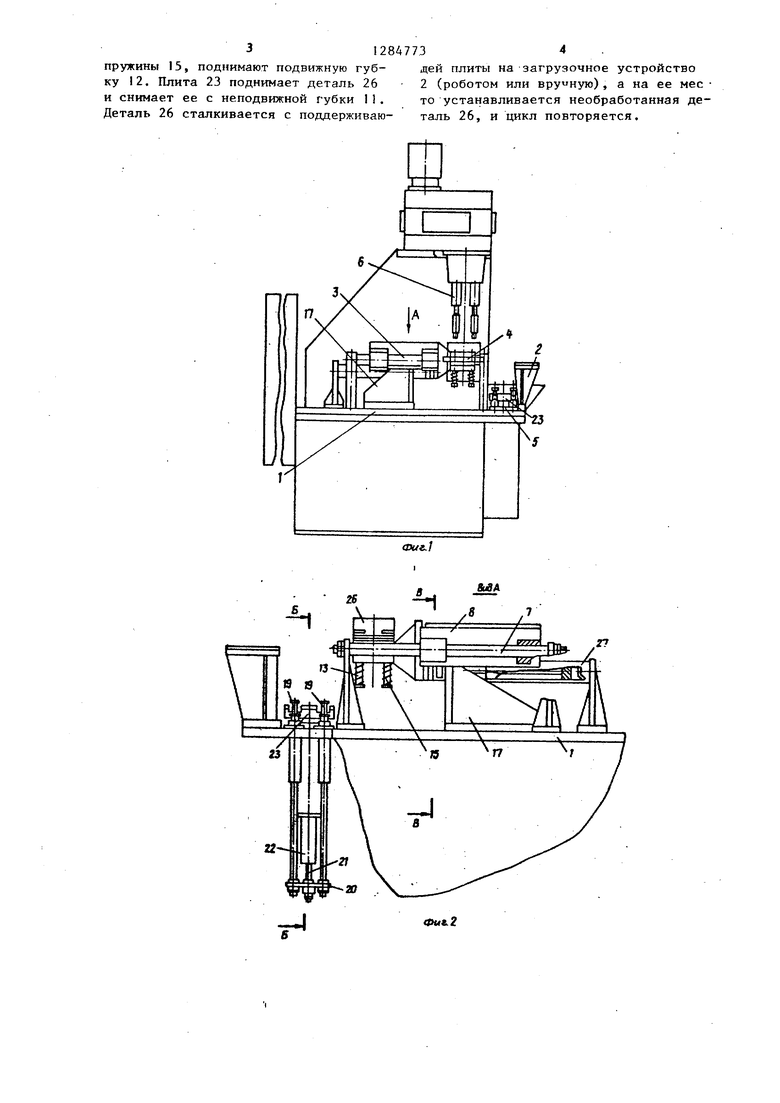
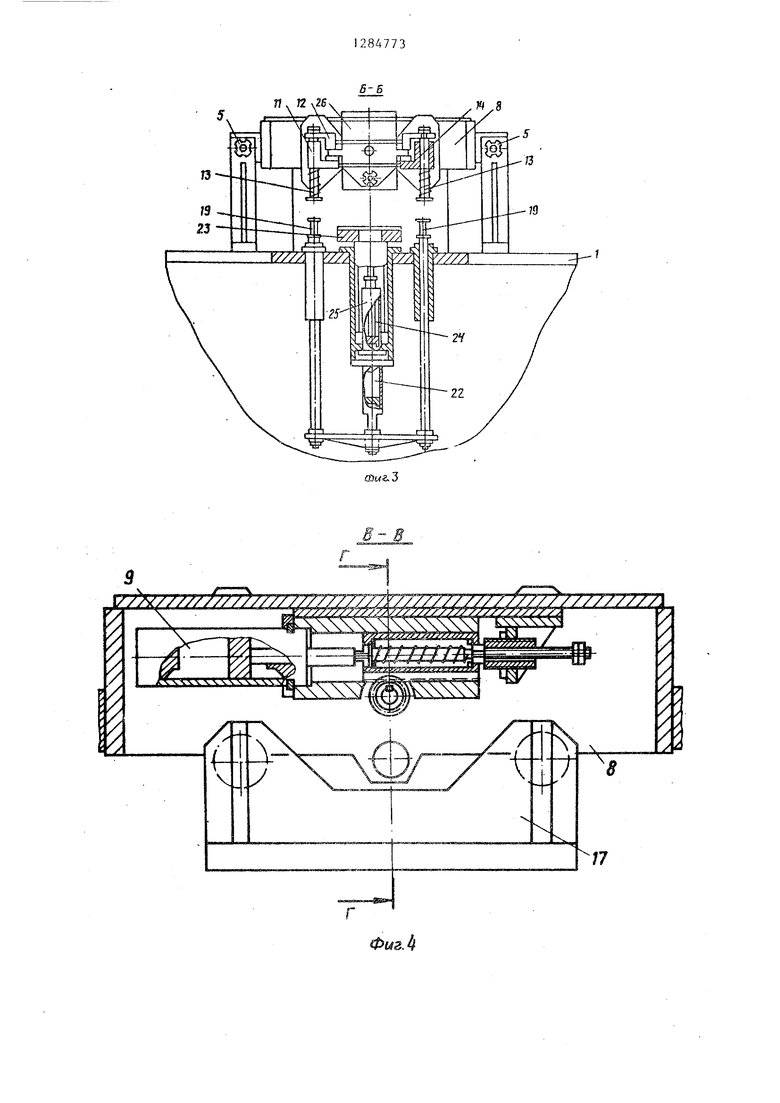
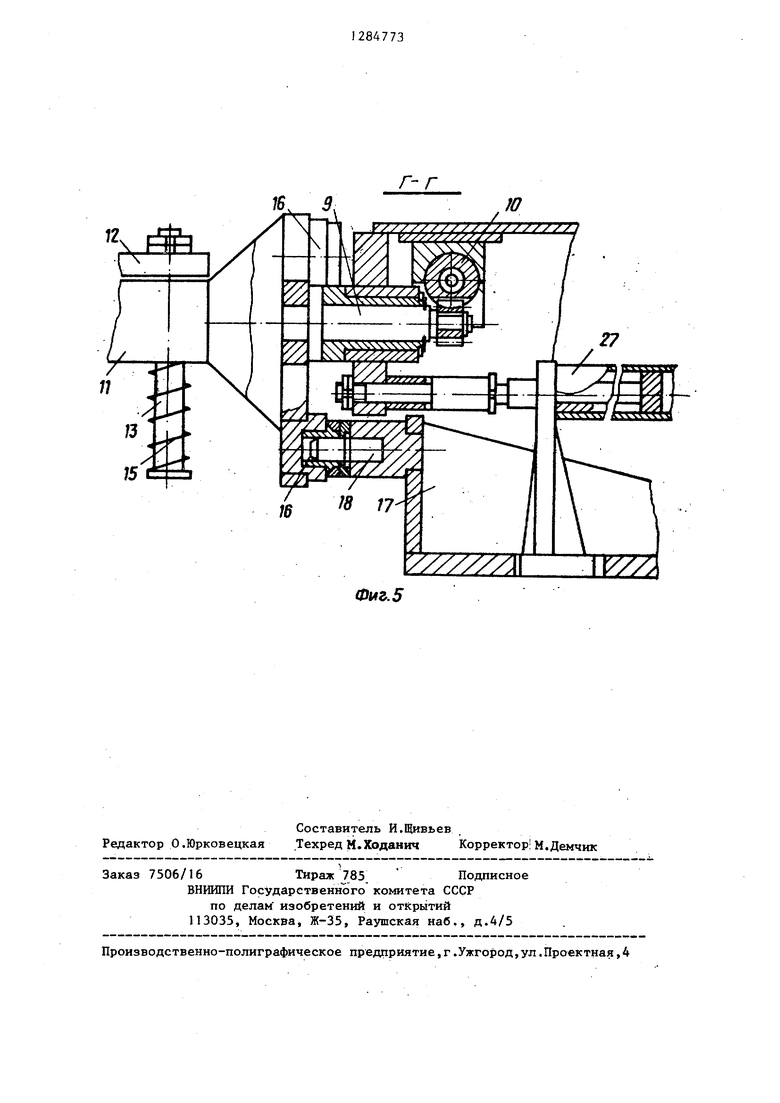
На фиг. изображен станок, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-В на фиг.2; на фиг,4 - сечение В-В на фиг.2;на фиг ,5 сечение Г-Г на фиг,4.
Металлорежущий станок содержит станину 1 с установленными на ней устройством 2 з агрузки, кантователем 3 с захватом 4 и смонтированным между кантователем 3 и устройством 2 за грузки механизмом 5 разжима захвата 4 кантователя 3,
На станине 1 смонтированы также инструментальные головки 6.
Кантователь 3 выполнен в виде за- крепленных на станине 1 горизонтальных направляющ 1х 7 с перемещаемой по ним кареткой 8, несущей параллельно плоскости станины 1 вал 9. Один конец вала 9 соединен с приводом 10 его поворота, а на другом конце смонтирован захват 4, вьтолненный в виде двух губок. Одна губка 11 неподвижно закреплена на валу 9, а другая губка 12 вьтолнена подвижной относи- тельно губки 1. На губке 12 закреплены пальцы 13, проходящие через отверстия 14, вьтолненные в губке 11 Посредством пружины 15 губка 12 прижимается к губке 11. На последней выполнены отверстия 16 на боковой ее стороне, а на кронштейне 17, закрепленном на горизонтальной плоскости станины 1, смонтирован палец 18, посредством которого захват 4 фиксиру- ется от проворота во время работы инструментальных головок 6.
Механизм 5 разжима захвата 4 кантователя 3 состоит из вертикально ПО вижных штанг 19, входящих во взаимодействие с подпружиненными пружинами 15 относительно неподвижной губки 11 пальцами 13 подвижной губки 12, Штанги 19 соединены между собой план кой 20, смонтированной на штоке 21 гидроцилиндра 22. Между щтангами 19 смонтирована плита 23, установленная на штоке 24 гидроцилиндра 25.
Металлорежущий станок работает следующим образом.
Деталь 26, -каретка В с кантователем 3 и захватом 4 гидроцилиндром 27 перемещаются к загрузочному устройству 2.
Гидроцилиндром. 22 поднимаются штанги 19, которые воздействуют на торцы пальцев 13, сжимают пружины 15 и поднимают подвижную губку 12. Плита 23. поднимается гидроцилиндром 25 (фиг.З) Деталь 26 подается с загрузочного устройства 2 на плиту 23 и устанавливается на нее своим нижним торцом таким образом, что фланец детали оказывается между губками II и 12. После этого плита 23 опускается гидроцилинд ром 25, а деталь 26 ложится на неподвижную губку 1J и базирующие элементы. При ходе вниз штанг 19 освобождаются пруншны 15, которые через направляющие пальцы 13 подвижными губками 12 зажимают деталь 26.
Установленная и закрепленная деталь 26 в захвате 4 с кантователем 3 перемещается кареткой 8 вдол1ь горизонтальных направляющих 7 гидроцилиндром 27 в зону обработки до упора с совмещением отверстий 16 губки 11 с пальцами 18 кронштейна 17.-После этого инструментальные головки 6 производят обработку детали 26.
После обработки одной стороны детали 26 каретка 8 выносит ее из рабочей зоны станка к загрузочному устройству 2. -При этом губка 11 разъединяется с кронштейном 17, выходя из соединения своими отверстиями 16 с пальцами 18.
Каретка В, придя в крайнее переднее положение, останавливается, а захват 4с деталью 26, зафиксированной губками 11 и 12, поворачивается на нужный угол на валу 9 приводом 10. По окончании поворота захвата 4 каретка 8 с деталью 26 вновь подается в рабочую зону и фиксируется, как и в первом случае.
Производятся обработка второй стороны детали 26 и возврат ее кареткой 8 к загрузочному устройству 2. Количество поворотов детали 26 зависит от числа обрабатываемых сторон.
По окончании обработки деталь 26, зажатая в захвате 4j выносится кареткой 8 к загрузочному устройству и переворачивается в исходное положение, щтанги 19 поднимаются и, сжимая
мес
312847734
пружины 15, поднимают подвижную губ- дей плиты на загрузочное устройство ку 12. Плита 23 поднимает деталь 26 2 (роботом или вручную), а на ее не и снимает ее с неподвижной губки 11. то устанавливается необработанная де Деталь 26 сталкивается с поддерживаю- таль 26, и цикл повторяется.
мес
во не де 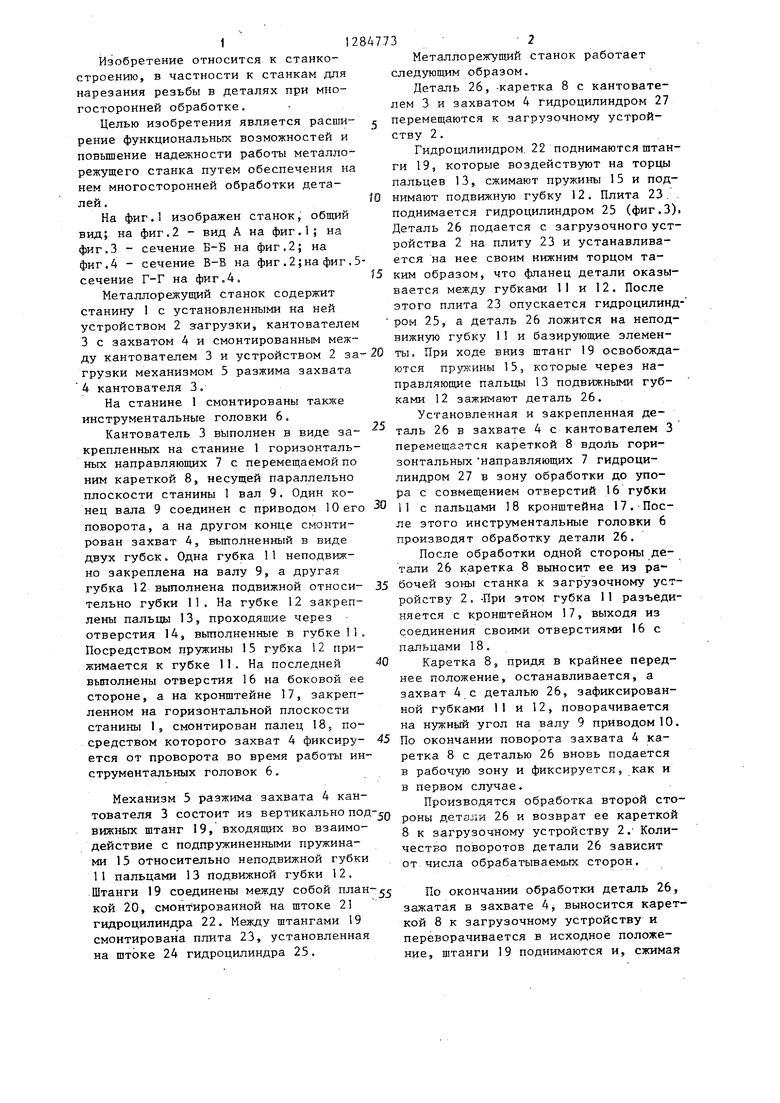
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Станок для зенкерования наклонноРАСпОлОжЕННыХ ОТВЕРСТий | 1979 |
|
SU829350A1 |
| Агрегатный станок | 1985 |
|
SU1283050A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Многоцелевой металлорежущий станок | 1982 |
|
SU1060399A1 |
| Торцеобрабатывающий автомат | 1981 |
|
SU986713A2 |
| Устройство для кантования обрабатываемых деталей на конвейере | 1987 |
|
SU1537623A1 |
МА
ТЗ
17
ФыгЛ
12
/5
ю
У//////
Фиг. 5
| Конусная дробилка | 1981 |
|
SU982788A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
