25
112849
Изобретение относится к средствам втоматизации процессов отделения истовых деталей от стопы и может спользоваться в швейной, текстильной и трикотажной промьшзленности,
Целью изобретения является повышение надежности за счет исключения захвата двух и более деталей.
Способ заключается в удержании с помощью вакуума пачки деталей на О основании, механическом захвАте верхней детали с последующим ее поднятием над пачкой. В момент подъема верхней детали на поверхность после- дующей детали в местах механического -5 захвата воздействуют сжатым воздухом в направлении, перпендикулярном поверхности детали.
Способ основан на обеспечении условий, при которых сила сцеяления 20 между отделяемой деталью и второй деталью в пачке оказывается меньше силы сцепления между второй и третьей деталями пачки. Это достигается увеличение сил межслоевого сцепления между деталями за счет удержания пачки на основании с помощью вакуума, а также тем, что воздух, подаваемый в полости цанговых зажимов, проходит сквозь отделяемую деталь за счет ее воздухопроницаемости, и в зазоре между отделяемой и второй деталью в пачке вакуум .нейтрализуется и даже образуется воздушная подушка, сводящая к минимуму силу 35 сцепления между отделяемой и второй деталями пачки. Цанговые зажимы при этом обеспечивают усилие захвата, значительно превышающее силу действия сжатого воздуха на отделяемую деталь. Кроме того, вакуум .надежно удерживает пачку, исключая ее сме- й(ение во время отделения верхней детали. Все зто приводит к повьшшиию надежности поштучного отделения деталей от пачки.
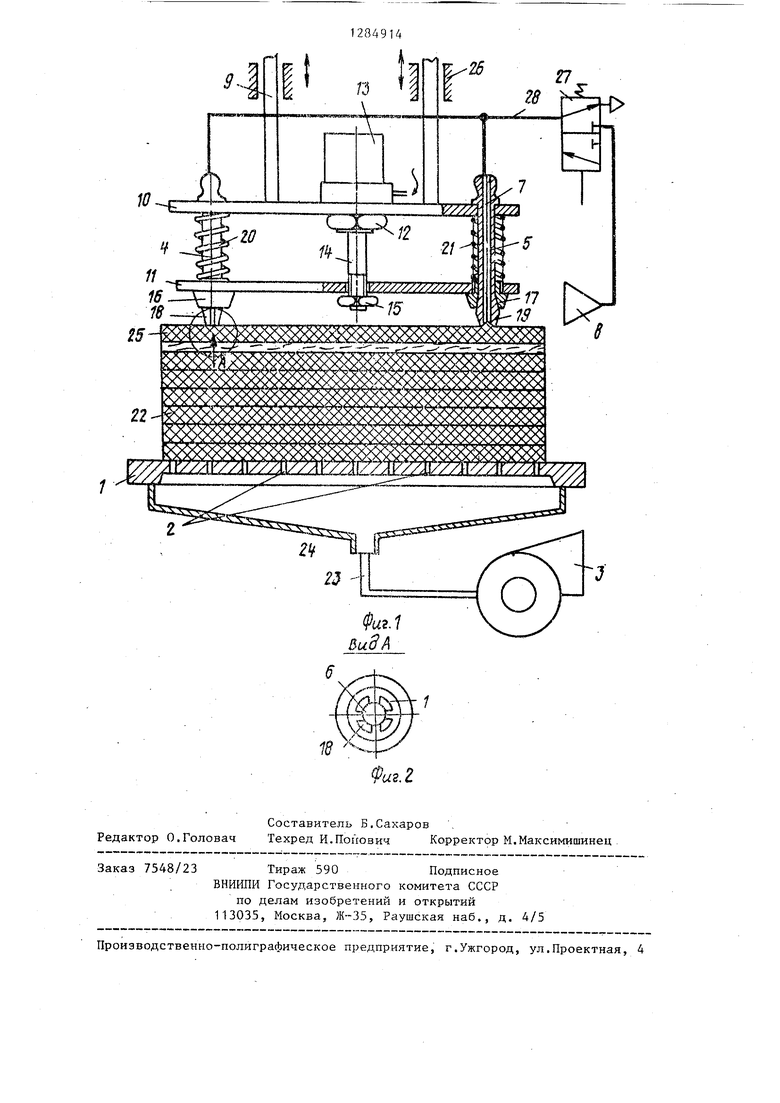
На фиг.1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство содержит полое основание 1 с отверстиями 2, полость которого соединена с источником 3 вакуума, цанговые зажимы 4 и 5 с приводом возвратно-поступательного движения в направлении, перпендикулярном поверхности основания. В цанговых зажимах выполнены сквозные осевые отверстия 6 Ио 7, подключеннные к источнику 8 сжатого воздуха.
30
40
. 45
50
55
25
2849
О -5
2035
30
40
45
50
55
42
Захватное средство содержит оси 9 и верхнюю 10 и нилснюю 11 опорные пластины. Цанговые зажимы 4 и 5 прикреплены к верхней пластине. На верхней пластине 10 с помощью гайки 12 смонтирован пневмоцилиндр 13. Шток 14 пневмоцилиндра 13 входит в отверстие в нижней пластине 11 и закрепляется гайкой 15, к нижней пластине 11 прикреплены также стягивающие втулки 16 и 17, в которые проходят расходящиеся концы 18 и 19 цанговых зажимов. Между верхней 10 и нижней 11 пластинами установлены пружины 20 и 21.
Отделение деталей от пачки осу- ц ествляется следующим образом.
Пачку 22 деталей располагают на основании 1 и включают источник 3 вакуума, который через трубопровод 23, короб 24 и отверстия 2 отсасывает воздух из-под пачки деталей. Под действием вакуума пачка 22 деталей несколько уменьшается по высоте.
На верхнюю деталь 25 пачки опускают по направляющим 26 с помощью осей 9 захватное средство. Во время опускания в полость пневмоцилиндра 13 подается сжатый воздух. Это вызывает втягивание штока 14 и перемещение нижней пластины 11 за счет наличия гайки 15 к верхней пластине 10, на которой закреплегг пневмоцилиндр 13 гайкой 12. При этом стягивающие втулки 16 и 17 освобождают расходящиеся концы 18 и 19 цанговых зажимов, а пружины 20 и 21 сжимаются.
После того, как расходящиеся концы 18 и 19 цанговых зажимов 4 и 5 коснутся верхней детали 25 пачки, в полость пневмоцилиндра 13 перестает подаваться воздух. При этом пружины 20 и 21 разжимаются, что вызывает перемещение стягивающих втулок 16 и 17 и закрывание расходящихся концов 18 и 19 цанговых 4 и 5. Последние захватывают образовавшуюся во время сжатия концов 18 и 19 складку на детали 23, а также ворс на ее поверхности.
После захвата верхней детали 25 захватное средство начинает подниматься по направляющим 26. Одновременно с этим переключается пневмо- клапан 27, что вызывает подачу сжатого воздуха от источников 8 по трубопроводу 28 к отверстиям 6 и 7 цанговых зажимов 4 и 5. ПОСКОЛЬКУ в
этот момент расходящиеся концы 18 и 19 уже сжаты, воздух устремляется сквозь деталь 25 наружу. За счет воздухопроницаемости текстильной детали сжатый воздух попадает в полост между верхней деталью 2.5 и второй деталью в пачке. Вторая и последующие детали пачки удерживаются вакуумом, а в полости между отделяембй и второй деталями образуется воздушная подушка, которая сводит к минимуму силу сцепления между отделяемой и второй деталями пачки. Деталь 25 легко отделяется и поднимается вместе с захватным средством. После этого пневмоклапан 27 отключает подачу сжатого воздуха.
Для снятия детали достаточно разжать концы 18 и 19 цанговых зажимов 4 и 5 за счет подачи воздуха в по- ,
13, что вызывае и стягивающих
лость пневмоцилиндра смещение пластины 11 втулок 16 и 17.
Степень сжатия и расхождения концов 18 и 19 регулируется гайкой 15.
В устройстве может содержаться от одного до десяти цанговых зажимов в зависимости от размеров и формы отделяемых деталей.
Применение предлагаемого способа и устройства для его осуществления обеспечивает существенное повьшение надежности отделения деталей, исключая захват следующих деталей пачки. Цанговые зажимы могут работать с шить1284914 .
роким набором тканей от пальтовых до тканей типа болонья. Йри этом повреждения поверхности деталей не наблюдается.
Формула изобретения
1. Способ поштучного отделения текст11льных деталей от пачки, заключающийся в удержании с помощью вакуума пачки-деталей на основании, в механическом захвате верхней детали с последующим ее поднятием над пачкой, отличающийся тем, что, с целью повьшения надежности путем исключения возможности захвата двух и более деталей, в момент подъема верхней детали на поверхность последующей детали в местах механического захвата воздействуют сжатым воздухом в направлении, перпендикулярном поверхности детали.
2. Устройство для поштучного отделения текстильных деталей от пачки, содержащее полое основание с отверстием, полость которого соединена с источником вакуума и цанговые зажимы с приводом возвратно-поступательного движения в направлении, перпендикулярном поверхности основания, отличающееся тем, что оно снабжено источником сжатого воздуха, а цанговые зажимы имеют сквозные осевые отверстия, подключенные
к источнику сжатого воздуха.
w
-E
Фиг.1 Вид A
Составитель Б.Сахаров .
Редактор 0.Головач Техред И.Пойович Корректор М.Максимишинец
Заказ 7548/23 Тираж 590Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фаз. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Устройство для отделения плоских воздухопроницаемых деталей от пачки | 1988 |
|
SU1509322A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1142376A1 |
| Устройство для поштучного отделения плоских заготовок от стопы | 1988 |
|
SU1569062A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОШТУЧНОГО ОТДЕЛЕНИЯ ОТ ПАЧКИ ЛИСТОВЫХ НОСИТЕЛЕЙ ИНФОРМАЦИИ | 1999 |
|
RU2221735C2 |
| Устройство для разборки полых цилиндрических изделий | 1990 |
|
SU1794835A1 |
| Вакуумный захватный орган | 1985 |
|
SU1294434A1 |
| Устройство для захвата плоских мягких изделий | 1988 |
|
SU1574522A1 |
| Устройство для отделения деталей швейных изделий от пачки | 1972 |
|
SU441226A1 |
| Устройство для поштучной подачи стаканчиков | 1977 |
|
SU683953A1 |
Изобретение относится к легкой промьшшенности и позволит повысить надежность отделения детали от пачки. Пачку деталей располагают на основании, на верхнюю деталь пачки опуска- ют цанговые зажимы, захватывают верхнюю деталь за край или по всей плоскости и Поднимают над пачкой. Пачку деталей удерживают на основании вакуумом. В момент отделения верхней де- тали в полости цанговых зажимов подают сжатый воздух, направляемый на отделяемую деталь. 2 с.п. ф-лы, 2 ил. i (О С to 00 4 Ф
| Устройство для измерения температуры нагрева обмоток электрических машин | 1958 |
|
SU117421A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
