Изобретение относится к области автоматической укладки плоских заготовок в стопу и может быть использовано при съеме с конвейера и укладке в стопу заготовок печатных плат.
Цель изобретения - повышение надежности устройства путем исключения повреждения заготовок.
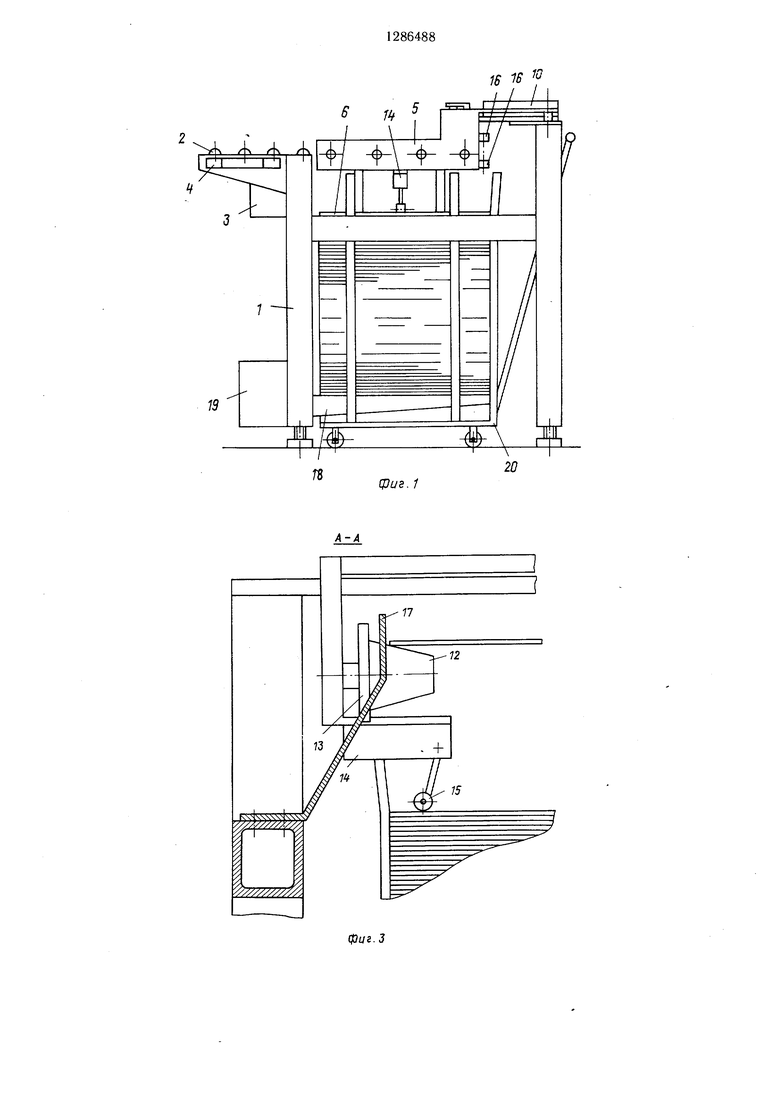
На фиг. 1 изображен,о устройство для приема плоских заготовок на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - устройство для приема плоских заготовок, вид сверху при раздвинутых рычагах; на фиг. 5 - разрез Б-Б на фиг. 4.
Устройство для приема плоских заготовок содержит корпус 1, несущий транспортер 2, привод транспортера 3, систему 4 управления и механизм 5 формирования стопы 6, который имеет рычаги 7 и 8, установленные на оси 9, связанной с линейным электродвигателем 10. На рычагах 7 и 8 выполнен паз 11 и закреплены с возможностью вращения конические ролики 12 с ребордами 13. На рычаге 7 закреплен датчик 14 уровня плат в стопе 6, контактирующий с верхней платой в стопе посредством ролика 15. На рычаге 8 установлен фотодатчик 16 наличия плат на конических роликах 12, связанный с линейным электродвигателем 10, кроме того, с обеих сторон на корпусе 1 имеются неподвижные упоры 17, расстояние между которыми на 1-2 мм больше щирины плат. На корпусе 1 со стороны транспортера 2 смонтирован стол 18с приводом 19, а с противоположной стороны устанавливается транспортная тележка 20.
Устройство для приема плоских заготовок работает следующим образом.
Плата с конвейера (не показан) попадает на транспортер 2, ролики которого вращаясь от привода 3, подают ее на конические ролики 12. В момент, когда плата полностью устанавливается на конических роликах 12, фотодатчик 16 дает сигнал линейному электродвигателю 10, который осью 9,
25 щий
перемещающейся в пазу II, раздвигает рычаги 7 и 8. Плата, удерживаемая от смещения в сторону движением рычагов 7 и 8 и упорами 17, ложится сначала одним, а затем другим краем на стол 18. После чего элек5 тродвигатель 10 совершает обратный ход и рычаги 7 и 8 устанавливаются в исходное положение. Ролик 15 датчика 14 уровня плат в стопе 6 контактирует С верхней платой в стопе и, если уровень плат поднялся выще
0 требуемого, датчик 15 дает сигнал приводу 19, который опускает стол 18 со стопой плат до тех пор, пока датчик 14 не даст сигнал на остановку перемещения стола 18. Затем цикл повторяется. Когда стопа плат сформирована полностью, оператор отводит тележку
)5 20 и ставит взамен пустую.
Формула изобретения
25 щий
20
1.Устройство для приема плоских заготовок, содержащее смонтированные в корпусе несущий транспортер с приводом, механизм формирования стопы, включаю- щт смонтированные в корпусе на осях рычаги с размещенными на них роликами и привод их поворота вокруг осей, включаюподвижный щток, отличающееся тем, что, с целью повышения надежности устройства путем исключения повреждения заготовок, на рычйгах выполнены продольные пазы, привод поворота рычагов установлен между их осями, а щток привода снаб30 жен пальцем, установленным в пазах рычагов, при этом механизм формирования стопы содержит датчик уровня заготовок в стопе, закрепленный на одном из рычагов с возможностью контактирования с верхней заготовкой и датчик наличия заготовки на
35 роликах рычагов, связанный с приводом поворота рычагов.
2.Устройство по п. 1, отличающееся тем, что привод поворота рычагов выполнен в виде линейного электродвигателя.
JQ 3. Устройство по пп. 1 и 2, отличающееся тем, что ролики выполнены коническими и имеют реборды у оснований.
7t
EH
19
Hfb
/8
20
фиг. 1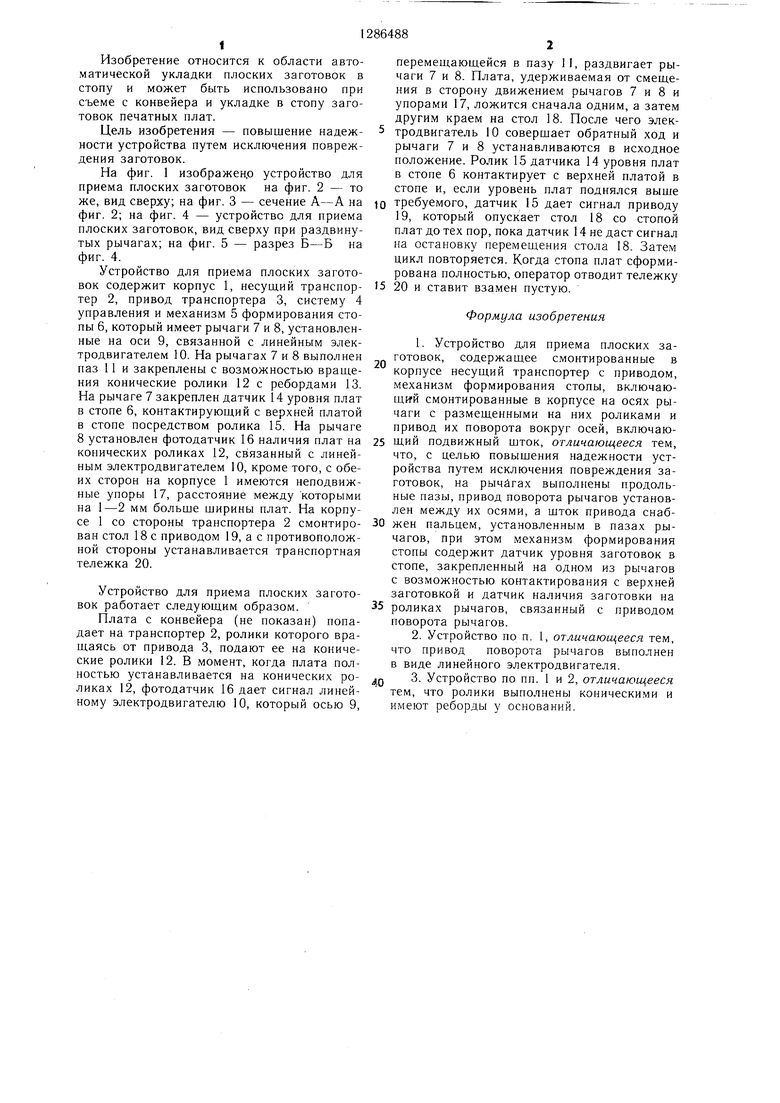
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для укладки листового материала | 1987 |
|
SU1505870A1 |
| Устройство для разбора стопы листового материала | 1983 |
|
SU1154190A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| Устройство для поштучной подачи мешочных заготовок к технологическому агрегату | 1987 |
|
SU1557037A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для перегрузки плоских изделий | 1987 |
|
SU1537625A1 |
| Автоматическая линия для струйной химической и электролитической обработки | 1985 |
|
SU1320265A1 |
| Устройство для поштучной подачи прямоугольных заготовок | 1980 |
|
SU910519A2 |
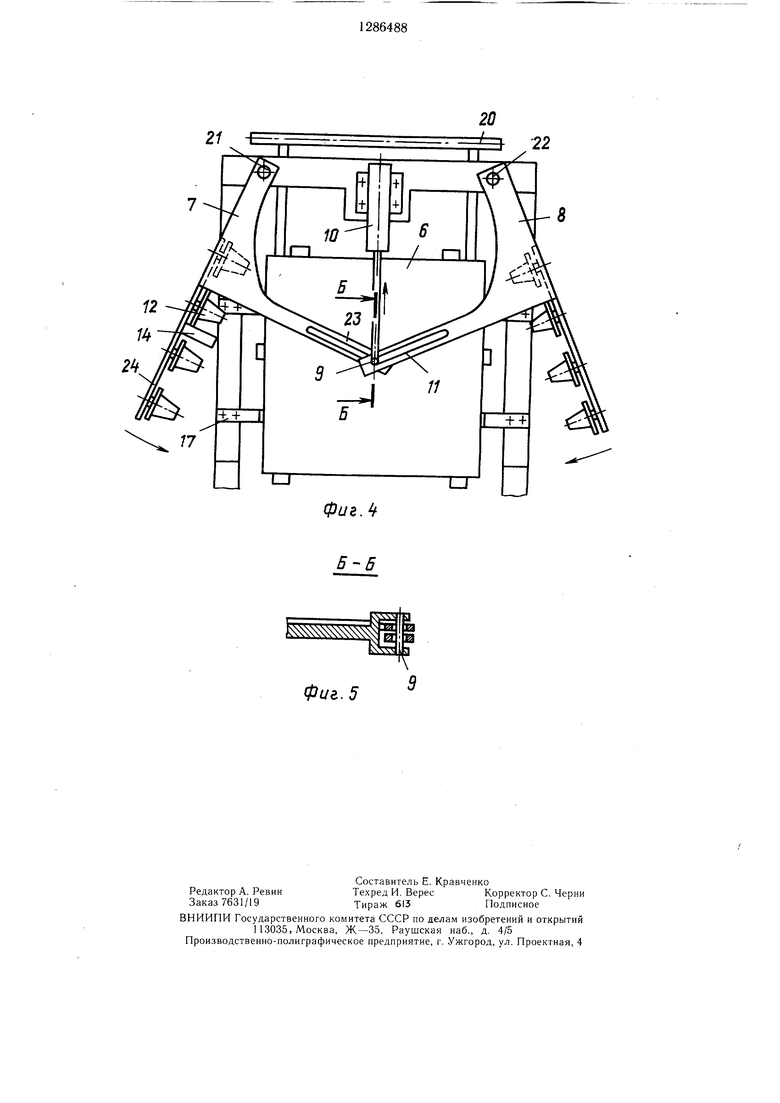
Изобретение относится к области ав- том:атической укладки плоских заготовок в стопу и позволит повысить надежность устройства. Заготовка с конвейера попадает на транспортер, ролики которого подают ее на конические ролики. При установке заготовки на конических роликах 12 фотодатчик дает сигнал линейному электродвигателю 10, который осью 9, перемещающейся в пазу 11, раздвигает рычаги 7 и 8. Заготовка ложится сначала одним, а затем другим краем на стол. Рычаги устанавливаются в исходное положение. При уровне заготовок в стопе выше требуемого датчик дает сигнал приводу, который опускает стол. 2 з.п. ф-лы, 5 ил. ел IsD СХ О5 4: 00 00 Фиг.г
21
гт;.х
22
фиг. Ч
} $$$$$$ $$А
й
фаг. 5
| Патент Великобритании № 1171360, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
