Изобретение относится к производству изделий сборного бетона и железобетона. Цель изобретения - снижение трудоемкости заправки проволоки и повышение производительности труда.
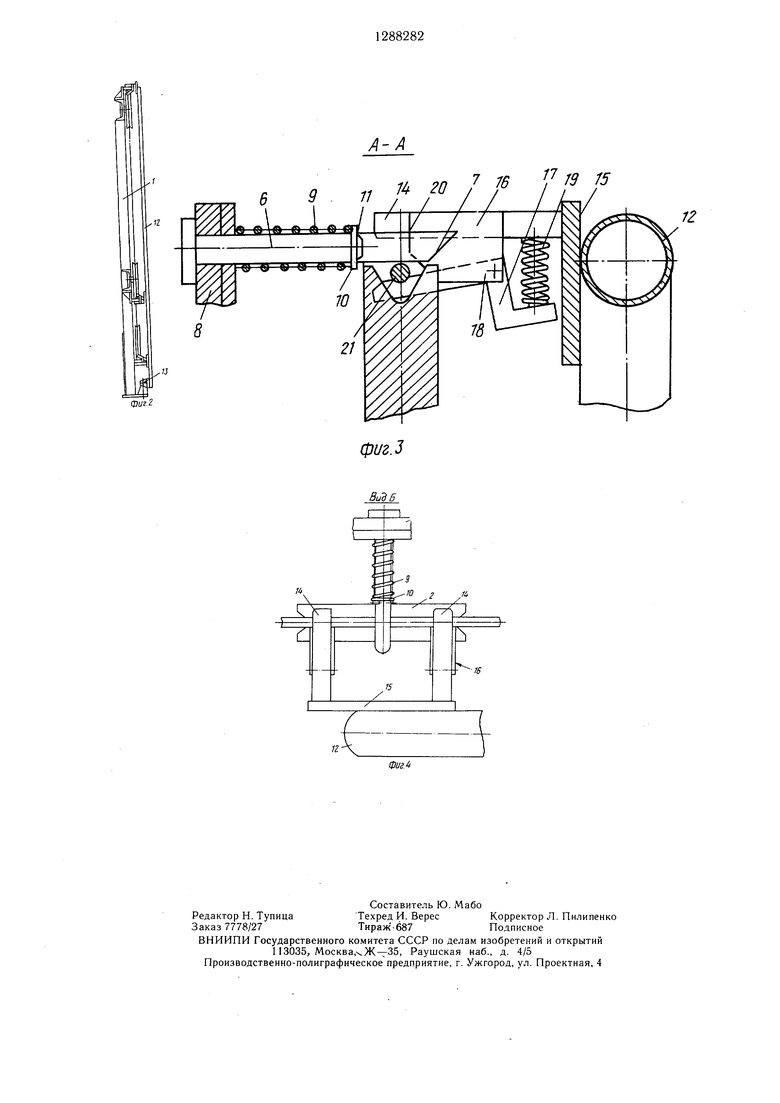
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид Б на фиг. 1.
Устройство содержит раму 1, блоки 2 верх- него и 3 нижнего ярусов, вращающихся на неподвижных консольно закрепленных осях, блок 4, вращающийся на подвижной кон- сольно закрепленной оси, соединенной с грузом 5 натяжения проволоки, фиксаторы проволоки на блоках, каждый из которых содержит стержень б, выполненный со скосом 7 на конце и закрепленный подвижно в направляющей 8, пружину 9, щайбу 10 и шплинт 11, ограничивающий растяжение пружины 9. Устройство также включает щаблон, содержащий подвижную раму 12, вращающуюся на оси 13 и несущую захваты проволоки, каждый из которых включает консоли 14, прикрепленные концами к косынке 15, щеки 16, рычаг 17, вращающийся на оси 18, закрепленной в щеках 16, пружину 19, удерживающую один из концов рычага 17. Причем передние грани 20 щек 16 являются упорами для проволоки 21 в окрестности каждого из блоков 2-4.
Устройство работает следующим образом, Для заправки проволоки в устройство для натяжения арматурной проволоки в процессе навивки каркасов подвижную раму 12 переводят в горизонтальное положение вращая ее вокруг оси 13 вручную или при помощи специального привода. Затем отма- тывают из бухты участок проволоки необходимой длины и заправляют ее во все захваты проволоки, установленные на подвижной раме 12. Для этого поворачивают поочередно рычаги 17 вокруг осей 18, вводят проволоку 21 в щель между консолями 14 и концами рычагов 17 до граней 20 и отпускают рычаги, в результате чего проволока оказывается зажатой между консолями 14, рычагами 17 и гранью 20 и, следовательно, ее очертание оказывается близким к тому, которое имеет место на блоках 2-4 устройства.
После этого подвижную раму 12 переводят в вертикальное положение, в результа
., 0
п 5 , 0
5
те чего проволока ложится в канавки блоков 2-4 устройства. Происходит это следующим образом. Проволока 21, зажатая между консолью 14, рычагом 17 и гранью 20 каждого захвата проволоки, при переводе подвижной рамы 12 в вертикальное положение давит на скос 7 стержня 6, который при этом перемещается вдоль его оси и открывает доступ проволоки на канавку каждого из блоков. После того, как проволока ляжет в канавку блока, стержень 6 под действием давления пружины 9 через посредство щайбы 10 и щплинта 11 перемещается в исходное положение и фиксирует проволоку на блоке, т.е. препятствует ее спаданию с блока. Таким образом проволока оказывается заправленной в устройство для натяжения арматурной проволоки при минимальных затратах рабочего времени.
При переходе, например, на другой диаметр арматурной проволоки вся подготовительная работа выполняется без отключения работы установки и после окончания предыдущей бухты проволоки новая бухта заправляется путем перевода рамы 12 в вертикальное положение, т.е. за несколько секунд рабочего времени.
Использование предлагаемого устройства позволяет трудоемкий процесс заправки проволоки в установку для навивки каркасов свести к нескольким секундам рабочего времени, поскольку подготовительная работа выполняется в период работы установки тем же оператором, что позволяет повысить производительность оборудования.
Формула изобретения
Устройство для натяжения арматурной проволоки в процессе навивки каркасов, включающее раму, вращающиеся на неподвижных и подвижной консольно закрепленных осях блоки и груз натяжения проволоки, отличающееся тем, что, с целью снижения трудоемкости заправки проволоки и повышения производительности труда, рама снабжена поворотным шаблоном с захватами для проволоки и подпружиненными стержнями со скощенными торцами, причем каждый подпружиненный стержень установлен напротив соответствующего захвата для проволоки.
6 9 . 71
Фиг2
/ 20 / J6 15 /. / / //
фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| Ротор станка для изготовления арматурных каркасов железобетонных труб | 1989 |
|
SU1706767A1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Устройство для навивки арматурного каната | 1981 |
|
SU994659A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| Устройство для выдачи намотанного материала | 2024 |
|
RU2831945C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
Изобретение относится к производству железобетона. Цель - снижение трудоемкости заправки проволоки и повышение производительности труда. Устройство для натяжения арматурной проволоки включает раму, подвижный 4 и неподвижные 2, 3 блоки, груз 5 натяжения. На раме смонтирован поворотный шаблон с захватами для проволоки и подпружиненными стержнями, имеюшими скошенные концы. Каждый подпружиненный стержень установлен напротив соответствующего захвата для проволоки. 4 ил. (Л to 00 оо ю 00 ISD
2Л
| Попов А | |||
| Н., Ционский А | |||
| Л., Хрипунов В | |||
| А | |||
| Производство железобетонных напорных виброгидропрессованных труб.-М.: Стройиздат, 1979, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ СПИРАЛЬНОЙ, | 0 |
|
SU319723A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
