Изобретение относится к металлообработке иможет быть использовано преимущественно для зачистки сварных швов емкостей закрытого типа с ограниченным доступом в рабочую зону
Целью изобретения является расширекие технологических возможностей устройства путем обеспечения бескопиной обработки внутренних криволинейных поверхностей крупногабаритных ем костей закрытого типа с торцовыми крьппками.
На фиг. 1 изображено предлагаемое устройство, фронтальная проекция; на фиг, 2 - вид А на,фиг.1; на фиг.3 шлифовальная головка предлагаемого устройства.
Устройство содержит основание 1, предназначенное для установки обрабатываемого изделия 2, неподвижной стойки 3, на которой размещена горизонтальная подвижная траверса 4, снабженная приводом подъема (не показан) , управляемого рукояткой 5. На траверсе 4, оснащенной рукояткой 6 для регулирования ее горизонтального перемещения, установлена подвижная вертикальная траверса 7 с шлифовальной головкой 8, состоящей из корпуса
9и коромысла 10. На шлифовальной го ловке 8 размещен механизм двойного
вращения, выполненный из привода вращения корпуса 9 относительно подвижной вертикальной траверсы 7, включающщего электродвигатель И, цепи 12 и 13, звездочки 14-16, и привода вращения коромысла 10 относительно корпуса 9, включающего пневмоцилиндр 17, цепь 18, звездочку 19, сдвоенную звездочку-шестерню 20, шестерню 21 и жестко закрепленную на коромысле 10 шестерню 22.
Установленный на вертикальной под вижной траверсе 7 привод вращения рабочего органа (не показан) шлифовальной головки состоит из электродвигателя 23, цепей 24-27 звездочек 28-35 и шестерен 36 и 37. Коромысло
10шлифовальной голйвки 8 оснащено роликами 38, поддерживающими рабочий орган.
Работает устройство следующим образом.
Предварительно устанавливают изделие 2 на основание 1 и затем шлифовальную головку 8 посредством рукоятки 5, приводящей в движение привод СТОЙКИ 3, через люк диаметром
500 мм опускают во внутреннюю часть обрабатываемого изделия 2. При помощи рукоятки 6, приводящей в движение привод горизонтальной подвижной траверсы 4, шлифовальная головка 8 подается до упорз. о приваренную торцовую крышку изделия 2. После этого шлифиовашьная головка 8 раскладывается (как показано на фиг.1), поддерживающие ролики 38 и рабочий орган, закрепленные на коромысле 10 шлифовальной головки 8 входят в контакт со сварным швом между торцовой крьш1кой и изделием 2, Включается привод двойного вращения шлифовальной головки 8, причем количество оборотов привода вращения корпуса 9 шлифовальной головки 8 относительно подвижной вертикальной траверсы 7 и количество оборотов привода вращения коромысла 10 относительно корпуса 9 шлифовальной головки 8 зависят от кривизны поверхности обрабатываемого изделия 2
Привод вращения коромысла 10 относительно корпуса 9 осуществляется посредством пневмоцилиндра 17, цепи 18, звездочек 19, сдвоенной звездочки-щестерни 20,шестерни 21 и жестко за крепленной на коромысле шестерни 22.
Привод вращения корпуса 9 шлифовальной головки 8 относите ггькс подвижной вертикальной траверсы 7 осуществляется посредством электродвигателя 11,цепей12,3 извездочек 14-16
Привод вращения инструмента осу -ществляется посредством электродвигателя 23, цепей 24-27, звездочек 28-35 и шестерен 36 и 37.
В зависимости от величины г;рипуска сварного шва шлифовальная головка 8 совершает необходимое количество оборотов, после чего отключается механизм двойного вращения. Шлифовальная головка 8 при помощи рукоятки 6 привода стойки 3 выводится из обработанного изделия 2 через люк и возвращается в исходное положение для обработки следующего изделия.
Применение предложенного устройства обеспечивает обработку швов на внутренних криволинейных поверхностях большой номенклатуры крупногабаритных изделий закрытого типа с ограниченным доступом в рабочую зону, позволяет механизировать и автоматизировать производственные процесы с ликвидацией тяжелого ручного труд
ВиЭ А
bte
фиг.2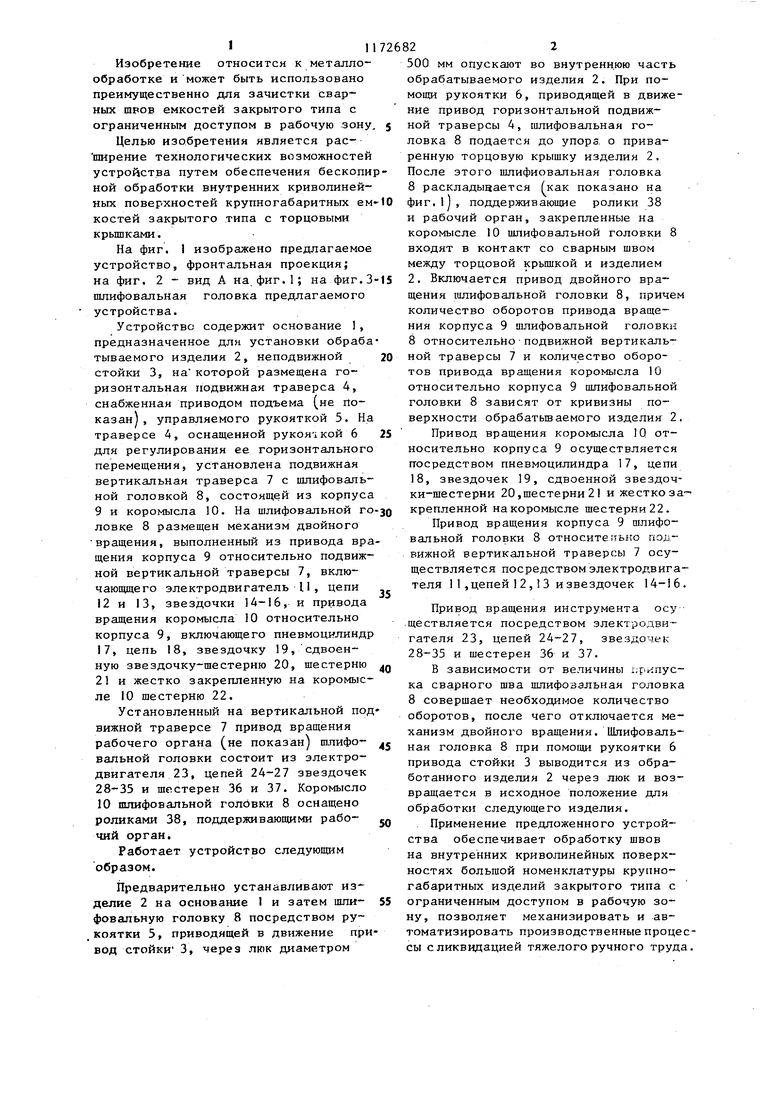
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| Устройство для автоматической сварки | 1956 |
|
SU114970A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
| Устройство для зачистки сварных швов цилиндрических изделий | 1986 |
|
SU1399088A1 |
| Стенд для исследования механизма копирования криволинейного контура деталей мебели при шлифовании | 1985 |
|
SU1292997A1 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Устройство для обработки швов цилиндрических изделий | 1986 |
|
SU1437193A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |


УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНЫХ ШВОВ, на основании которого смонтирована стойка, несущая горизонтальную и вертикальную траверсы с размещенной в корпусе шлифовальной головкой и вращающимся коромыслом, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения бескопирной обработки- внутренних криволинейных поверхностей крупногабаритных емкостей закрытого типа с торцовыми крышками, корпус шлифовальной головки смонтирован с возможностью вращения относительно вертикальной травер сы и кинематически связан с вертикальной и горизонтальной траверсами посредством введенного в устройство механизма двойного вращения. СО
| Манипулятор для зачистки наружных поверхностей отливок | 1981 |
|
SU997977A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
