11
Изобретение относится к машиностроению и может быть использовано в системах управления станками для глубокого сверления.
Целью изобретения является повышение производительности станка.
Поставленная цель достигается тем что позиционирование инструмента осуществляется во время быстрого подвода рабочего, органа с инструмен- том обрабатываемо детали.
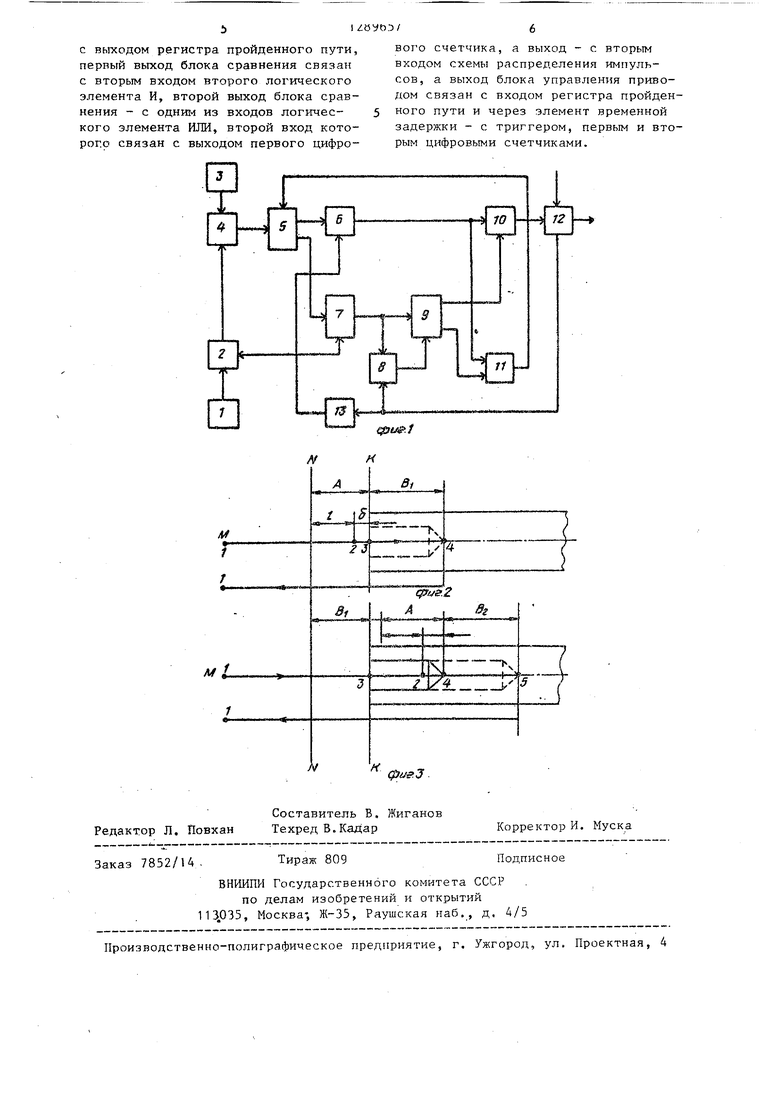
На фиг. 1 изображена схема устройства; на фиг. 2 и 3 - схемы, поясняющие последовательность управления станком.
Устройство содержит датчик I положения инструмента, триггер 2, датчик 3 положения рабочего органа, логический элемент И 4, схему 5 распределения импульсов, цифровые счетчики 6 и 7, регистр 8 пройденного пути, схему 9 сравнения, второй логический .элемент И 10, логический элемент ИЛИ 11, блок 12 управления приводом и элемент 13 временной задержки сигна- ла - Прерьщание обработки. Управление станком осуществляется в следующей последовательности. Пусть в исходном положении (поз.Т) вершина инструмента М находится на неопреде- ленном расстоянии от плоскости КК обрабатываемой детали. Рабочий орган с инструментом начинает на быстром ходу перемещаться в направлении поверхности NN датчика положения ин- струмента. При достижении вершиной инструмента поверхности NN датчик срабатьшает и его сигнал служит началом отсчета величины Л (расстояние между поверхностями Ш и КК). На расстоянии Е от поверхности NN (поз.2) происходит изменение скорости движения рабочего органа с инструментом ( Е А-(5, где 5 - расстояние учитывающее инерционность рабочего органа), т.е. переход с быстрой подачи инструмента на рабочую (медленную). При достижении инструментом поз.3 начинается отсчет величины В (длина рабочего прохода), заканчи- |вающийся при прерывании обработки (поз.4), после чего рабочий орган с инструментом отводится в исходное положение (поз. 1). После смены инструмента быстрое перемещение его к обрабатьгеаемой детали производится теперь уже на расстоянии от поверхности NN, равном сумме В +f, где В 1 - предыдущего рабочего
72
прохода, поз. 2, где протк-.хол.ит пе- рек.гточение скорости перемещения на рабочую. При достижении вершиной инструмента поз. 4 (величина общего перемеп1ения от поверхности равна В + А) начинается, отсчет величи1 ы В (длина второго рабочего прохода), который продолжается до прерывания обработки (поз. 5).
Устройство работает следующим образом.
Перед началом обработки рабочий орган с инструментом совершает быстрое перемещение в направлении обрабатываемой детали, проходя через воспринимающую поверхность датчика 1 положения инструмента ( фиг.1). При взаимодействии вершины инструмента с воспринимаюи;ей поверхностью датчика 1 положения инструмента сигнал с его выхода переводит триггер 2 в единичное состояние.
Единичный выход триггера открывает логичес;,ий элемент И 4 по - одному из входов. Па второй вход логического элемента 4 с выхода датчика 3 положения рабочего органа непрерывно поступают импульсы, число , которых пропорционально величине перемещения рабочего органа. После открывания логического элемента 4 импульсы с датчика 3 поступают на вход схемы 5 распределения импульсов, которая пропускает импульсы на вычитающий вход счетчика 6, содержимое, которого в исходном состоянии соответствует расстоянию между поверхностью HN датчика и поверхностью КК заготовки (величина А). После обработки рабочим органом величины перемещения Е А-& сигнал с выхода счетчика 6, через логический элемент И 10, открытый в исходном состоянии ..сигналом с выхода Равно схемы 9 сравнения, поступает на вход блока 12 управления приводом, в результате чего, происходит переключение скорости перемещения рабочего органа на рабочую подачу. При достижении вершины .инструмента поверхности заготов- .ки, что соответствует перемещению ра- бочего органа на расстояние А, содержимое счетчика 6 становится равным нулю и сигнал с его выхода через элемент Ш1И- 1 переводит схему 5 распределения импульсов в режим передачи импульсов на вход счетчика 7, т.е. Т1ачинается отсчет д.пины рабочего прохода В.
3
При износе инструмента по сигнал Перегрузка включается рабочая подча и блоком 12 вырабатьгоается сигна перезаписи в регистр 8 содержимого счетчика 7, а через элемент времен- ной задержки 13 этот сигнал производит обнуление счетчика 7, триггера 2 и осуществляет запись в счетчик 6 величины А. Затем производится отво рабочего органа на исходную позицию для замены инструмента.
После замены инструмента выполняется быстрое перемещение рабоче1 о органа в направлении обрабатьшаемой детали. При взаимодействии вершины инструмента с воспринимающей поверхностью датчика происходит запуск триггера 2, разрешающего прохождени импульсов с датчика 3 через логический элемент И 4. Так как содержимое счетчика 7 меньше содержимого регис ра 8, то сигнал с выхода Меньше схемы 9 сравнения через логический элемент ИЛИ 11 обеспечивает прохождение импульсов через схему 5 распр деления на вход счетчика 7 для отсчета величины перемещения В, равной длине предыдущего рабочего прохода. После отработки рабочим органом величины перемещения (В ) со- держимое счетчика 7 становится равным содержимому регистра 8 и сигнал с выхода Меньше схемы 9 сравнения переводит схему 5 распределения импульсов в исходное состояние, при ко тором импульсы поступают на вычитающий вход счетчика 6, содержимое которого равно величине А. После отработки рабочим органом величины 1 Асигнал с выхода счетчика 6 через- логический элемент И 10, открытый сигналом с выхода Равно схемы 9 сравнения, поступает на вход блока 12 управления приводом, в результате чего происходит переключение скорости перемещения рабочего органа на рабочую подачу. При достижении вершиной инструмента поверхности заготовки, что соответствует перемещению рабочего
органа на расстояние А + В , содержимое счетчика 6 становится равным нулю и сигнал с его выхода через элемент ИЛИ 11 переводит схему 5 распределения импульсов в режим передачи импульсов на вход счетчика 7, т.е. начинается отсчет длины второго рабочего прохода (В).
Предложенное устройство позволяет повысить производительность станка
за счет осуществления позиционирования инструмента во время быстрого подвода рабочего органа с инструментом к обрабатываемой детали, что позволяет сократить время позиционирования вновь устанавливаемого инструмента на 0,5-1 мин по сравнению с известным. Кроме того, введение регистра рабочего прохода, второго цифрового счетчика, схем сравнения и распределения импульсов позволяет после прерывания обработки в результате интенсивного износа инструмента при глубоком сверлении труднообрабатываемых материалов осуществлять подвод нового инструмента к месту прерывания обработки на быстром ходу, что сокращает время холостого хода до 2-3 с, по сравнению с 1,5-2 мин при водводе на рабочей подаче. Таким образом, при использовании предложенного устройства повьш1ается производительность станка за счет сокращения времени на позиционирование инструмента и холостой ход при подводе инструмента к обрабатьшаемой детали.
Формула изобретения
15 20 25 30 35
0
Устройство управления станком для глубокого сверления, содержащее датчик положения инструмента, связанный через триггер и первьй логический элемент И с первым цифровьм счетчиком, второй логический элемент И, выход которого подключен к входу блока управления, отличающееся тем, что, с целью повышения производительности, устройство снабжено датчиком положения рабочего органа, выход которого связан с первым логическим элементом И, схемой распределения импульсов, включенной
5 между первым логическим элементом И и первым цифровым счетчиком, вторым цифровым счетчиком, регистром пройденного пути, блоком сравнения, логическим элементом ИЛИ и элементом
0 временной задержки, при этом выход первого цифрового счетчика связан с первым входом второго логического элемента И, второй выход схемы распределения импульсов связан с вхо5 дом второго цифровог о счетчика, выходы которого соединены с соответствующими первыми входами регистра пройденного пути и блока сравнения, второй вход блока сравнения связан
с выходом регистра пройденного пути, первый выход блока сравнения связан с вторым входом второго логического элемента И, второй выход блока сравнения - с одни1 1 из входов логического элемента ИЛИ, второй вход которого связан с выходом первого цифрового счетчика, а выход - с вторым входом схемы распределения импульсов, а выход блока управления приводом связан с входом регистра пройденного пути и через элемент временной задержки - с триггером, первым и вторым цифровыми счетчиками.
фи$ .1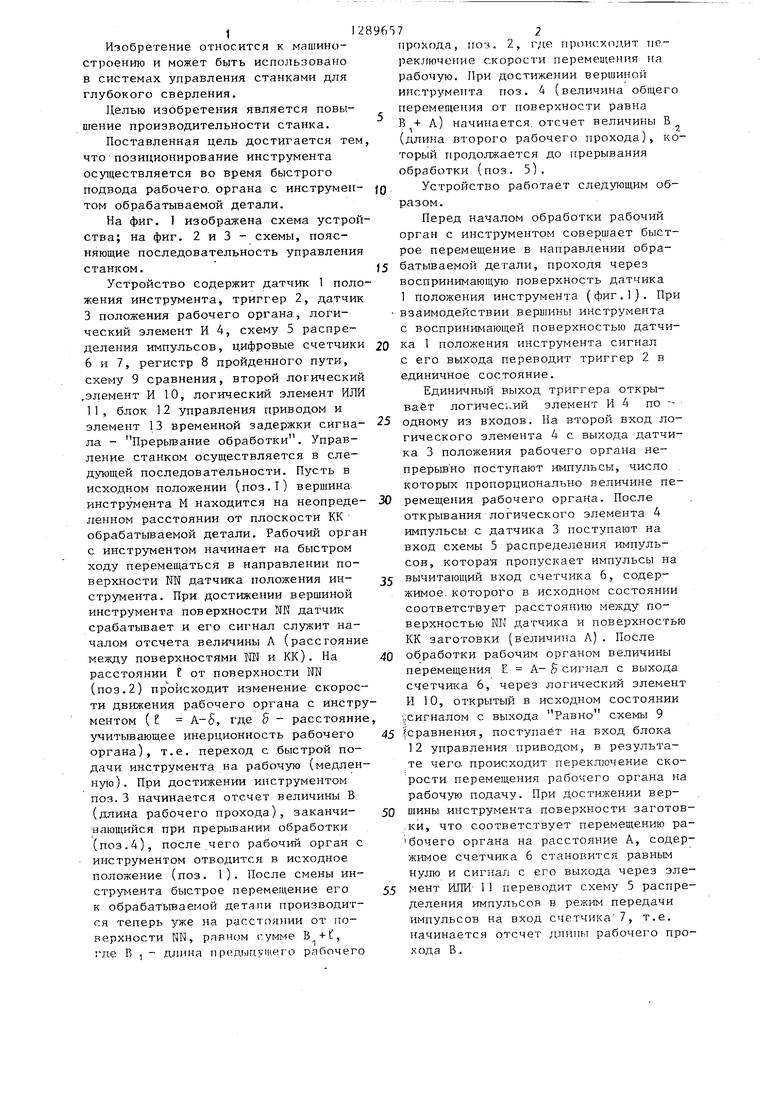

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для позиционирования и контроля размерного износа режущего инструмента в станках с ЧПУ | 1982 |
|
SU1055627A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Токарно-винторезный станок | 1987 |
|
SU1526954A1 |
| Устройство для подсчета деталей | 1989 |
|
SU1667129A1 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
| Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу) | 1983 |
|
SU1303372A1 |
| ЦИФРОВАЯ ПНЕВМОГИДРАВЛИЧЕСКА: ПРОГРАММНО-СЛЕДЯЩАЯ СИСТЕМА | 1971 |
|
SU428359A1 |
| Устройство для контроля износа инструмента | 1989 |
|
SU1702245A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДВИЖЕНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1992 |
|
RU2054198C1 |
| Устройство для дробления стружки на станках с программным управлением | 1982 |
|
SU1072001A1 |
Изобретение относится к машиностроению и может быть использовано в системах управления станками для глубокого сверления. Целью изобретения является повышение производительности станка. Поставленная цель достигается тем, что позиционирование инструмента осуществляется во время быстрого подвода рабочего органа с инструментом к обрабатьгоае- мой детали. Управление станком осуществляется в следующей последовательности. При перемещении рабочего органа с инстрз ментом на быстром ходу в направлении детали срабатывает датчик положения инструмента и его сигнал служит началом отсчета с этого момента до поверхности обрабатываемой детали. Не доходя до поверхности детали на расстояние, соответствующее величине хода, которая учитывает инерционность рабочего хода, происходит изменение скорости движения рабочего органа с быстрой на рабочую. При достижении инструментом поверхности детали отсчитывается глубина прохода. При отводе инструмента с целью замены или технологического перехода и дальнейшей обработке быстрый подвод осуществляется на расстоянии с учетом обрабатываемого участка. Далее процесс повторяется по описанному выше принципу. 3 ил. i СП to 00 UD О) С71 
Редактор Л, Повхан
Составитель В, Жиганов Техред В. Кадар
Заказ 7852/14.
Тираж 809
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113.035, Москва-, Ж-35, Раушская наб,, д. Д/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И. Муска
Подписное
| Устройство для определения размерногоизНОСА и КОНТРОля пОлОжЕНия РЕжущЕгОиНСТРуМЕНТА B ТОКАРНыХ CTAHKAXC чпу | 1979 |
|
SU829404A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
