Изобретение относится к станкостроению и может быть использовано в конструкциях станков для финишной обработки профильных поверхностей.
Известен способ обработки профильных поверхностей в поперечном сечении,в котором ось шлифовального круга расположена параллельно оси обрабатываемой заготовки. Обрабатываемой детали и шлифовальному кругу сообщают вращение в одну сторону, а также возвратно-поступательное перемещение РДОЛЬ оси обрабатываемой заготовки.
Недостатком известного способа обработки является то, что в нем ось шлифовального круга перемещается по окружности с радиусом г, причем это перемещение кинематически связано с вращением профильного вала делительной гитарой i. При этом за один оборот профильного вала шлифовальный круг совершает N оборотов по радиусу г. Данный способ обработки профильных поверхностей не позволяет задавать большие обороты вращения обрабатываемому валу, что значительно снижает производительность обработки. При больших оборотах возникают значительные инерционные нагрузки увеличивая при этом вибрацию и дисбаланс вращающихся частей станка.
Известен способ обработки профильных поверхностей, выбранный авторами в качестве прототипа, при котором оси обрабатываемой заготовки и инструмента устанавливают параллельно и сообщают им согласованное вращение с одинаковыми частотами.
Недостатком известного способа с э- ботки является то. что обрабатываемый профиль заготовки обкатывается обратно эквидистантным кулачком для сохранения расстояния между осями вращения обрабатываемой заготовки и кулачка постоянным. Поэтому формируемый профиль кривой получается как обратный к профилю кулачка.
(Л
с
м
О
5
ел
Целью изобретения является повышение производительности обработки профильных валов с равноосным контуром.
В соответствии с предлагаемым изобретением указанная цель достигается тем, что в качестве инструмента берут шлифовальный круг профильной формы с равноосным контуром с величиной двойного эксцентриситета обрабатываемого профильного вала и сообщают заготовке и кругу вращение в одну сторону, при этом размеры шлифовального круга выбираются исходя из условия
vp ЮОО п - UB,
jr n
где DK диаметральный размер РК-проф- ильного шлифовального круга;
Vp - скорость резания;
DB - диаметральные размеры РК-проф- ильного вала,
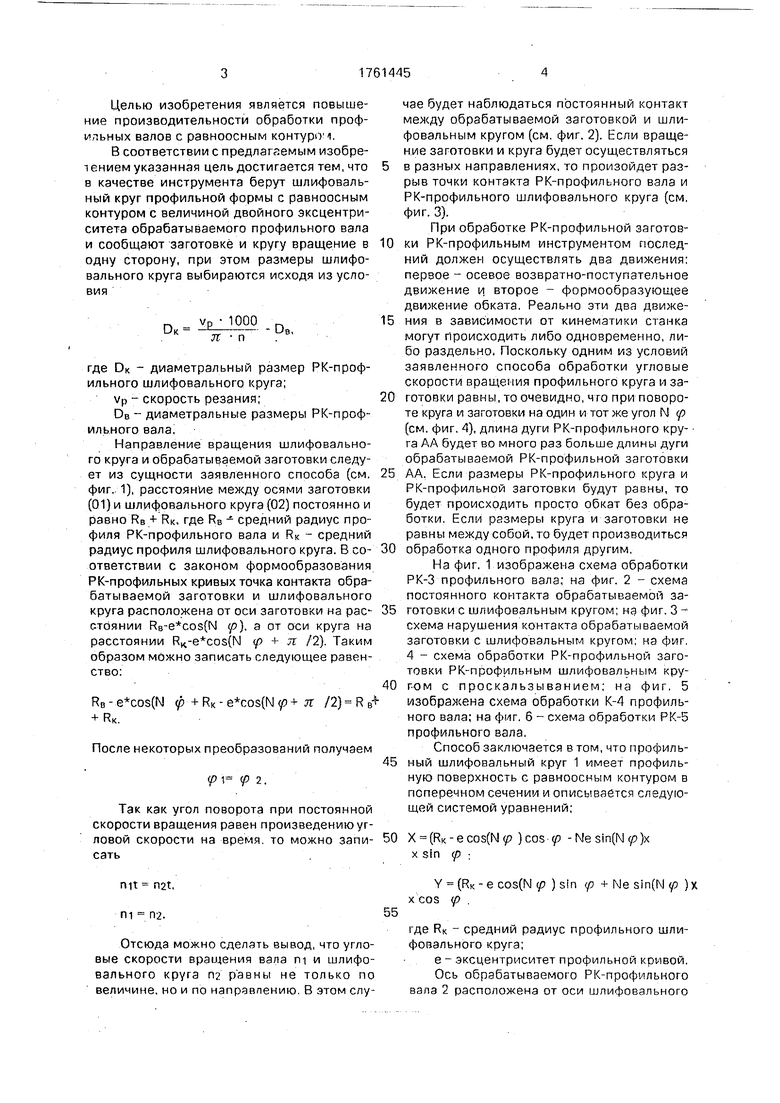
Направление вращения шлифовального круга и обрабатываемой заготовки следует из сущности заявленного способа (см. фиг. 1), расстояние между осями заготовки (01) и шлифовального круга (02) постоянно и равно RB + RK, где RB - средний радиус профиля РК-профильного вала и RK - средний радиус профиля шлифовального круга. В соответствии с законом формообразования РК-профильных кривых точка контакта обрабатываемой заготовки и шлифовального круга расположена от оси заготовки на стоянии (N у), а от оси круга на расстоянии (N р + п /2). Таким образом можно записать следующее равенство:
(N + RK.
ф + RK - (N p + п 11} R в
После некоторых преобразований получаем р р 2.
Так как угол поворота при постоянной скорости вращения равен произведению угловой скорости на время, то можно запи- 50 сать
nit P2t,
П1 П2.55
Отсюда можно сделать вывод, что угловые скорости вращения вала m и шлифовального круга П2 равны не только по
0
5
0
5
0
5
0
5
0
5
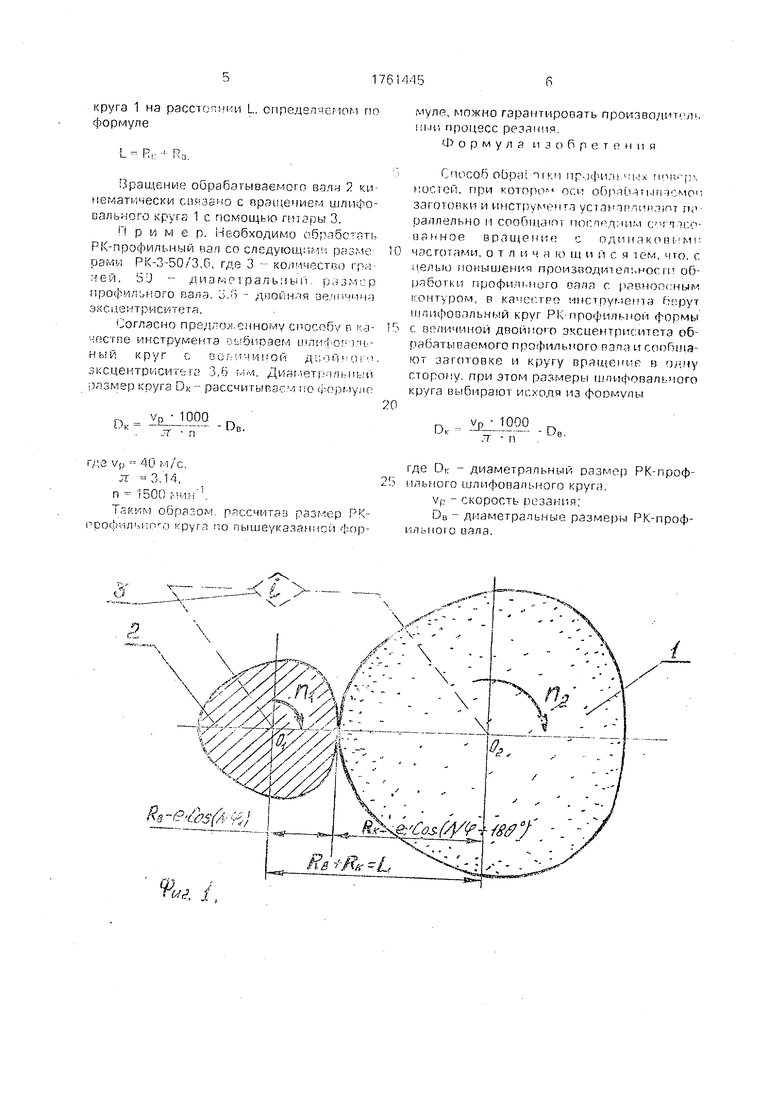
чае будет наблюдаться постоянный контакт между обрабатываемой заготовкой и шлифовальным кругом (см. фиг. 2). Если вращение заготовки и круга будет осуществляться в разных направлениях, то произойдет разрыв точки контакта РК-профильного вала и РК-профильного шлифовального круга (см, фиг. 3).
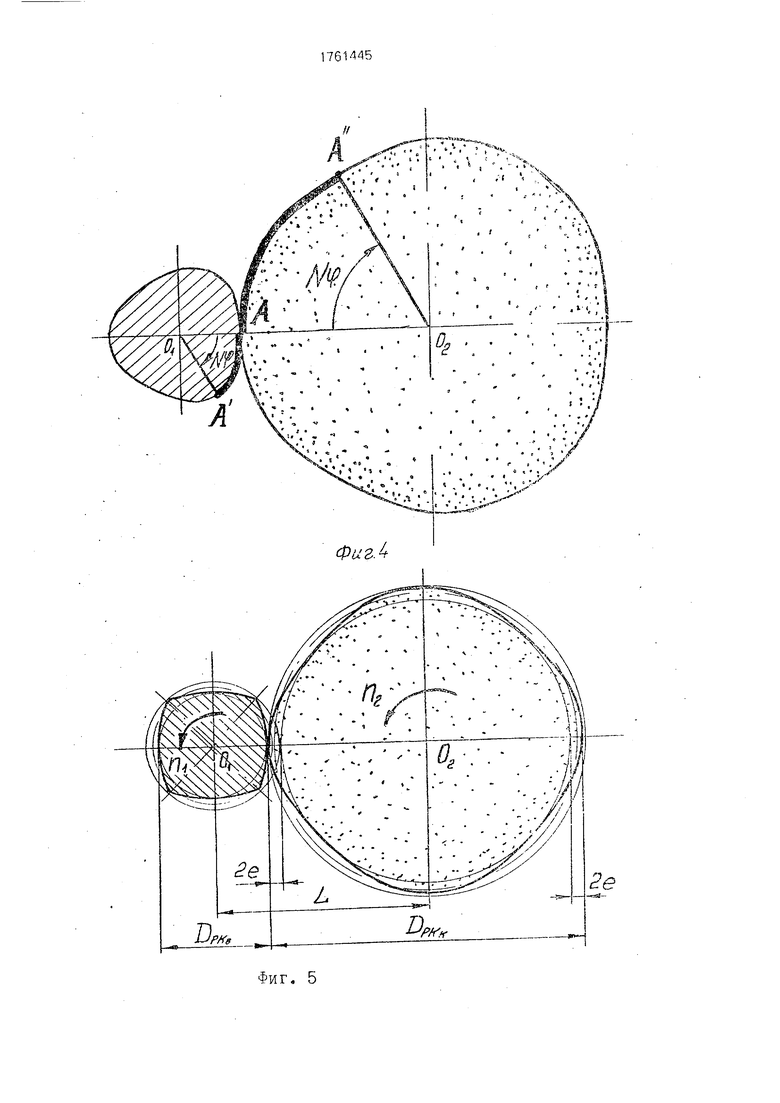
При обработке РК-профильной заготовки РК-профильным инструментом последний должен осуществлять два движения; первое - осевое возвратно-поступательное движение и второе - формообразующее движение обката. Реально эти два движения в зависимости от кинематики станка могут происходить либо одновременно, либо раздельно, Поскольку одним из условий заявленного способа обработки угловые скорости вращения профильного круга и заготовки равны, то очевидно, чго при повороте круга и заготовки на один и тот же угол N р (см. фиг. 4), длина дуги РК-профильного круга АА будет во много раз больше длины дуги обрабатываемой РК-профильной заготовки АА. Если размеры РК-профильного круга и РК-профильной заготовки будут равны, то будет происходить просто обкат без обработки. Если размеры круга и заготовки не равны между собой, то будет производиться обработка одного профиля другим.
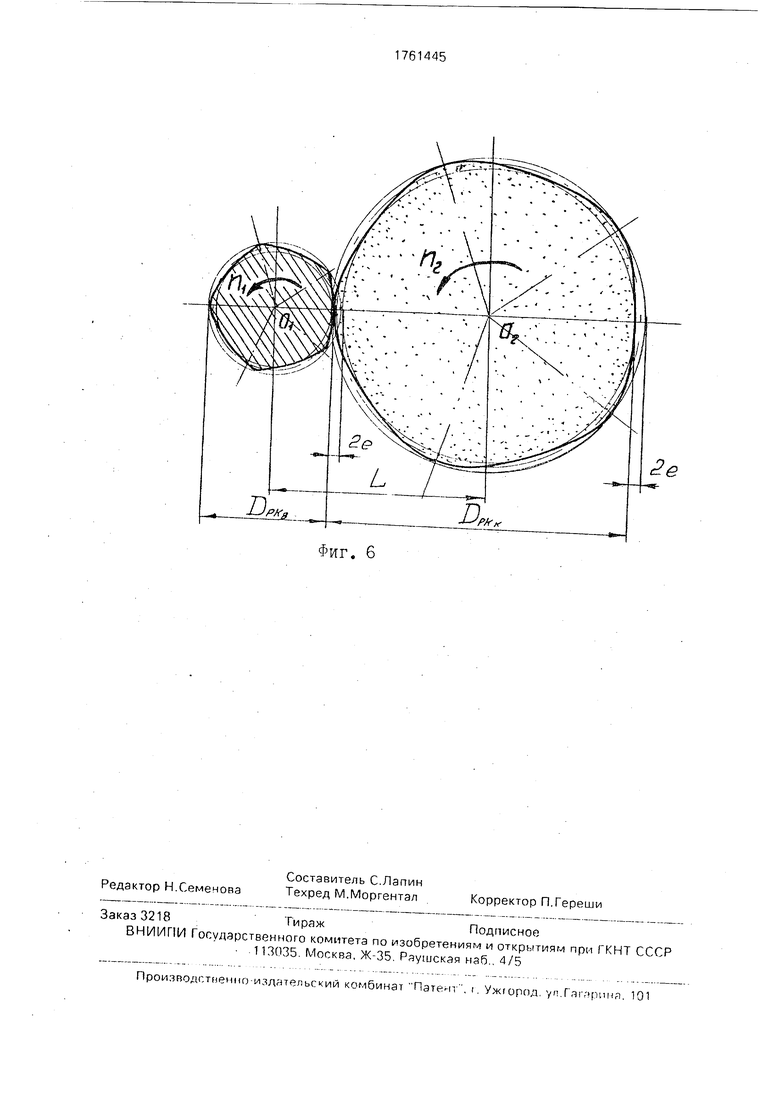
На фиг. 1 изображена схема обработки РК-3 профильного вала; на фиг. 2 - схема постоянного контакта обрабатываемой заготовки с шлифовальным кругом; на фиг. 3 - схема нарушения контакта обрабатываемой заготовки с шлифовальным кругом; на фиг. 4 - схема обработки РК-профильной заготовки РК-профильным шлифовальным кругом с проскальзыванием; на фиг. 5 изображена схема обработки К-4 профильного вала; на фиг. 6 - схема обработки РК-5 профильного вала,
Способ заключается в том, что профильный шлифовальный круг 1 имеет профильную поверхность с равноосным контуром в поперечном сечении и описывается следующей системой уравнений;
X (RK - е cos(N р ) cos р - Ne sin(N p )x х sin р
Y (RK - е cos(N р ) sin р + Ne sin(N p ) х х cos (f
где RK - средний радиус профильного шлифовального круга;
е - эксцентриситет профильной конвой.
Ось обрабатываемого РК-профильного
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Способ настройки станка для обработки РК-профильных поверхностей | 1990 |
|
SU1779554A1 |
| Устройство для обработки профильных валов с равноосным контуром | 1981 |
|
SU998102A1 |
| Способ настройки станка для обработки РК-профильных поверхностей | 1990 |
|
SU1779553A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1982 |
|
SU1060432A1 |
| Способ обработки профильных поверхностей | 1990 |
|
SU1794631A1 |
| Устройство для обработки профильных валов и втулок с равноосным контуром | 1980 |
|
SU931400A1 |
Использование: финишная обработка профильных поверхностей Сущность изобретения: обработку профильного вала с равноосным контуром производят шлифовальным кругом РК-профильной формы с ве- личиной двойного эксцентриситета обрабатываемой поверхности. Заготовке и шлифовальному кругу сооби(зют вращение в одну сторону с одинаковыми частотами. Диаметр круга выбирают по формуле, приведенной а тексте описания. 6 ил.
величине, но и по направлению. В этом слу-вала 2 расположена от оси шлифовального
круга 1 на расстриги L, спредеп icnon по формуле
П,
3 ращение обрабатываемого взпл 7 ки нс атпчески COPJ&HD с врапением шлифовального круга 1 с помощью 3.
н р v, м е р. Необходимо . РК-профильныи иач сп следующим , ,ме памп Pi -3-50/3,С, где 3 КОЛМЧРСТПО гр Cfl, bj - ДНа, ГМ раЛ Ь.ЫП ьаЗМ р ПрОф ЛоПЭГО ВЗЛ-J о О - ДООГН- Я Зеп ИН 1
3)сиз тр1лситетг).
согласно предго;1 г РСГПС инструмента г биоэегч Ц1лм1сг тн
НЫЙ Кру С I UJ 11МГОЙ Д Ihf l
jKcaeKTpt iCUicic1
)г-змер коуга DK рассчитыпа 1000
iihiit- n
О tj Ppfly.lf
Ок
r
-DB.
r,j-3 vp - 40 n/c я 3 14,
n - i500 r.r- 1
T. оЬрясом р ссчпгг-ч пазг ср РК nooi1) -лм г.ьниеуказспыси J op
п{Х:::, - /7 . Ш :Ra-P-frs(/ -
%
w. i.
0
мулр, можно гарантировать производит и, п in процесс резянча
Формул изобретении
Г ПОСО Obp-H nr MI пр If 1 л П мъ р
попей, п)и к оторо- оси оорчЬ п imcMoi зогопшкч и инcтгv н мт.э усгш-птир пт rt( иаллельно и сообщаю ПОГПРД тм BSViHoe вращение с один л кснч м частотами, о т л п ч г) ю ш и и с ч тем, что, г иелыо повышения производи1 ел:,ногiг об- W&oiKn гфофи к ниго вата г PPPMOOI ным iCHTipOM, в КсТ С1 тр чнгтпумет } f rpyr шлифовальный круг РК профильной формы с в личмнои двойного эксцентриситета об- паЬатыраемого профильного папл и с оГила- ют закповкй и кругу вращение в о/-ну сторону при этом размеры шпифовал мого кр/га выбирают исходя из фоомулы
DK
VpjJOOT
,т п
-DP
где DI - диаметряпьный размер РК-проф- няьного шлифовального круга
VP - скорость псзакия
Da - диаметральны размеры РК-проф- илоною вала
..
т fix -L,
9Ш9Л1
in
т
Ч CD
r
Фиг. 6
| Способ обработки сложных поверхностей | 1977 |
|
SU651904A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
