Изобретение относится к производству теплоизоляционных труб из полосы волокнистого материала, преимущественно ми- нераловатных цилиндров, методом винтовой навивки и может быть использовано в промышленности строительных материалов.
Цель изобретения - повышение теплоизоляционных качеств изделий за счет их калибрования.
На чертеже дано схематическое изображение устройства для винтовой навивки минераловатного ковра.
Устройство для винтовой навивки минераловатного ковра содержит вращающуюся скалку 1, установленную горизонтально и размещенные вокруг нее по окружности формующие ролики 2, рабочей поверхностью 3 которых осуществляется захват и обжим ковра 4. Оси формующих роликов 2 установлены под острым углом к оси скалки. Каждый формующий ролик 2 выполнен с хвостовиком 5 в виде усеченного конуса, больщее основание которого направлено в сторону движения навитого ковра 4, причем угол между образующей и большим основанием конуса равен углу наклона формующего ролика 2 к оси скалки 1, а отно- шение длин образующих ролика 2 и хвостовика 5 составляет 1,9-2,1.
Длина рабочей поверхности 3 соответствует ширине исходного ковра, подаваемого под углом к оси скалки, и составляет H/COS Дгде Н - ширина исходного ковра.
Устройство работает следующим образом.
Предназначенный для изготовления цилиндров ковер 4 поступает на вращающуюся скалку 1, захватывается поверхностью 3 и, навиваемый с определенным aiaroM 5„, подвергается послойному обжатию, после чего калибруется хвостовиком, выполненным в виде усеченного конуса.
Для изготовления цилиндров с толщиной теплослоя 60 мм используется ковер
5
5
0
0
5
шириной 500 м.м. Направляемое на скалку 1 полотно 4 захатывается и обжимается послойно рабочей поверхностью 3 роликов 2, оси которых размешены под углом 4°30 к продольной оси скалки 1, при этом длина образующей цилиндрической части равна приведенной ширине ковра, составляющей 572 мм.
К,овер заправляется на вращающуюся скалку под углом 29° к продольной оси скалки и навивается по винтовой линии с шагом навивки 191,2 мм и шагом сдвига полотна 190,6 .
Выходящие из-под цилиндрической части роликов уплотненные слои подвергаются калибровке хвостовиком 5 роликов 2 в виде усеченных конусов, угол раскрытия которых равен 9°, а длина их образующих составляет 286 мм.
Использование изобретения обеспечивает возможность равноплотного обжатия всех винтовых слоев, строгое калибрование по диаметру на выходе цилиндра, что способствует повышению теплоизоляционных качеств изделий.
Формула изобретения
Устройство для винтовой навивки минераловатного ковра, содержащее вращающуюся скалку с размепхенными вокруг нее формующими роликами, оси которых расположены под острым углом к оси скалки, отличающееся тем, что. с целью повышения качества изделий, каждый формующий ролик выполнен с хвостовиком в виде усеченного конуса, большее основание которого направлено в сторону движения навитого ковра, причем угол между образующей и большим основанием конуса равен углу наклона формующего ролика к оси скалки, а отношение длин образующих ролика и хвостовика составляет 1,9--2,1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления теплоизоляционных цилиндров | 1980 |
|
SU927505A1 |
| Способ изготовления минераловатных цилиндров и устройство для его осуществления | 1985 |
|
SU1306716A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1965 |
|
SU172166A1 |
| Устройство для навивки цилиндров из полосы волокнистого теплоизоляционного материала | 1982 |
|
SU1077870A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1965 |
|
SU168094A1 |
| Установка для производства волокнистых цилиндров | 1975 |
|
SU543523A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| Устройство для изготовленияцилиНдРОВ из лЕНТы пОРиСТОгОМАТЕРиАлА | 1979 |
|
SU804615A1 |
| УСТАНОВКА ДЛЯ НАВИВКИ И КАЛИБРОВКИ ВОЛОКНИСТЫХЦИЛИНДРОВ | 1971 |
|
SU321394A1 |
Изобретение относится к устройствам для изготовления полых волокнистых цилиндров путем навивки минерало- или сте- кловолокнистого ковра и может найти применение в промышленности строительных материалов. Целью изобретения является повышение качества изделий за счет их калибрования. Сущность изобретения заключается в том, что в узле винтовой навивки минераловатного ковра, содержащем вра- щаюидуюся скалку 1 с раз.мещенными вокруг нее формующими роликами 2, оси которых размещены под острым углом зб к оси скалки, а их рабочие поверхности выполнены цилиндрическими. Каждый формующий ролик снабжен хвостовиком 5 в виде усеченного конуса, меньщее основание которого соединено с цилиндрической поверхностью 3, а большее направлено в сторону движения ковра, причем угол между образующей и большим основанием конуса равен углу нак„1она ролика к оси скалки, а отнощение длины цилиндрической поверхности 3 к длине хвостовика 5 принято равным 1,9- 2,1.1 ил. 5 i (Л 1C (Г N ND оо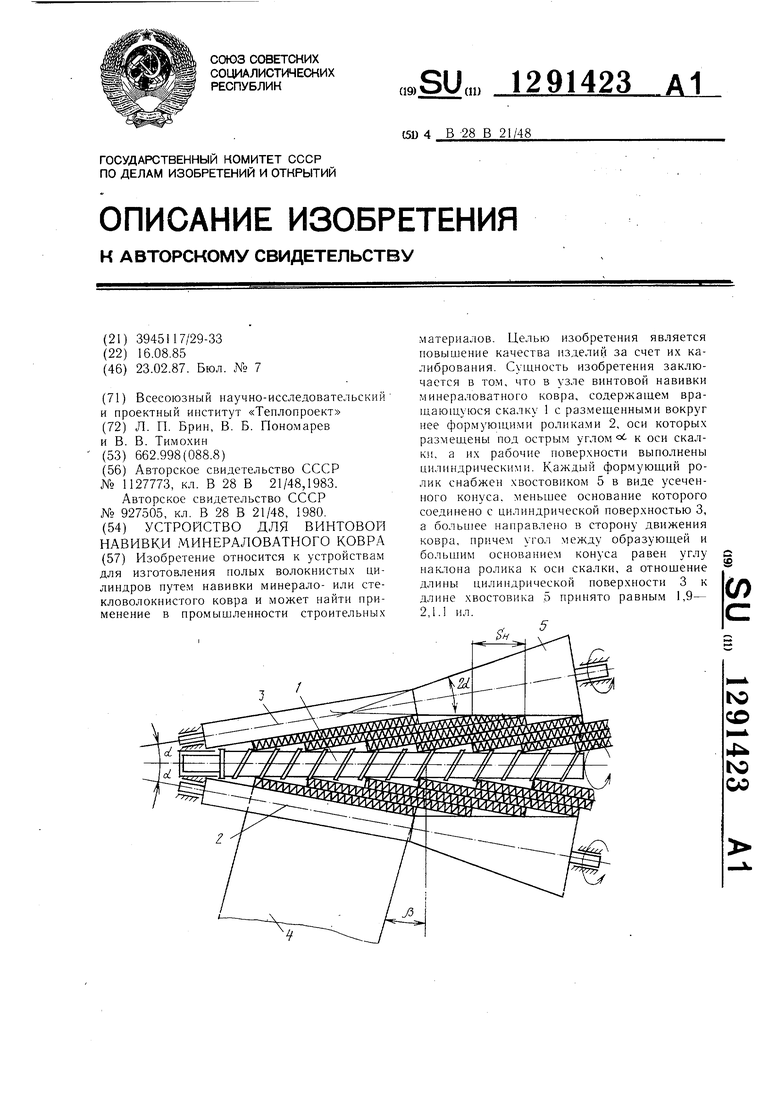
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для изготовления теплоизоляционных цилиндров | 1980 |
|
SU927505A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
