Известна установка для навивки и калибровки волокнистых цилиндров, например минераловатных, включающая смонтированные на раме механизм навивки с барабанами, лоток с устройством поштучной выдачи скалок и механизм калибровки с барабанами и валом над ними.
Цель изобретения - повысить надежность установки.
Достигается это тем, что над барабанами механизма навивки смонтирован приводной нодъемиый валик, а на концах вала механизма калибровки закреплены диски-торцеватели с гребенками.
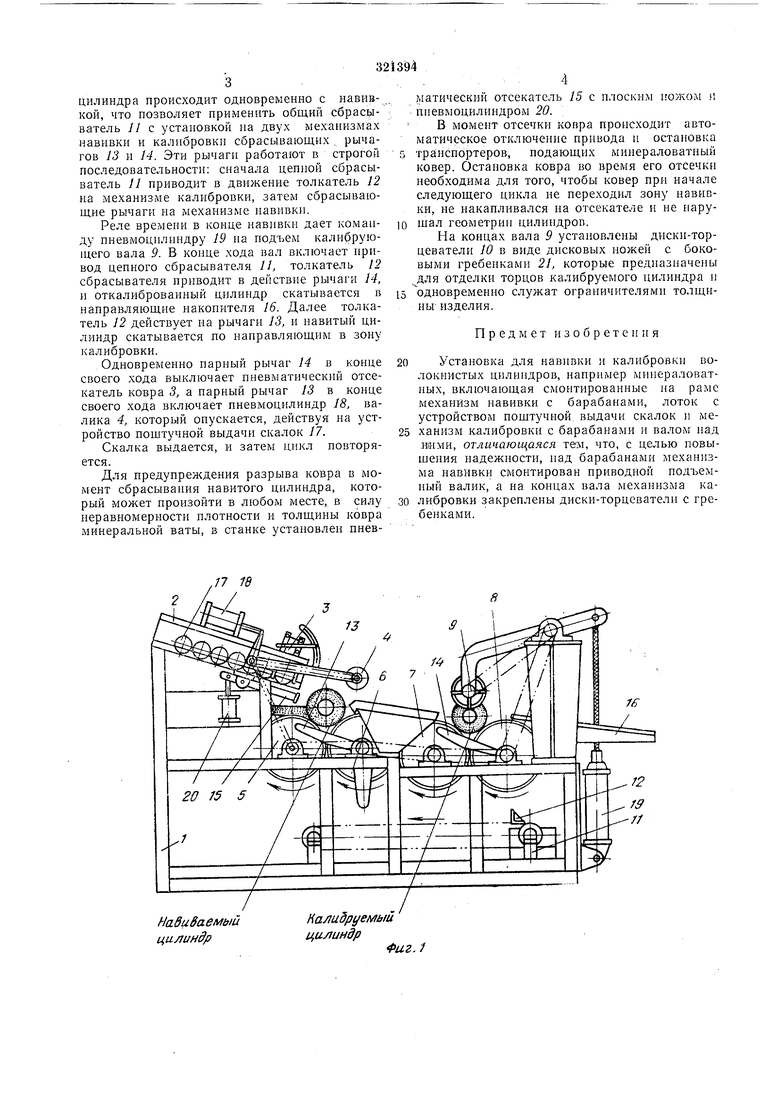
На фиг. 1 изображена предложенная устанонка, общнй вид; на фиг. 2 - вал механизма калибровки.
Установка включает в себя раму /, лоток 2 с устройством 3 поштучной выдачи скалок, приводиой подъемный валик 4 для образования первого витка, два навивочных барабана 5 и 6, два калибровочных барабана 7 и 8 и вал 9 с дисками-торцевателями 10, цепной сбрасыватель 11 с толкателем 12, две пары сбрасываюших рычагов, причем одна пара рычагов 13 установлена в механизме навивки, а другая пара рычагов 14 - Б механизме калибровки, пневматический отсекатель 15 для отрезки минераловатного ковра по всей его ширине, накопнтель 16 для откалиброванных
цилиндров и механической стыковки с очередным техническим агрегатом.
Установка работает следующим образом.
На мннераловатный ковер, поступивший на навивочные барабаны 5 и 6, из лотка 2 устройством 3 поштучной выдачи выдается стальная перфорированная скалка 17 и одновременно нод действием пневмоцилнндра 1 опускается валик 4, образующий первый виток минераловатного ковра на скалке. Минераловатный ковер, встречая на своем пути вращающийся валик 4, несколько приподнимается и обволакивает скалку по всей ее длине, образуя виток по окружности. После образования первого витка ковра на скалке валик 4 при помощи пнев.моцилиндра 18 поднимается вверх в исходное положение и навивка продолжается самостоятельно за счет вращения скалки с ковром на барабанах. Валик 4 связан кинематически с устройством 3 иоштучнои выдачи скалок. Поэтому при нодъеме валика очередная скалка 17 подготавливается к сбросу в зону навивки.
Навивка минераловатного цилиндра происходит по времени с помощью программного реле времени. Время может устанавливаться в зависимости от изготовляемого типоразмера минераловатного цилиидра и толщины подаваемого ковра.
цилиндра происходит одновременно с навивкой, что позволяет применить общий сбрасыватель У/ с установкой на двух механизмах навивки и калибровки сбрасывающих рычагов 13 и 14. Эти рычаги работают в строгой последовательности: сначала сбрасыватель П приводит в движение толкатель 12 на механизме калибровки, затем сбрасывающие рычаги иа механизме иавивкн.
Реле времени в коице навивки дает команду пневмоцнлиндру 19 иа подъем калибрующего вала 9. В конце хода вал включает привод ценного сбрасывателя //, толкатель 12 сбрасывателя приводит в действие рычаги 14, и откалиброванный цилиндр скатывается в направляющие накопителя 16. Далее толкатель 12 действует на рычаги 13, и навитый цилиндр скатывается по направляющим в зоиу калибровки.
Одновремеиио парный рычаг 14 в конце своего хода выключает пневматический отсекатель ковра 3, а париый рычаг 13 в конце своего хода включает пиевмоцилиндр 18, валика 4, который опускается, действуя иа устройство пощтучной выдачи скалок 17.
Скалка выдается, и затем цикл повторяется.
Для предупреждения разрыва ковра в момент сбрасываиия навитого цилиидра, который может произойти в любом месте, в силу неравиомерности плотности и толщииы ковра минеральной ваты, в станке установлен пневматический отсекатель 15 с плоским кюжом пиевмоцилиндром 20.
В момент отсечки ковра происходит автоматическое отключеиие привода и остановка 5 транспортеров, подающих минераловатный ковер. Остановка ковра во время его отсечки необходима для того, чтобы ковер прн начале следующего цикла не переходил зону навивки, не накапливался на отсекателе и не нару10 щал геометрии цилиндров.
На концах вала 9 установлены диски-торцеватели 10 в виде дисковых ножей с боковыми гребенками 21, которые предназначены .для отделки торцов калибруемого цилиндра н 5 одновременно служат ограничителями толщины изделия.
Предмет изобретения
Установка для навивки и калибровки во20локнистых цилиндров, например мннераловатных, включающая смонтированные на раме механизм навивки с барабаиамн, лоток с устройством пощтучиой. выдачи скалок и ме25 хаиизм калибровки с барабанами и валом над ними, отличающаяся тем, что, с целью повышеиия надежности, над барабанами механизма jiaoHBKH смонтирован приводиой подъемный валик, а иа концах вала механизма калибровки закреплены диски-торцеватели с гре30бенками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1965 |
|
SU172166A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Установка для производства полых волокнистых цилиндров | 1976 |
|
SU710808A1 |
| Установка для производства волокнистых цилиндров | 1975 |
|
SU543523A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| СТАНОК ДЛЯ НАВИВКИ СПИРАЛЬНЫХ ПРУЖИН | 1969 |
|
SU250106A1 |
| УСТАНОВКА ДЛЯ СУШКИ НАВИВНЫХ МИНЕРАЛОВАТНЫХЦИЛИНДРОВ | 1966 |
|
SU185747A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |

,77 18 НаВиВаемый цилиндр Калидруемш ци/гиндр
ШШ I 1 ы хН j
.| 1 /.
I -if
Ц-шшй
