Изобретение относится к переработке полимерных материалов и предназначено для подачи обрабатываемого материала в пресс-формы при изготовлении изделий из эластомеров и реактопластов методом литьевого прессования.
Цель изобретения - повышение производительности камеры за счет обеспечения возможности осуществления запрессовки материала и извлечения пресс-остатка за один ход пресса.
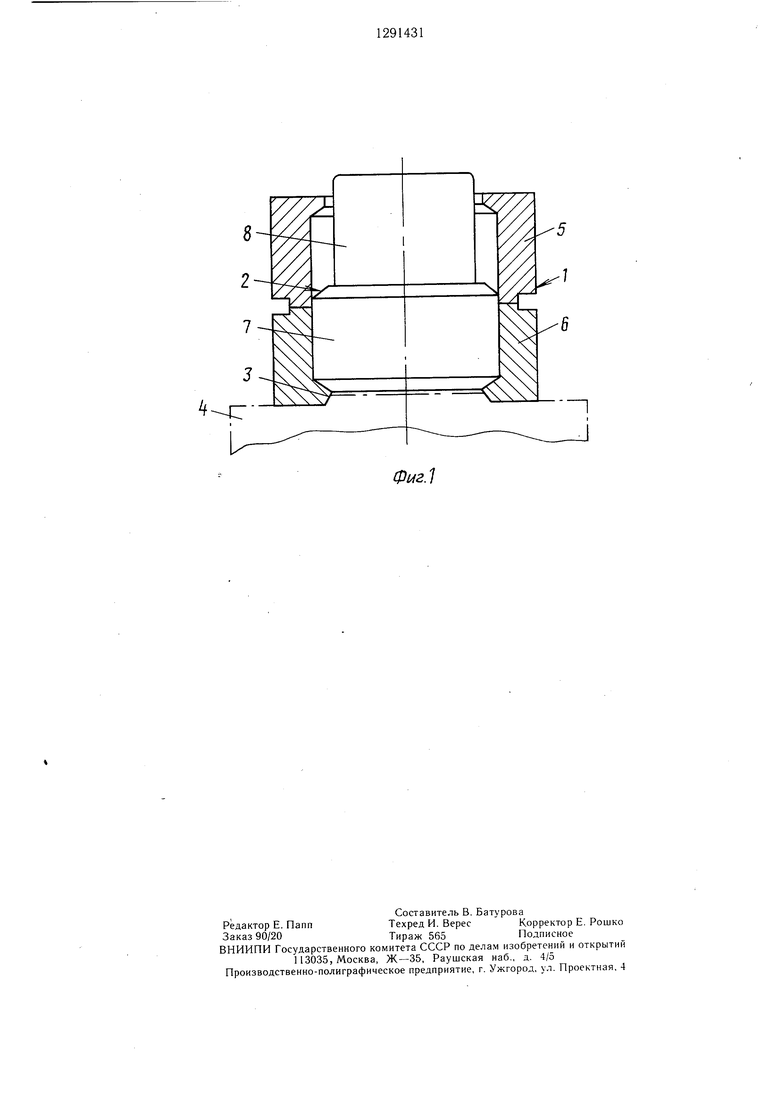
На фиг. 1 изображена накладная загрузочная камера, профильный разрез; на фиг. 2 - то же, вариант выполнения.
Накладная загрузочная камера содержит бункер 1 с открытыми торцами для обрабатываемого материала, установленный в полости бункера аксиально подвижный плунжер 2, превышающий по высоте бункер 1 и средство 3 для фиксации бункера на пресс-форме 4. Бункер 1 выполнен состоящим по высоте из разъемных кольцевых элементов 5 и 6. Плунжер 2 выполнен состоящим по высоте из двух контактирующих торцами разъемных элементов, один из которых выполнен в виде поршня 7, а вто10
При снабжении загрузочной камеры дополнительным штоком ее работа осуществляется следующим образом.
На пресс-форму 4 устанавливается кольцевой переходник 11 и элемент 6 бункера с штоком 9. В элемент 6 загружается заданное количество обрабатываемого материала 12. Затем устанавливаются поршень 7 и элемент 5 бункера с штоком 8. Воздействием пресса (не показан) на шток 8 производится запрессовка материала в пресс- форму 4. После окончания цикла прессования изделия и снятия усилия пресса кольцевой пере.ходник 11 устанавливается на следуюшую пресс-форму, а на него устанав 5 ливается элемент 5 с штоком 8, который при этом взаимодействует коническим участком а с центральным коническим отверстием б кольцевого переходника 11. В бункер загружается новая порция обрабатываемого материала 12. Затем устанавливается
20 элемент 6 бункера с штоком 9 и запрессованным в предыдущем пик;1е nopiuHCM 7. Усилием пресса производится запрессовка материала в пресс-форму 4. При этом происходит распрессовка элемента 6 и поршня 7.
рой - в виде штока 8. Камера может быть Далее цикл работы повторяется. снабжена дополнительным аксиально подвижным штоком 9, установленным в полости бункера 1 с второй стороны поршня 7. Оба штока 8 и 9 выполнены с центральной литниковой системой 10. Штоки 8 и 9 выполнены с диаметром, равным диаметру зо поршня 7, и с коническими участками а на наружной боковой поверхности у обращенного наружу торца.
Средство 3 для фиксации бункера может быть выполнено в виде кольцевого переходника 11 с центральным коническим отвер- 35 стием б для взаимодействия с коническим участком а штока.
Камера работает следующим образом.
Эле.мент 6 бункера фиксируется на пресс- форме 4 с помощью средства 3. В полость ,„ элемента 6 загружается заданное количество обрабатываемого материала 12, а сверху устанавливается поршень 7 с элементом 5 бункера, в котором находится пресс-остаток предыдущего цикла прессования. Затем
Формула изобретения
1.Накладная загрузочная камера, содержащая бункер с открыт.ыми торцами для обрабатываемого материала, установленный в полости бункера аксиа.льно подвижный плунжер, превышающий по высоте бункер, и средство для фиксации бункера на пресс- форме, отличающаяся тем, что, с целью повышения производительности за счет обеспечения возможности запрессовки материала и извлечер1ия пресс-остатка за один ход пресса, плунл ер выполнен состо- яп1,им по высоте из двух контактирующих торцами разъе.мных элементов, один из которых выполнен в виде поршня, а второй -- в виде штока.
2.Камера по п. 1, отличающаяся тем, что опа снабжена дополнительным аксиально подвижным HJTOKO., установленным в полости бункера с второй стороны 1оршня.
на поршень 7 устанавливается шток 8. При 45 причем оба штока выполнены с центральвоздействии пресса (не показан) на щток 8 осуществляется перемещение пресс-остатка к линии разъема элементов 5 и 6 бункера, а порщня 7 - в крайнее нижнее положение и запрессовка материала в пресс- форму 4. После окончания цикла прессования и снятия усилия пресса загрузочная камера разбирается удаляется с линии разъема заполимеризовавщийся пресс- остаток, а свободный от пресс-остатка эленой литниковой систе.мой.
3.Камера по п, 2, отличаюш,аяся тем, что каждый щток выполнен с диаметром, равным диаметру поршня, и с коническим участком на боковой поверхности у обращенного наружу торца.
4.Ка.мера по п. 3, отличаюи аяся тем, что средство для фиксации бункера па пресс- форме выполнено в виде кольцевого переход- пика с центральным конически.м отверстием
мент 5 бункера устанавливается на следую- 55 1- взаимодействия с ко} ическим участком щую пресс-форму и цикл повторяется.штока.
При снабжении загрузочной камеры дополнительным штоком ее работа осуществляется следующим образом.
На пресс-форму 4 устанавливается кольцевой переходник 11 и элемент 6 бункера с штоком 9. В элемент 6 загружается заданное количество обрабатываемого материала 12. Затем устанавливаются поршень 7 и элемент 5 бункера с штоком 8. Воздействием пресса (не показан) на шток 8 производится запрессовка материала в пресс- форму 4. После окончания цикла прессования изделия и снятия усилия пресса кольцевой пере.ходник 11 устанавливается на следуюшую пресс-форму, а на него устанавливается элемент 5 с штоком 8, который при этом взаимодействует коническим участком а с центральным коническим отверстием б кольцевого переходника 11. В бункер загружается новая порция обрабатываемого материала 12. Затем устанавливается
элемент 6 бункера с штоком 9 и запрессованным в предыдущем пик;1е nopiuHCM 7. Усилием пресса производится запрессовка материала в пресс-форму 4. При этом происходит распрессовка элемента 6 и поршня 7.
Далее цикл работы повторяется.
Далее цикл работы повторяется.
Формула изобретения
1.Накладная загрузочная камера, содержащая бункер с открыт.ыми торцами для обрабатываемого материала, установленный в полости бункера аксиа.льно подвижный плунжер, превышающий по высоте бункер, и средство для фиксации бункера на пресс- форме, отличающаяся тем, что, с целью повышения производительности за счет обеспечения возможности запрессовки материала и извлечер1ия пресс-остатка за один ход пресса, плунл ер выполнен состо- яп1,им по высоте из двух контактирующих торцами разъе.мных элементов, один из которых выполнен в виде поршня, а второй -- в виде штока.
2.Камера по п. 1, отличающаяся тем, что опа снабжена дополнительным аксиально подвижным HJTOKO., установленным в полости бункера с второй стороны 1оршня.
ной литниковой систе.мой.
3.Камера по п, 2, отличаюш,аяся тем, что каждый щток выполнен с диаметром, равным диаметру поршня, и с коническим участком на боковой поверхности у обращенного наружу торца.
4.Ка.мера по п. 3, отличаюи аяся тем, что средство для фиксации бункера па пресс- форме выполнено в виде кольцевого переход- пика с центральным конически.м отверстием
1- взаимодействия с ко} ическим участком штока.
.1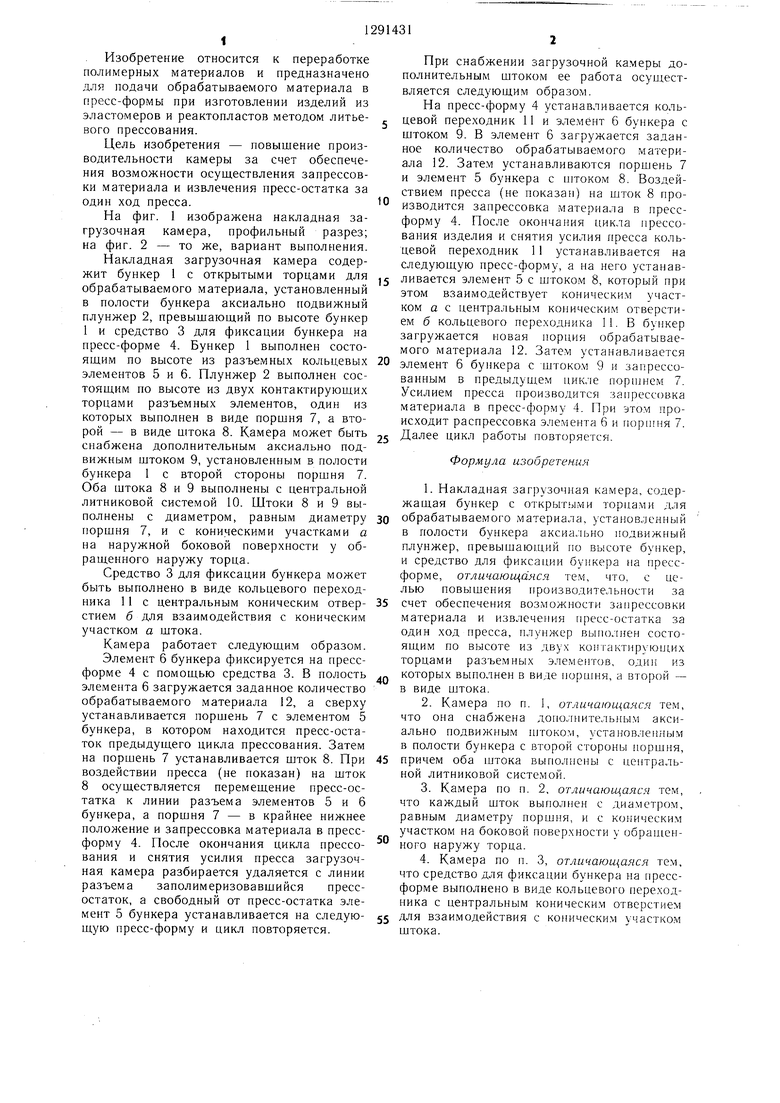
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1984 |
|
SU1224151A2 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Устройство для изготовления полимерных изделий | 1982 |
|
SU1063619A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1984 |
|
SU1351806A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| Способ штамповки из жидкого металла и устройство для его осуществления | 1990 |
|
SU1838043A3 |
| Литьевой пресс | 1988 |
|
SU1812118A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
Изобретение относится к переработке полимерных материалов и предназначено для подачи обрабатываемого материала в пресс-формы при изготовлении изделий из эластомеров и реактопластов методом литьевого прессования. Цель изобретения - повышение производительности камеры за счет обеспечения возможности осуществления запрессовки материала и извлечения пресс-остатка за один ход пресса. Для этого плунжер выполнен по высоте из двух контактирующих торцами разъемных элементов. Один из элементов выполнен в виде поршня 7, а другой - в виде штока 8. С второй стороны поршня 7 может быть установлен дополнительный шток 9. Каждый щток выполнен с диаметром, равным диаметру поршня 7, и с коническим участком а на боковой поверхности у обращенного наружу торца. Бункер выполнен по высоте из разъемных кольцевых элементов 5 и 6. Штоки 8 и 9 имеют центральные литниковые системы 10. Средство для фиксации бункера 1 на пресс-форме 4 выполнено в виде кольцевого переходника 11 с центральным коническим отверстием б для взаимодействия с коническими участками а штоков. При воздействии пресса на шток 8 осуществляется запрессовка обрабатываемого материала 12 в пресс-форму 4 и распрессовка элемента 5 и поршня 7. 3 з. п. ф-лы, 2 ил. i (Л с 1чЭ ;о 00 ю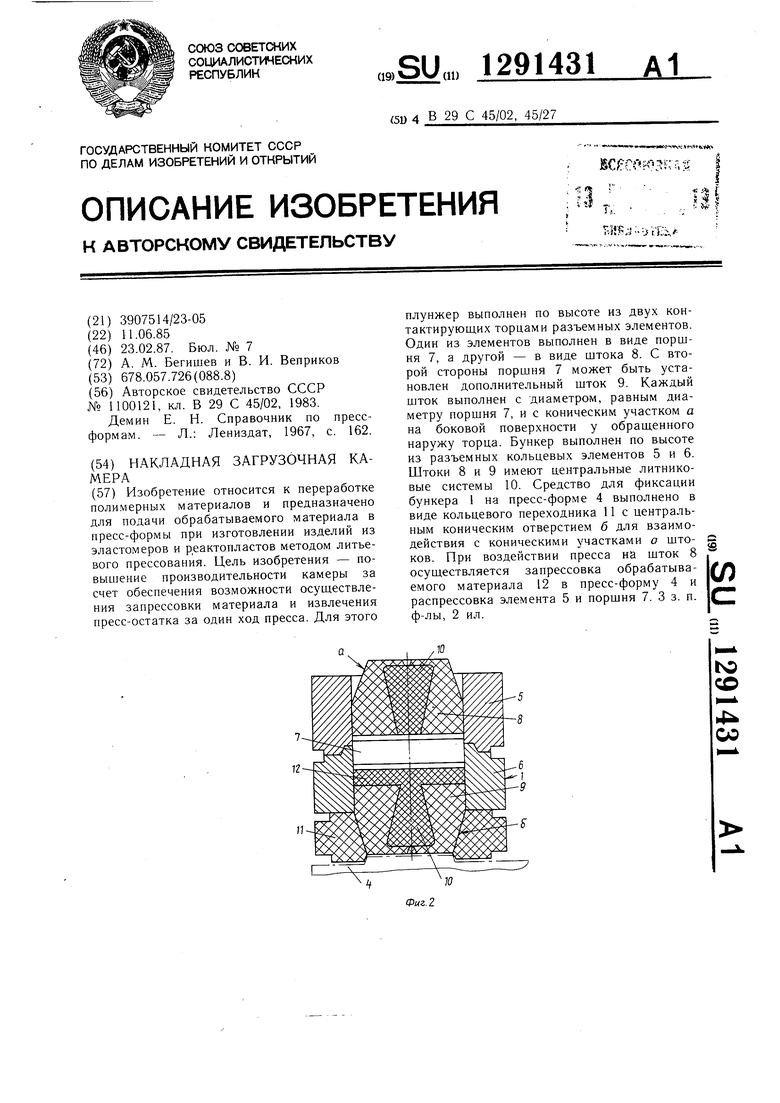
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Солесос | 1922 |
|
SU29A1 |
| Демин Е | |||
| Н | |||
| Справочник по пресс- формам | |||
| - Л.: Лениздат, 1967, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
