Изобретение относится к обработке металлов давлением, в частности к производству гнутых отводов для трубопроводов методом холодной гибки из тонкостенных труб большого диаметра.
Целью изобретения является повышение качества путем предотвращения повреждения изоляции трубы,
На фиг. 1 изображен станок, общий вид; на фиг. 2 - шаблон и ложемент; на фиг. 3 - упор станка, продольный разрез.
Станок состоит из рамы 1, к кото
рой жестко крепятся шаблон 2, ролико
вые опоры 3 и лебедка 4. В передней части станка установлен упор 5 (снабженный клиновым механизмом подъема). Гибочный ложемент 6 связан с рамой 1 при помощи гидроцилиндров 7 и 8, шар нирно соединенных с рамой 1 и гибочным ложементом 6.
К раме 1 шарнирно прикреплен гидроцилиндр 9, в свою очередь шарнирно связанный с клином 10, перемещающим- ся в направляюш х по раме 1 . На клин 10 опирается каретка 11, шарнирно связанная соединительным звеном 12 с рамой. Ложемент 13 соединен через шарниры 14 и промежуточное звено 15 с кареткой, а между ложементом и кареткой установлены резиновые амортизаторы 16.
Станок работает следующим образом
Труба 17 укладывается на роликовы опоры 3 (вторая опора, расположенная между упором 5 и гибочным ложементом 6, не показана), служашзяе для облегчения передвижки трубы между последовательными гибами.
Гибочным ложементом 6, приводимым в действие гидроЦилиндрами 7 и 8, труба поджимается к шаблону 2 и выставляется в исходное (например, горизонтальное) положение для гибки. При помощи клина 10, приводимого в действие гидроцилиндром 9,.ложемент 13 поднимается до соприкосновения с трубой и служит опорой для трубы при ее гибке. Гибка трубы осуществляется путем подачи рабочего давления в гидроцилиндры 7 и 8, усилие через ложемент 6 передается к изгибаемой трубе 17, которая обкатывается вокруг формующего лекала 2,
5
.,
5 л
0
5 0
При гибке опертый на ложемент 13 конец трубы поворачивается по часовой стрелке и смещается вправо, а ложемент 13 повторяет эти движения. Одновременно амортизаторы 16 снимаются, однако возникающие в них реакции малы и не нарушают процесса гибки.
По достижении определенного угла гиба гибочный ложемент 6 и ложемент 13 упора..опускаются, амортизаторы 16 возвращают ложемент 13 в исходное положение, труба при помощи лебедки 4 передвигается по роликовым опорам 3 на определенное для трубы каждого диаметра расстояние, после чего циклы гибки повторяются до тех пор, пока торец Б изгибаемой трубы совпа- дет с торцом В ложемента 6, после чего гибка считается законченной и изогнутая труба снимается со станка.
Наряду с другими мероприятиями, такими, например, как применение вкладьш1ей с эластомерными покрытиями, это позволяем существенно уменьшить объем ремонта наружной изоляции после изготовления гнутых отводов, особенно из труб с изоляцией на основе эпоксидных смол.
Формула изобретения
Станок для холодной гибки труб большого диаметра преимущественно с наружной изоляцией, предназначенных для магистральных газопроводов, содержащий установленный на раме шаблон, гибочный ложемент с приводом его подъема и узел упора, включающий ложемент, каретку, связанную с рамой, клин с приводом перемещения и шарнирно соединенный с кареткой ложемент, отли 1ающийся тем, что, с целью повьш1ения качества путем предотвращения повреждения изоляции, шарнирная связь каретки с ложементом выполнена в виде двух параллельных осей, расположенных в плоскости, перпендикулярной оси симметрии ложемента упора,жестко связанных между собой и размещенных в полуцилиндрических пазах, выполненных в каретке и ложементе, при этом упор снабжен установленными между кареткой и ложементом упругими элементами.
5
фиъ.1
8 В
Фиг г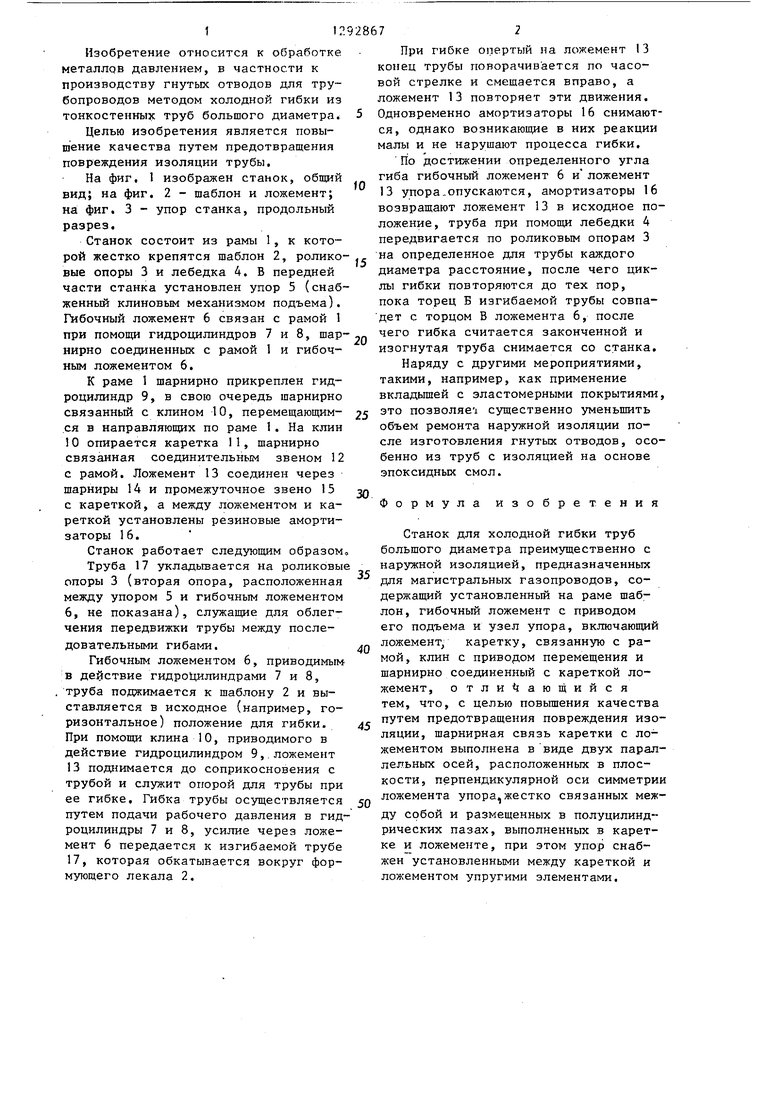
| название | год | авторы | номер документа |
|---|---|---|---|
| Упор к станку для холодной гибки крупногабаритных труб | 1986 |
|
SU1433542A1 |
| Станок для холодной гибки труб | 1981 |
|
SU1037999A1 |
| Устройство для синхронизации выдвижения штоков гидроцилиндров привода гибочного ложемента станка для холодной гибки труб | 1990 |
|
SU1801042A3 |
| СТАНОК ДЛЯ ХОЛОДНОГО ГНУТЬЯ ТРУБ | 1968 |
|
SU218635A1 |
| Станок для холодной гибки труб | 1985 |
|
SU1306619A1 |
| Станок для холодной гибки труб большого диаметра | 1987 |
|
SU1530289A1 |
| Трубогибочный станок | 1979 |
|
SU837471A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| Станок для холодной гибки труб большого диаметра | 1976 |
|
SU633639A1 |
| Станок-автомат для двусторонней гибки труб | 1980 |
|
SU897331A1 |
Изобретение относится к обработке металлов давлением, Б частности к холодной гибке труб большого диаметра. Целью изобретения является повышение качества труб путем предотвращения повреждения изоляции. Для достижения этой цели в станке установлены два шарнира в звене, связывающем каретку с ложементом упора, а также введены упругие элементы - амортизаторы, позволяющие ликвидировать при снятии нагрузки возникшие угловые и горизонтальные смещения ложемента упора относительно рамы. 3 ил. 1чЭ со ю 00 О) 
7 /////////////А//А /У
II II
ПW9 J
Фиг. J
Составитель Е. Чистякова Редактор Т. Парфенова Техред В.Кадар Корректор А. Зимокосов
315/10
Тираж 733 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
