Изобретение относится к обработке металлов давлением, в частности к оборудованию для холодной гибки труб большого диаметра.
Цель изобретения - уменьшение габарита станка по ширине, повышение производительности и улучшение качества изделия за счет сокращения времени на загрузку заготовки и повышения точности установки исходного положения гибочного ложемента.
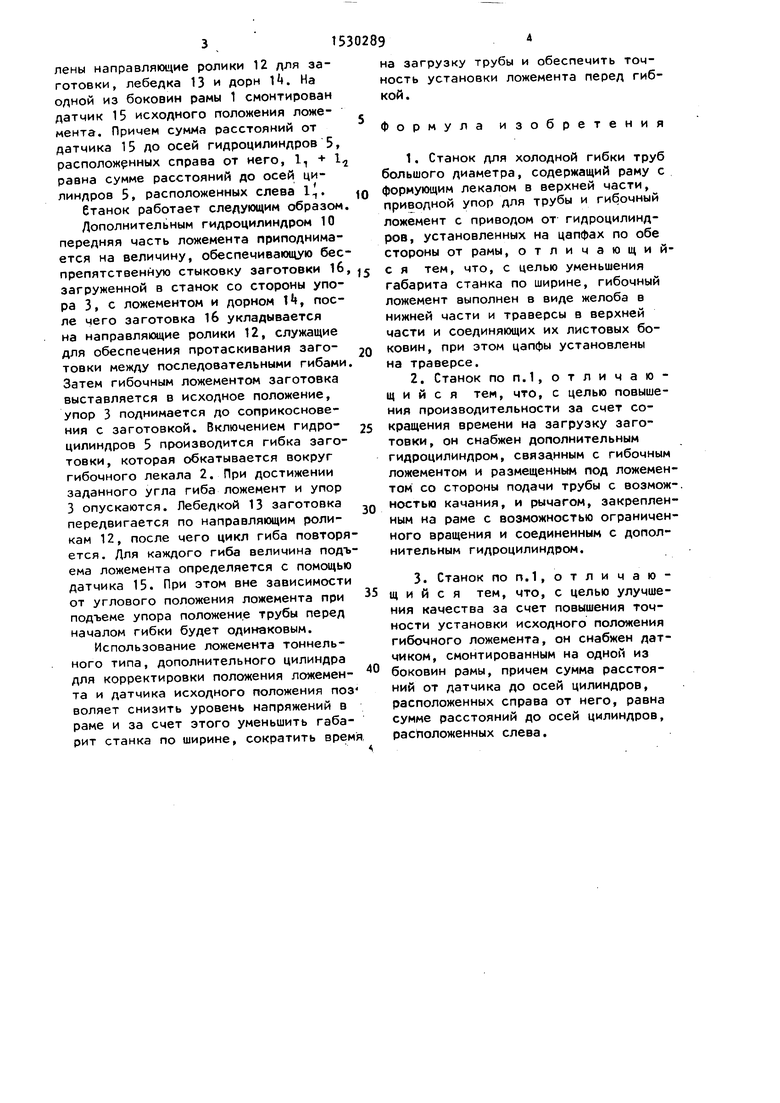
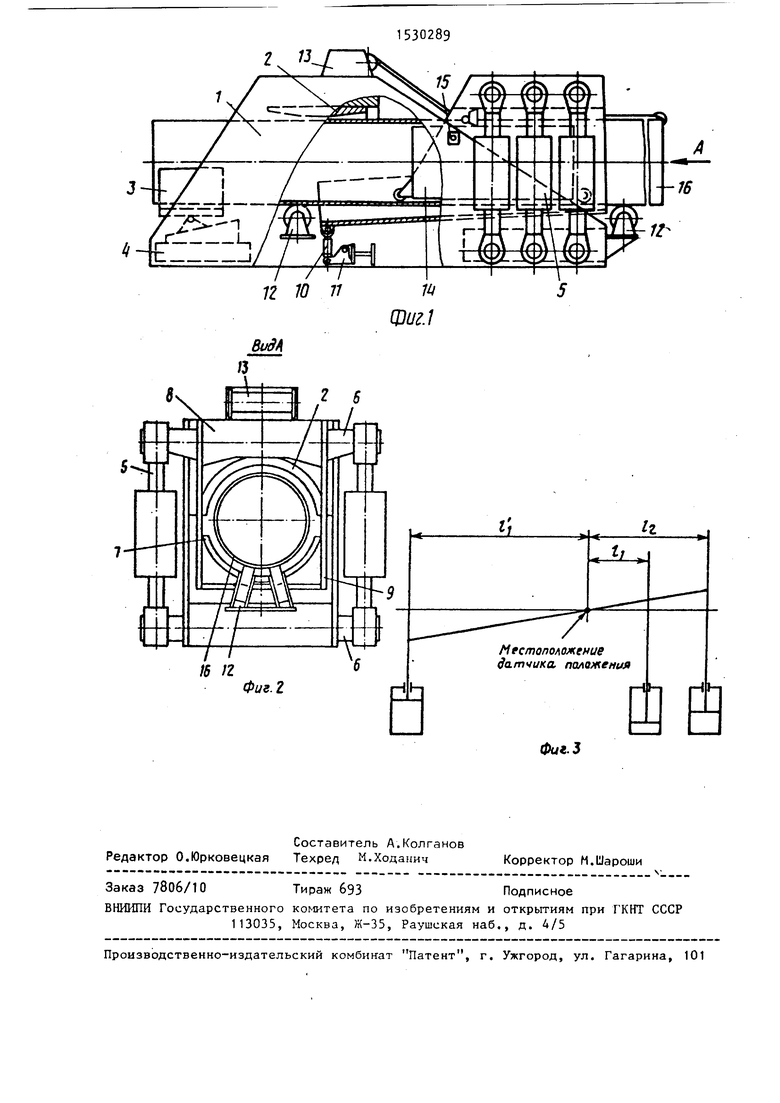
На фиг. 1 показан станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема выбора расположения датчика относительно гидроцилиндров ложемента.
Станок для холодной гибки труб содержит раму 1 с формую1 4им лекалом 2 в верхней части, упор 3 лля трубы, с клиновым приводом t и гибочный ложемент с приводом от гидроцилиндров 5, установленных на ципфах 6 по обе стороны от рамы 1. Гибочный ложемент выполнен в виде желоба 7 в нижней части, траверсы 8 в верхней части и соединяюи4их их листовых боковин 9. Под ложементом со стороны подачи трубы установлен дополнительный гидроцилиндр 10, связанный с ложементом и рычагом 11, смонтированным на раме 1 с возможностью ограниченного вращения. Кроме того, на раме установ-.
ел
СО
о
1C
00
со
31530289
лены направляющие ролики 12 для заготовки, лебедка 13 и дорн . На одной из боковин рамы 1 смонтирован датчик 15 исходного положения ложемента. Причем сумма расстояний от датчика 15 до осей гидроцилиндров 5,
н н
на загрузку трубы и обеспечить точность установки ложемента перед гибкой.
Формула изобретения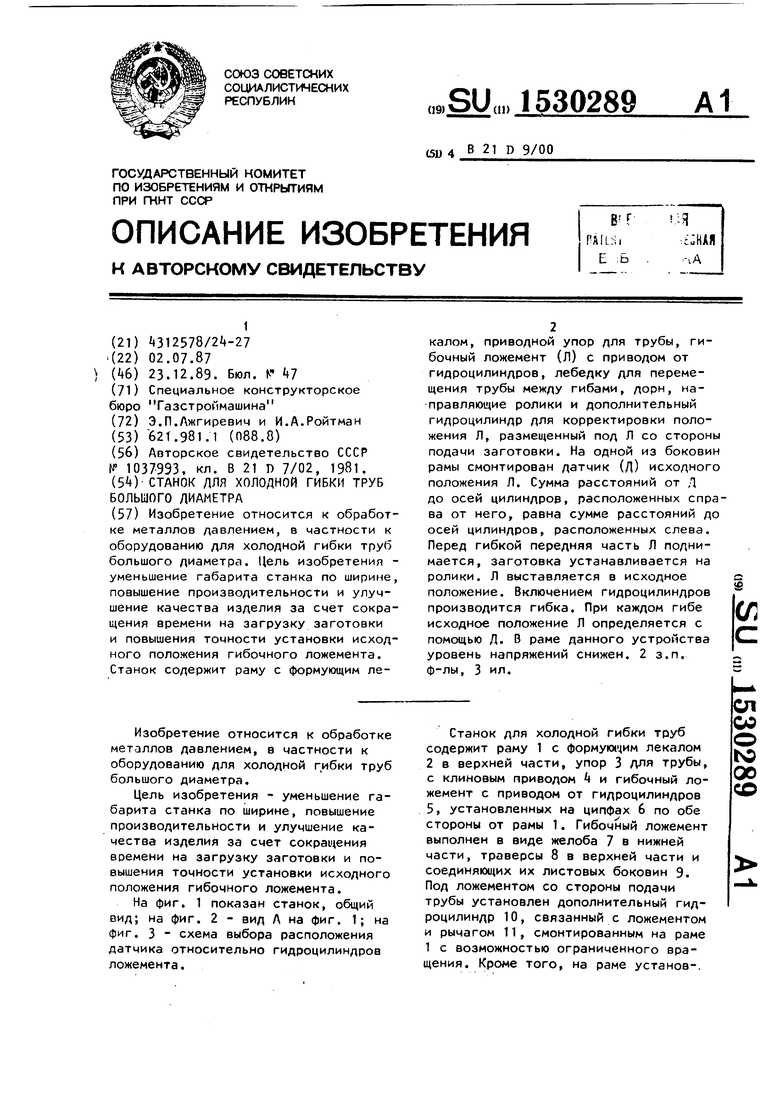
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для холодной гибки труб | 1985 |
|
SU1306619A1 |
| Станок для гибки труб с одновременной осадкой и нагревом твч | 1972 |
|
SU467555A1 |
| Станок для холодной гибки труб большого диаметра | 1981 |
|
SU1292867A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1304958A1 |
| Станок для изготовления деталей с двумя отогнутыми концами, преимущественно рулей велосипедов | 1988 |
|
SU1530287A1 |
| Станок для гибки труб | 1991 |
|
SU1817719A3 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для холодной гибки труб большого диаметра. Цель изобретения - уменьшение габарита станка по ширине, повышение производительности и улучшение качества изделия за счет сокращения времени на загрузку заготовки и повышение точности установки исходного положения гибочного ложемента. Станок содержит раму с формующим лекалом, приводной упор для трубы, гибочный ложемент (Л) с приводом от гидроцилиндров, лебедку для перемещения трубы между гибами, дорн, направляющие ролики и дополнительный гидроцилиндр для корректировки положения Л, размещенный под Л со стороны подачи заготовки. На одной из боковин рамы смонтирован датчик (Д) исходного положения Л. Сумма расстояний от Д до осей цилиндров, расположенных справа от него, равна сумме расстояний до осей цилиндров, расположенных слева. Перед гибкой передняя часть Л поднимается, заготовка устанавливается на ролики. Л выставляется в исходное положение. Включением гидроцилиндров производится гибка. При каждом гибе исходное положение Л определяется с помощью Д. В раме данного устройства уровень напряжений снижен. 2 з.п. ф-лы, 3 ил.
расположенных справа от него, 1, + 1, равна сумме расстояний до осей цилиндров 5, расположенных слева 1. бтанок работает следующим образом Дополнительным гидроцилиндром 10 передняя часть ложемента приподнимается на величину, обеспечивающую беспрепятственную стыковку заготовки 1б, загруженной в станок со стороны упора 3 , с ложементом и дорном 1 , после чего заготовка 1б укладывается на направляющие ролики 12, служащие для обеспечения протаскивания заготовки между последовательными гибами. Затем гибочным ложементом заготовка выставляется в исходное положение, упор 3 поднимается до соприкосновения с заготовкой. Включением гидроцилиндров 5 производится гибка заготовки, которая обкатывается вокруг гибочного лекала 2. При достижении заданного угла гиба ложемент и упор 3 опускаются. Лебедкой 13 заготовка передвигается по направляющим роликам 12, после чего цикл гиба повторяется. Для каждого гиба величина подъема ложемента определяется с помощью датчика 15. При этом вне зависимости от углового положения ложемента при подъеме упора положение трубы перед началом гибки будет одинаковым.
Использование ложемента тоннельного типа, дополнительного цилиндра для корректировки положения ложемента и датчика исходного положения поз воляет снизить уровень напряжений в раме и за счет этого уменьшить габарит станка по ширине, сократить время
ложемент с приводом от гидроцилиндров, установленных на цапфах по обе стороны от рамы, отличающий- с я тем, что, с целью уменьшения габарита станка по ширине, гибочный ложемент выполнен в виде желоба в нижней части и траверсы в верхней масти и соединяющих их листовых боковин, при этом цапфы установлены на траверсе,
7 П 10 77
Фиг. г
п1Ц
.
Местоположение во-тчика, положения
Фиг. 5
| Матрица для прессования изделий | 1982 |
|
SU1037993A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
