2 rj 7 3 фиг. 2
8
4 1
сл
Ч
Изобретение относится к литейному производству и может быть использовано на автоматах для изготовления выплавляемых моделей.
Целью изобретения является расширение номенклатуры и улучшение ка- чества изготавливаемых моделей.
На фиг. 1 изображена неподвижная полуматрица в плоскости разъема; на фиг. 2 - разрез А-А на фиг 1.
Пресс-форма состоит из подвижной полуформы с матрицей 1 с запрессо- вочным каналом 2 и наклонными штырями 3, неподвижной полуформы с матрицей 4 и отверстиями 5 для удаления пресс-остатка, формообразующих вставок 6j прижимной плитой 7 с ограничителями 8 хода, шиберного механизма, взаимодействующего со штырями 3, который выполнен в виде двух подпружиненных ступенчатых пластин 9 и 10, установлен гых между матрицей 4 и плитой 7 и имеющих распределительные каналы 11, соединенные литниковыми каналами 12 и 13 с запрес- совочным каналом 2, системы толкателей 14-16 с пружинами 17 возврата.
Пресс-форма работает следующим образом.
Модельная масса через запрессово ный канал 2 поступает по литниковьм каналам 12 и 13 в распределительные каналы 11, выполненные в ступенчаты пластинах 9 и 10 шиберного механизм и дальше в полость формообразующих вставок 6.
При раскрытии пресс-формы наклонные штыри 3 взаимодействуют со ступенчатыми пластинами 9 и 10 шиберного механизма. При этом срезаются пресс-остатки в распределительных каналах 11 и после достижения сту.
0
5
5
0
пенчатыми пластинами ограничителей 8 хода устанавливаются соосно отверстиям 5 матрицы 4, При срабатывании системы толкателей 14-16, расположенных UOOCHO отверстиям 5 и 12 мат- рИ7ды 4 и формующих вставок 6, происходит удаление моделей и пресс- остатка в плоскость разъема пресс- формы. После закрепления пресс-формы возврат выталкивателей в исходное положение происходит при помощи пружин 17 и цикл повторяется.
При удалении пресс-остатка обеспечивается качество выплавляемых моделей вследствие исключения сколов, выкрашиваний и деформации их. Снижается трудоемкость изготовления выплавляемых моделейj так как операция удаления литниковых пресс-остатков производится, автоматически при движении пластин шиберного механизма в момент раскрытия пресс- формы .
Формула изобретения
Пресс-форма для изготовления вы- цлавляемых моделей, содержащая подвижную полуформу и неподв.ижную полуформу с системой толкателей, отличающаяся тем, что, с целью расширения номенклатуры и повьш1ения качества изготавливаемых моделей, неподвижная полуформа снабжена шиберным механизмом, который выполнен в виде подцружиненных ступенчатых пластин с распределительны- ми каналами, расположенным между матрицей и прижимной плитой с возможностью перемещения и установки соосно отверстий матрицы и выталкивателей для удаления пресс-остатка массы.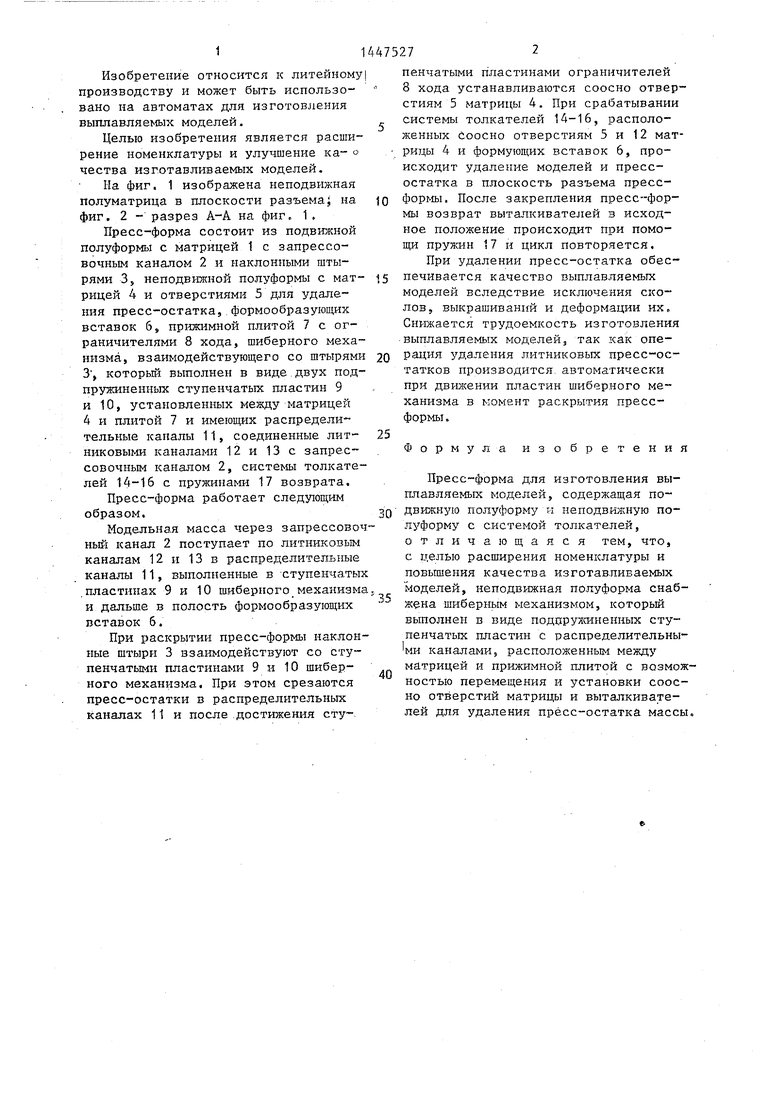
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1987 |
|
SU1444054A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Прессформа для литья под давлением | 1975 |
|
SU551114A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1452639A1 |
| Пресс-форма для литья под давлением протяженных отливок | 1986 |
|
SU1400773A1 |
Изобретение относится к конструкциям пресс-форм для изготовления выплавляемых моделей. Цель изобретения - расширение номенклатуры и повышение качества изготавливаемых моделей. Пресс-форма содержит подвижi иую полуформу с матрицей 1, запрес- совочным каналом 2 и наклонными штырями 3, неподвижную полуформу с матрицей 4 и отверстиями 5 для удаления пресс-остатка массы, формообразующими вставками 6, прижимной плиЛ-/ той 7 с ограничителями хода 8, шиберным механизмом, взаимодействую щим со штырями.3, шиберный механизм выполнен в виде двух подпружиненных пластин 9 и 10, установленных между матрицей 4 и плитой 7 и имеющих распределительные каналы 11, соединенные с запрессовочным каналом 2 через литниковые каналы 12 и 13, а также систему выталкивателей 14, 15, 16 с пружинами возврата 17. Изобретение позволяет расширить номенклатуру изготавливаемых моделей и повысить их качество путем обеспечения запрессовки вне плоскости разъема, а пресс- остатки срезаются пластинами шиберного механизма и удаляются выталкивателями в момент, когда выплавляемая модель находится в полости формообразующих вставок, без сколов, выкрашиваний и деформации выплавляемых моделей. 2 ил. i (Л С
Фиг.1
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
