Изобрет€1ние относится к порошковой металлургии, в частности к способам изготовления двухслойных изделий.
Цель изобретения - предотвращение раскрытия стыка между пористым материалом и стенками заготовки.
Изобретение иллюстрируется примерами.
Изготавливают рабочие стенки кристаллизатора машины непрерывного литья заготовок. В контактной заготовке выполняют полость размером 6X150X170 мм. Боковые стенки полости скругляют с различными радиусами. Затем заготовку устанавливают на поддон колгЕаковой печи и протирают контактную поверхность полости ацетоном.
На поверхность полости засыпают и разравнивают медный порошок марки ПМС-1.
Толшина слоя порошка составляет 1 мм. В полость устанавливают сформированную пористую спеченную пластину толщиной 6 мм, из медного порощкового проката, которую предварительно обезжиривали ацетоном. Поверх пластины через противопригарную бумажную прокладку устанавливают пуансон, через который передают нагрузку 4,5 тс, что составляет 18 кг/см. Процесс ведут в колпаковой печи в атмосфере водорода в течение 70 ч, включая нагрев, охлаждение и пятичасовую выдержку при 950°С.
После заверщения прессования проводят фрезерование выступающих из полости концов пластины.
На фиг.1 изображено взаимное расположение компактного и пористого слоев.
Увеличение радиуса скругления до значений R 7 (б + а) не приводит к росту
где 1 - компактное основание, 2 - слой порощка, 3 - пластина из спеченного пористого материала, 4 - пуансон; на фиг.2- 4 - выбор предела радиуса скругления стенок полости в компактном основании (показаны случаи различного соотношения между радиусом и суммой толщин спеченной пластины и слоя порощка на контактной поверхности).
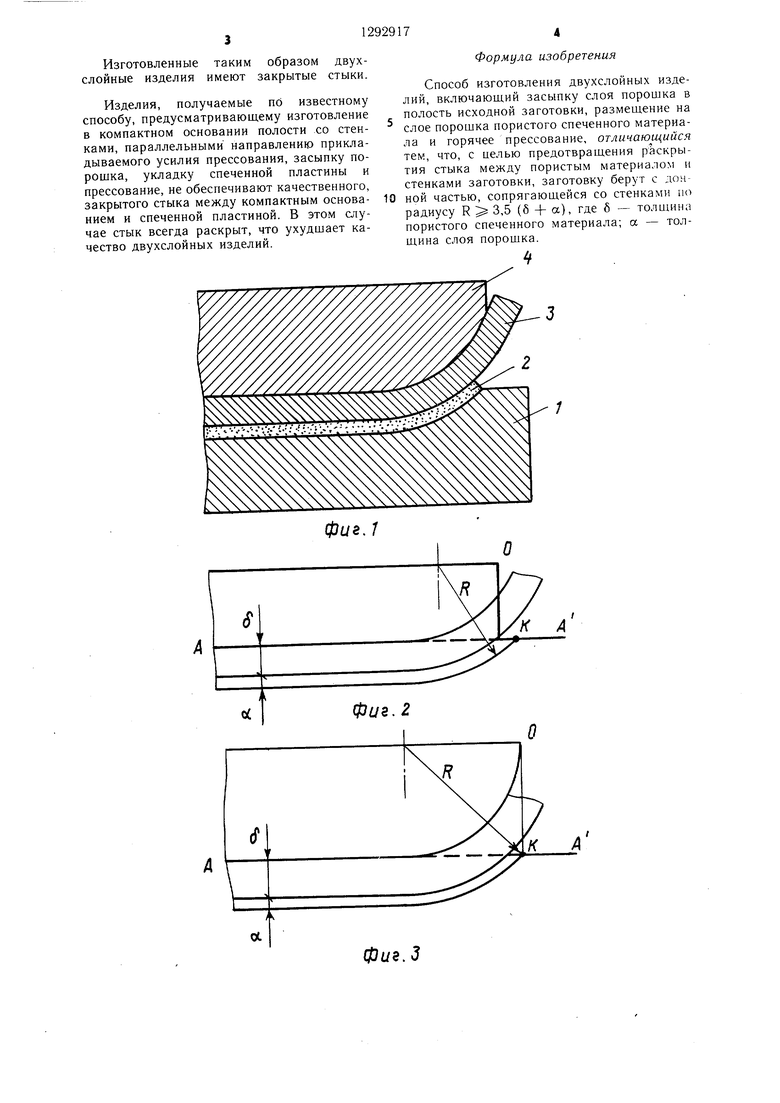
Радиус скругления должен быть достаточно больщим, чтобы перпендикуляр, опущенный из т. О на прямую АА , пересекал ее в т. К или правее ее. На фиг.2 показан случай, когда значение радиуса скругления мало и данное условие не вы, полняется. В этом случае не происходит припрессования всего бокового стыка. В результате стык после прессования раскрывается.
На фиг.З показан случай, когда перпендикуляр, опущенный из т. О на прямую
0 АА , пересекает ее в т. К. При этом усилие, передаваемое пуансоном на порошковый слой, обеспечивает его полное при- прессоВание, что исключает раскрытие стыка. Этот предельный случай аналитически выражается соотнощением 2 R-(б-faj R,
или R 3,5 (б + а), где б - толщина спеченной пористой пластины, а - толщина слоя засыпки порошка.
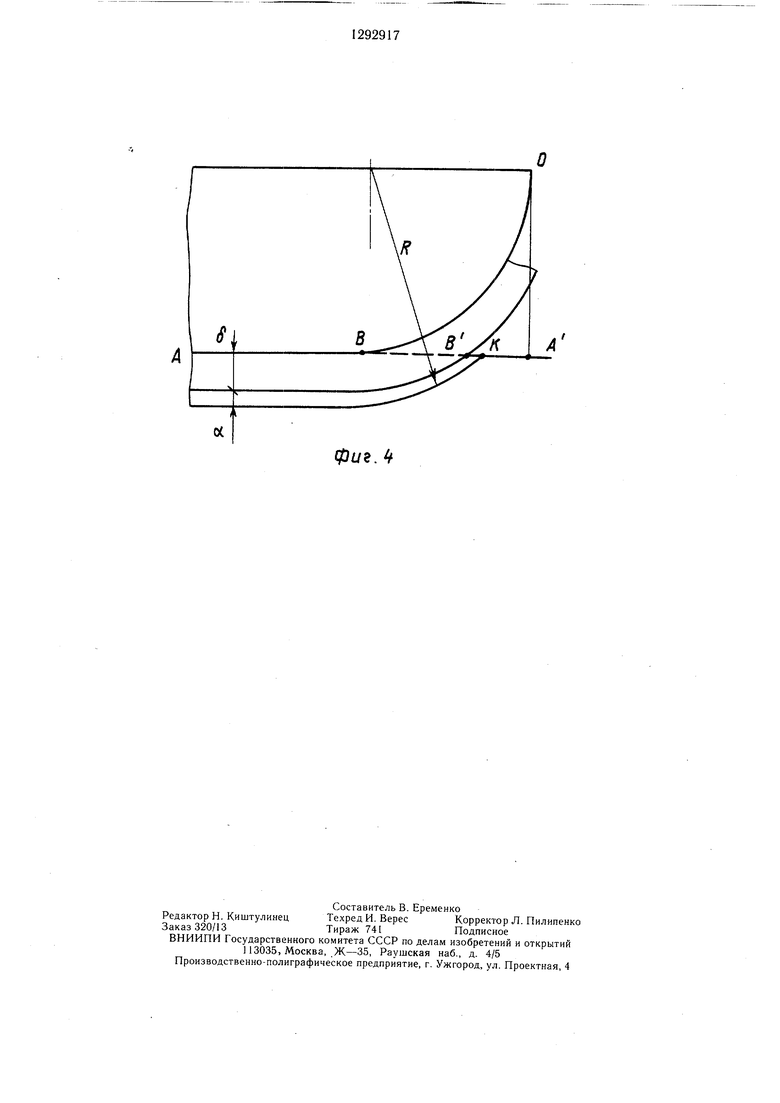
При увеличении радиуса скругления до значений R п (б + «). где п изменяется от
,. 3,5 и более, происходит увеличение плотности порошкового слоя (см. таблицу). При этом раскрытие стыка исключено.
плотности порощкового слоя, но увеличивает ширину срезаемой полосы.
Изготовленные таким образом двухслойные изделия имеют закрытые стыки.
Изделия, получаемые по известному способу, предусматривающему изготовление в компактном основании полости со стенками, параллельными направлению прикладываемого усилия прессования, засыпку порошка, укладку спеченной пластины и прессование, не обеспечивают качественного, закрытого стыка между компактным основанием и спеченной пластиной. В этом случае стык всегда раскрыт, что ухудшает качество двухслойных изделий.
Формула изобретения
Способ изготовления двухслойных изделий, включающий засыпку слоя порошка в полость исходной заготовки, размещение на слое порошка пористого спеченного материала и горячее прессование, отличающийся тем, что, с целью предотвращения раскрытия стыка между пористым материалом и стенками заготовки, заготовку берут с дон- ной частью, сопрягающейся со стенками по радиусу R 3,5 (б + а), где б - толщина пористого спеченного материала; а - толщина слоя порощка.
фб/г. /
Фиг. 2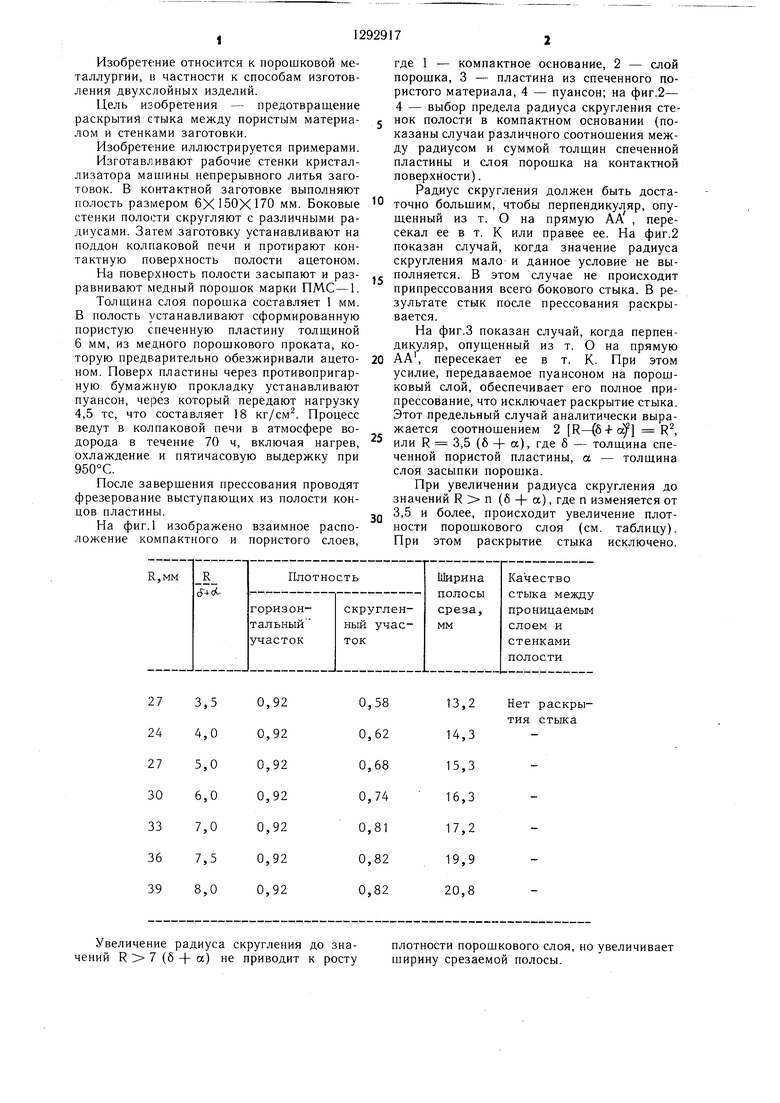
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |
| Способ изготовления двухслойных пористых изделий | 1988 |
|
SU1521523A1 |
| СПОСОБ ПРЕССОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ПОДЪЕМНОЙ СИЛЫ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2482938C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Способ изготовления двухслойных пористых изделий из порошков никеля | 1982 |
|
SU1097452A1 |
| Способ изготовления спеченных пористых изделий | 1978 |
|
SU772718A1 |
| Способ изготовления комбинированных спеченных изделий из разнородных материалов | 1980 |
|
SU942888A1 |
| Способ изготовления спеченных изделий | 1974 |
|
SU590084A1 |
Изобретение относится к области порошковой металлургии, в частности к способам изготовления двухслойных изделий. Целью изобретения является предотвраше- ние раскрытия стыка между пористым материалом и стенками заготовки. Это достигается выполнением в компактной заготовке полости со скругленными стенками радиусом R 3,5 (б + а), где б - толшина пористого спеченного материала; а - толщина слоя порошка, засыпкой слоя порошка в полость исходной заготовки, размещением на слое порошка пористого спеченного материала и горячим прессованием. 4 ил., I табл. ГчЭ со N3 Х5
Фиг.З
0(
. 4«
| Авдеев Н | |||
| В | |||
| Металлирование | |||
| М.: Машиностроение, 1978, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Антонов А | |||
| А., Махнева Н | |||
| П., Береко- ва А | |||
| Д | |||
| Технология изготовления рабочих стенок кристаллизатора машин непрерывного литья | |||
| Информационный листок Свердловского межотраслевого центра научно-технической информации и пропаганды | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
