Изобретение относится к станкостроению, а именно к стендам для исследования процессов шлифования гнутых деталей из древесины, и может быть использовано при исследовании механизма копирования криволинейного контура деталей, используемого на полуавтоматических линиях для шлифования гнутых брусковых деталей мебели.
Целью изобретения является повышение точности результатов замеров путем приближения условий исследований к эксплуатационным и упрощение конструкции стенда за счет исключения влияния инерционности шатуна на точность измерений.
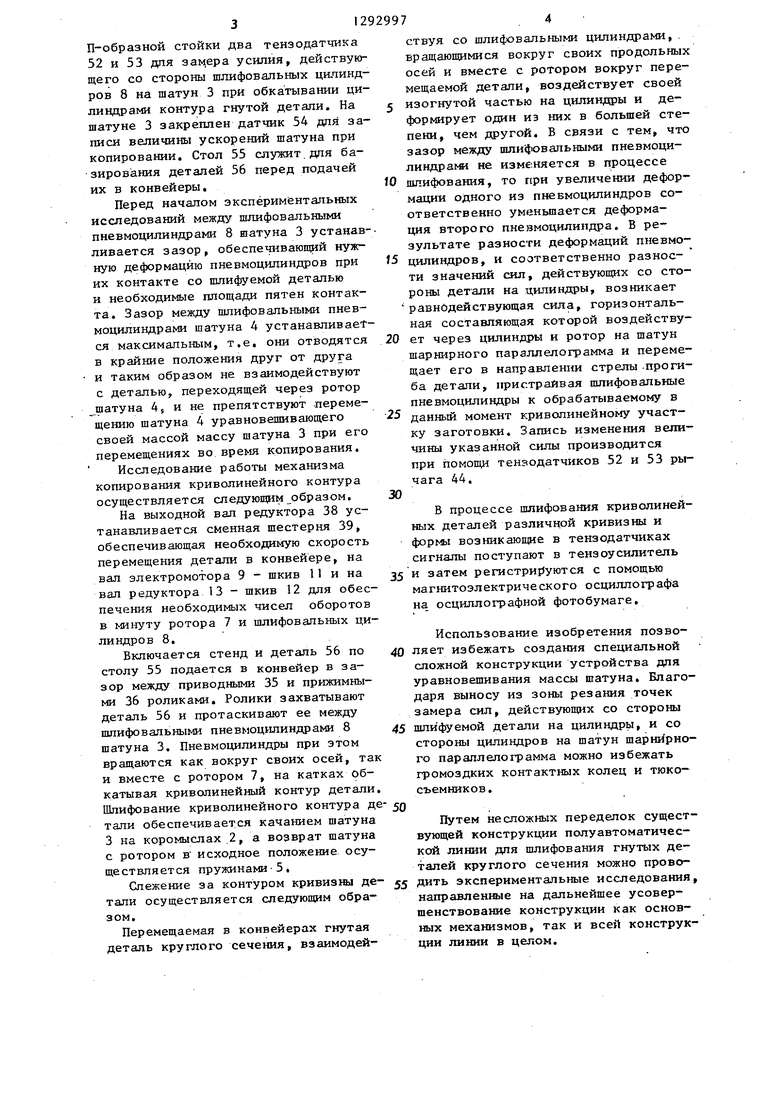
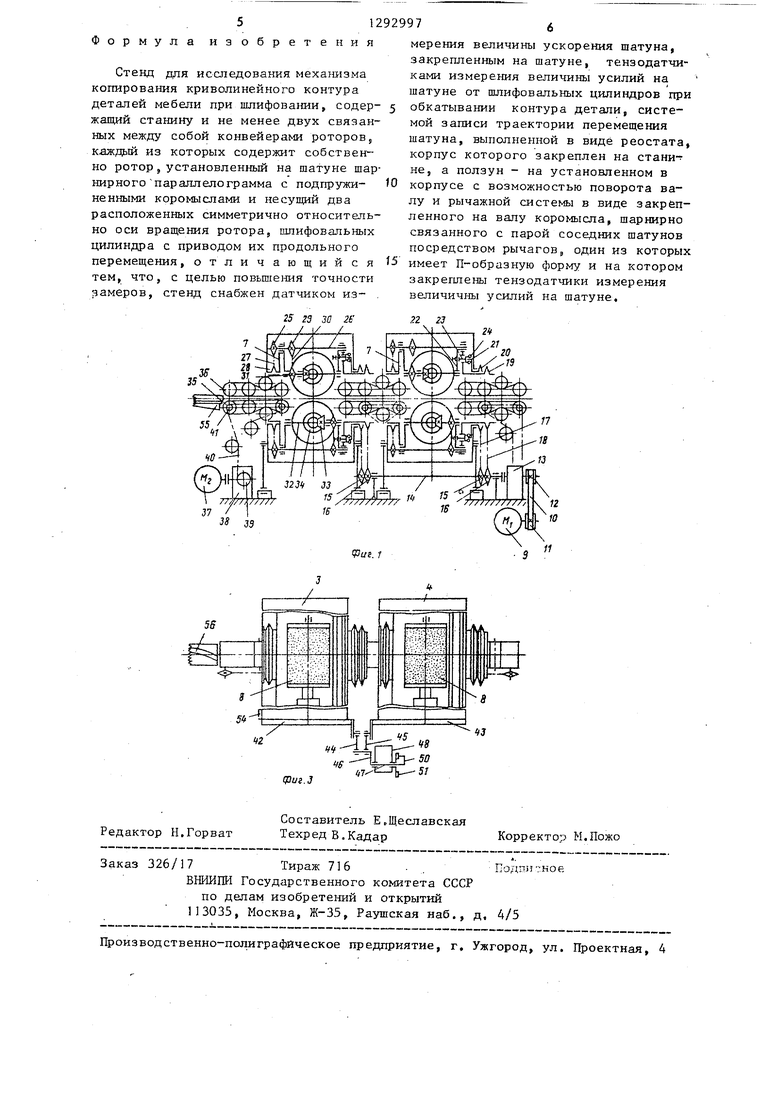
На фиг.1 изображена кинематическая схема стенда; на фиг.2 - то же, вид сверху; на фиг.З - то же, вид сбоку.
Стенд включает станину 1, на которой шарнирно с возможностью качания на коромыслах 2 установлены шатуны 3 и 4, образующие с коромыслами 2 шарнирные параллелограммы механизма копирования криволинейного контура детали при пшифовании. Коромысла 2 в исходном положении удерживаются регулируемыми пружинами 5. Для гашения колебаний, возникающих в процессе шлифования, коромысла 2 шарнирно связаны с демпферами 6.
На шатунах 3 и 4 с возможностью вращения на катках вокруг продольной оси стенда установлены роторы 7, несущие шлифовальные пневмоцилиндры 8. Привод вращения как шлифовальных пневмоцилиндро в 8, так и роторов 7 осуществляется от электродвигателя 9 через клиноременную передачу 10,
шкивы 11 и 12 которой выполняются сменными различного диаметра с целью получения различных скоростей вращения роторов 7 и шлифовальных пнев- моцилиндров 8. Далее вращение через редуктор 13 передается распределительному валу 14, откуда через звездочки 15 и 16.и цепи 17 и 18 передаётся звездочкам. 19 привода вращения роторов 7 и звездочками 20 привода вращения кулачков 21, при помощи которых осуществляется продольное перемещение пневмоцилиндров 8 при шлифова1ши, вовлекающее в обработку всю площадь абразивных рукавов, надеваемых на пневматические
шлифовальные цилиндры 8. Для осущест10
15
929972
вления указанных перемещений рамки 22, установ.пенные шарнирно на pofo- ре 7 и несущие шлифовальные пневмо- цилиндры 8, связаны посредством тол кателей 23 с.роликами 24 с кулачками 21. Для того, чтобы продольное перемещение цилиндров имело место и осуществлялось с малой скоростью, звездочки 15 и 16 берутся с одинаковым числом-зубьев, а разница в числе зубьев звездочек 19 и 20 составляет 1-2 зуба-(например 119 и 120, либо 120 и 122).
Привод вращения шлифовальных пнен- моцилиндров 8 осуществляется следующим образом.
При вращении ротора 7 вместе с ним BOKijyr продольной оси ротора вращаются звездочки 25, сидящие на валах 26 и связанные цепью 27 с неподвижной звездочкой 28, закрепленной на шатуне 3 и 4. Обкатываясь вокруг неподвижной звездочки 28, цепь 27 приводит во вращение звез- дочки 25 и валы 26, а также звездочки 29 - цепь 30, звездочки 31, сидящие на валах 32, и конические шестерни .33. Шестерни 33 связаны с зубчатками -34 „ жестко связанными с пневмоцилиндрами 8, и сообщают им вращение вокруг продольных осей цилиндров.
20
30
Шатуны 3 и 4, несущие роторы 7,
связаны между собой конвейерами, включающими приводные 35 и прижим- Hbie 36 ролики. Приводные ролики приводятся во вращение от электродвигателя 37 через редуктор 38 и сменную
(для получения различных скоростей подачи деталей на обработку) звездочку 39, цепь 40,и приводные звез- дочки 41 приводнь1х роликов 35. На шатунах 3 и 4 жестко закреплены
штанги 42 и 43, шарнирно связанные посредством рычагов 44 и 45 с коромыслом 46, сидящим на валу 47, установленном на опорах качания в корпусе 48, жестко связанном через кронштейн 49 со станиной 1. На другом конце вала 47 установлен качаюпшйся ползун 50 реостата 51, при помощи которого осуществляется запись траектории перексд :Рий шатуна 3 при копировании криволинейного контура шлифуемых гнутых деталей.
Рычаг 44 выполнен в средней своей части (по дойне) П-образной формы и несет на одной из боковых сторон
П-образной стойки два тенэодатчика 52 и 53 для замера усилия, действующего со стороны шлифовальных цилиндров 8 на шатун 3 при обкатывании цилиндрами контура гнутой детали. На шатуне 3 закреплен датчик 54 для записи величины ускорений шатуна при копировании. Стол 55 служит.для базирования деталей 56 перед подачей их в конвейеры.
Перед началом экспериментальных исследований между шлифовальными пневмоцилиндрами 8 шатуна 3 устанавливается зазор, обеспечивающий нужную деформацию пневмоцилиндров при их контакте со шлифуемой деталью и необходимые площади пятен контакта. Зазор между шлифовальными пнев- моцилиндрамн шатуна 4 устанавливается максимальным, т.е. они отводятся в крайние положения друг от друга и таким образом не взаимодействуют с деталью, переходящей через ротор шатуна 4s и не препятствуют .перемещению шатуна 4 уравновешивающего своей массой массу шатуна 3 при его перемещениях во время копирования.
Исследование работы механизма копирования криволинейного контура осуществляется следующим образом.
На выходной вал редуктора 38 устанавливается сменная шестерня 39, обеспечивающая необходимую скорость перемещения детали в конвейере, на вал электромотора 9 - шкив 11 и на вал редуктора 13 - шкив 12 для обеспечения необходимых чисел оборотов в минуту ротора 7 и шлифовальных цилиндров 8.
Включается стенд и деталь 56 по столу 55 подается в конвейер в за- 3 ор между приводными 35 и прижимными 36 роликами. Ролики захватывают деталь 56 и протаскивают ее между шлифовальными пневмоцилиндрами 8 шатуна 3. Пневмоцилиндры при этом вращаются как вокруг своих осей, та и вместе с ротором 7, на катках обкатывая криволинейный контур детали Шлифование криволинейного контура д тали обеспечивается качанием шатуна 3 на коромыслах .2, а возврат шатуна с ротором В исходное положение осуществляется пружинами-5.
Слежение за контуром кривизшл детали осуществляется следующим обра зом.
Перемещаемая в конвейерах гнутая деталь круглого сечения, взаимодей
0
5
0
5
0
5
ствуя со шлифовальными цилиндрами, . вращаюшимися вокруг своих продольных осей и вместе с ротором вокруг перемещаемой детали, воздействует своей изогнутой частью на цилиндры и деформирует один из них в большей степени, чем другой. В связи с тем, что зазор между шлифовальными пневмоци- линдpa я не изменяется в процессе шлифования, то при увеличении деформации одного из пневмоцилиндров соответственно уменьшается деформация второго пневмоцилиндра. В результате разности деформаций пневмоцилиндров, и соответственно разности значений сил, действуюшгих со стороны детали на цилиндры, возникает равнодействующая сила, горизонтальная составляющая которой воздействует через цилиндры и ротор на шатун шарнирного параллелограмма и перемещает его в направлении стрелы -прогиба детали, пристраивая шлифовальные Пневмоцилиндры к обрабатываемому в данный момент криволинейному участку заготовки. Запись изменения величины указанной силы производится при помощи тензодатчиков 52 и 53 рычага 44.
В процессе шлифования криволинейных деталей различной кривизны и формы возникаюидае в тензодатчиках сигналы поступают в тензоусилитель и затем регистрир)уются с помощью магнитоэлектрического осциллографа на осциллографной фотобумаге.
50
40
Использование изобретения позволяет избежать создания специальной сложной конструкции устройства для уравновешивания массы шатуна. Благодаря выносу из зоны резания точек замера сил, действующих со стороны 45 шли фуемой детали на цилиндрь, и со стороны цилиндров на шатун шарнирного параллелограмма можно избежать громоздких контактных колец и тюко- съемников.
Путем несложных переделок существующей конструкции полуавтоматической линии для шлифования гнутых деталей круглого сечения можно прово- дить экспериментальные исследования, направленные на дальнейшее усовершенствование конструкции как основных механизмов, так и всей конструкции линии в целом.
Формула изобретения
Стенд для исследования механизма копирования криволинейного контура деталей мебели при шлифовании, содер- 5 жапщй станину и не менее двух связанных между собой конвейерами роторов, каждый из которых содержит собственно ротор, установленный на шатуне шармерения величины ускорения шатуна, закрепленным на шатуне, тензодатчи- ками измерения величины усилий на шатуне от шлифовальных цилиндров при обкатывании контура детали, системой записи траектории перемещения шатуна, выполненной в виде реостата, корпус которого закреплен на станине, а ползун - на установленном в
нирногопараллелограмма с подпружи- О корпусе с возможностью поворота ва- ненными коромыслами и несущий два расположенных симметрично относительно оси вращения ротора, шлифовальных цилиндра с приводом их продольного перемещения, отличающийся J5 имеет П-образную форму и на котором тем, что, с целью повышения точностизакреплены тензодатчики измерения
замеров, стенд снабжен датчиком из- , величичны усилий на шатуне.
лу и рычажной системы в виде закрепленного на валу коромысла, шарнирно связанного с парой соседних шатунов посредством рычагов, один из которых
мерения величины ускорения шатуна, закрепленным на шатуне, тензодатчи- ками измерения величины усилий на шатуне от шлифовальных цилиндров при обкатывании контура детали, системой записи траектории перемещения шатуна, выполненной в виде реостата, корпус которого закреплен на станине, а ползун - на установленном в
корпусе с возможностью поворота ва- имеет П-образную форму и на котором закреплены тензодатчики измерения
лу и рычажной системы в виде закрепленного на валу коромысла, шарнирно связанного с парой соседних шатунов посредством рычагов, один из которых
25 гз 30 2S
J / / /
П 23
24
Vus. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1268381A2 |
| Устройство для шлифования деталей из древесины | 1981 |
|
SU1007935A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931396A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1987 |
|
SU1528646A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU929407A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1060425A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU831557A2 |
Изобретение относится к области станкостроения, а именно к стендам для исследования процессов ишифова- ния и позволяет повысить точность экспериментальных исследований путем исключения влияния инерционности шатуна на точность измерений. Стенд содерзкит станину 1 и не менее двух связанньгх между собой конвейерами роторов, каждый из которых содержит собственно ротор, установленный на шатуне шарнирного параллелограмма с подпружиненными коромыслами и несущий два расположенных симметрично относительно оси вращения ротора шлифовальных цилиндра с приводом их продольного перемещения. Для этого стенд снабжен датчиком 54 измерения величины ускорения шатуна, закрепленным на шатуне, тензодатчиками 52 и 53 измерения величины усилий на шатуне от шлифовальных цилиндров, системой записи траектории перемещения щатуна, выполненной в виде реостата 51, корпус которого закреплен на станине, а ползун 50 - на установленном, в корпусе с возможностью поворота валу, и рычажной системы в виде закрепленного на валу коромысла 46, шарнирно связанного с парой соседних шатунов посредством рычагов, один из которых имеет П-образную форму и на котором закреплены тензодатчики 52 и 53. 3 ил. i СЛ ю «S т /ТТЛ fir//777////7/X// 7777/777/7Л//У////7 Т « Фиг.г Л//У Т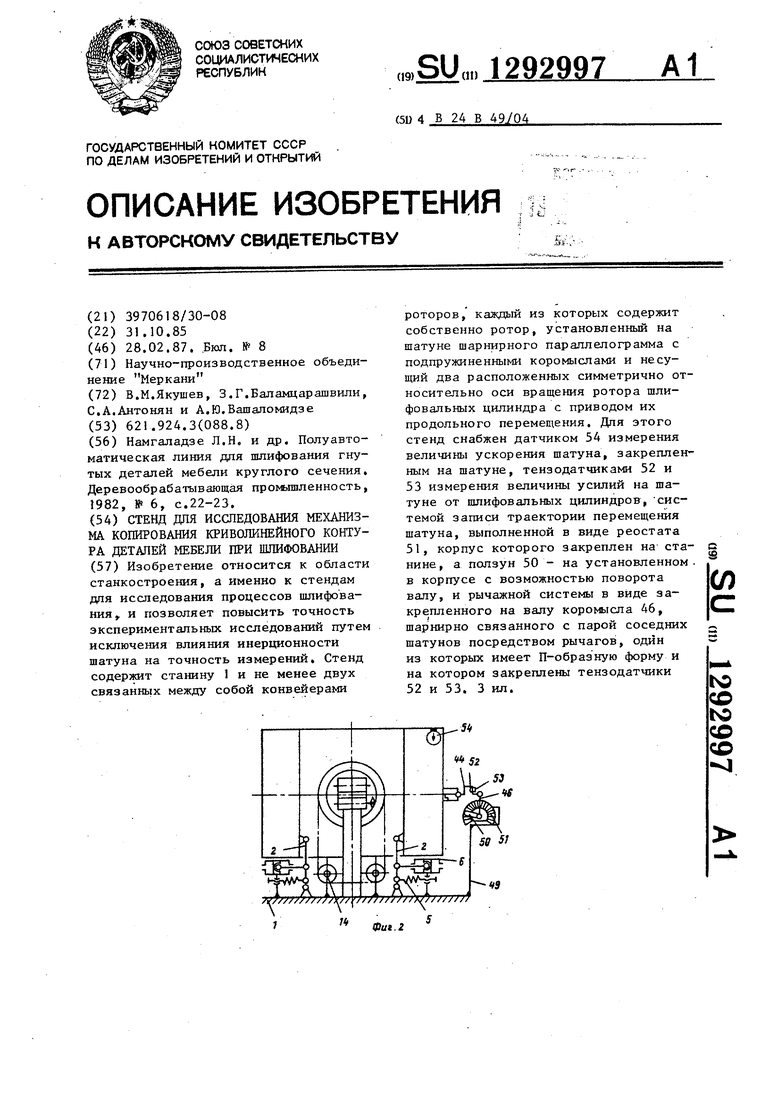
Iff
4S
Сриг.З
Редактор Н.Горват
Составитель Е.Щеславская Техред В.Кадар
Заказ 326/17Тираж 716. .Подшг;кое
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
50 ЖЗ 57
Корректор М.Пожо
| Намгаладзе Л.Н | |||
| и др | |||
| Полуавтоматическая линия для шлифования гнутых деталей мебели круглого сечения | |||
| Деревообрабатывающая промьппленность, 1982, № 6, с.22-23. |
