1
Изобретение относится к шлифовальным устройствам для гнутых деталей из древесины.
По основному авт. св. № 804380 известно шлифовальное устройство, содержащее стол, приводные и прижимные рамки, шарнирный параллелограмм со смонтированным на нем полым ротором, несущим на подпружиненных коромыслах закрепленные шарнирно последовательно три пары шлифовальных цилиндров с приводом их вращения 1.
Недостатком устройства является то, что слежение по криволинейному контуру детали (перемещение шатуна с вращающимся ротором, несущим щлифовальные цилиндры) осуществляется только в те периоды, когда шлифовальные цилиндры занимают вертикальное или близкое к вертикальному положение (не более 45° от вертикали).
Таким образом, при вращении ротора слежение осуществляется периодически, что весьма отрицательно сказывается как на работоспособности, так и на производительности устройства. Практически можно достичь 20-25 оборотов ротора в минуту, при этом скорость подачи деталей должна лимитироваться только лишь достижением минимальной щирины полосы перекрытия зоны шлифования, однако специфика механизма слежения значительно ограничивает скорость подачи заготовок, потому что при горизонтальном, либо близком к горизонтальному положении щлифовальных цилиндров слежение отсутствует, и в течение времени, необходимого для занятия цилиндрами вновь вертикального положения (когда происходит слежение), заготовка продвигается на большое расстояние, в силу чего шлифовальные ци10линдры, повернувшись вместе с ротором на полоборота и пристраиваясь к кривизне нового участка, рывком перемещают щарнирный параллелограмм.
При этом система получаетсильное динамическое возмущающее воздействие и начинает соверщать вынужденные незатухающие колебания, развитию которых способствуют неуравновешенные силы инерции качающихся масс параллелограмма с ротором и цилиндрами. При этом амплитуда колеба20ний ротора может достичь величины, равной расстоянию между валами цилиндров за вычетом диаметра шлифуемой детали. Возникщие колебания приводят к крайней неравномерности прижима цилиндра к заготовке.
быстрому износу или срыву абразивной ленты и даже к аварийному разрыву резиновой оболочки цилиндра. Единственным средством для предотвращения подобных случаев является уменьшение скорости подачи заготовки до минимума, что влечет за собой снижение производительности устройства.
Цель изобретения - повышение работоспособности и производительности устройства.
Цель достигается тем, что в устройстве все три пары шлифовальных цилиндров установлены под углом 120° друг к другу.
Такое расположение шлифовальных цилиндров позволяет повысить работоспособность, т.е. улучшить условия слежения и, как следствие, увеличить производительность.
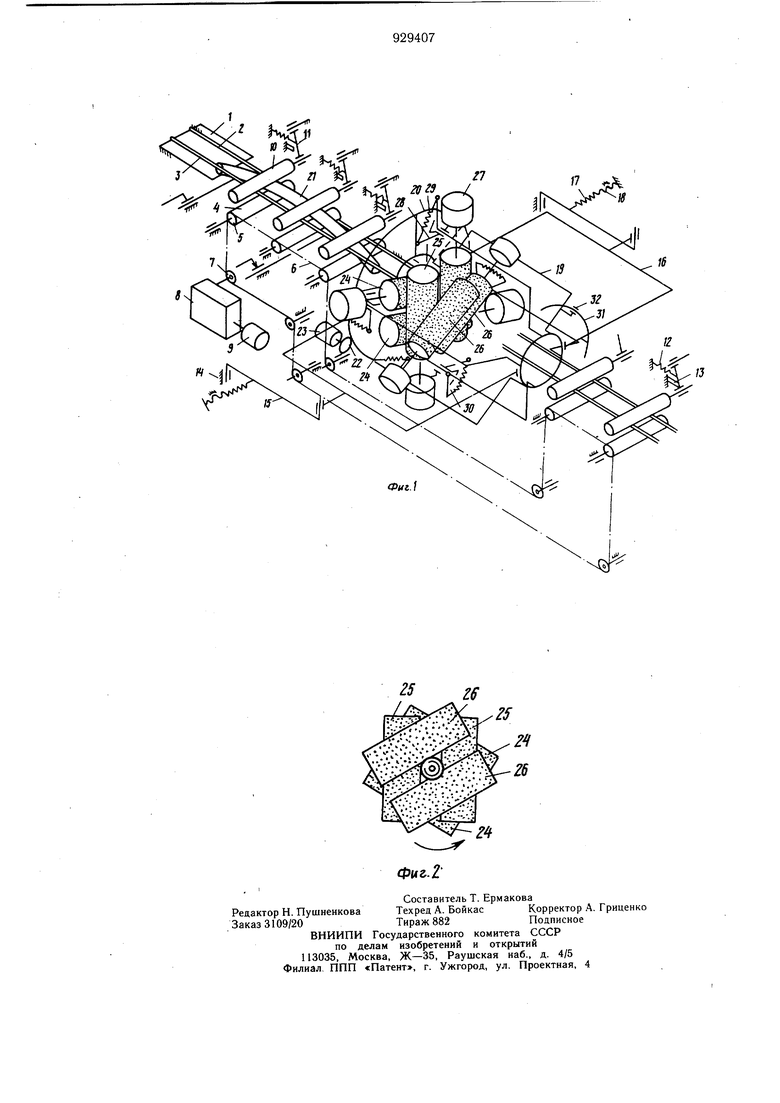
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2вид на шлифовальные цилиндры по продольной оси ротора.
Устройство включает стол 1 с неподвижной 2 и регулируемой 3 направляющими, подающие ролики 4, связанные через звездочки 5 и цепь б со звездочкой 7, жестко насаженной на выходной вал редуктора 8, приводимого электродвигателем 9. Прижимные ролики 10 установлены в рычагах 11, прижимаемых посредством пружин 12 к ограничителям 13.
Во втулках 14 станины установлены кривошипы 15, шарнирно связанные с шатуном 16, удерживаемым в исходном положении пружинами 17 с регулировочными винтами 18. Шатун 16 и кривошипы 15 образуют шарнирный параллелограмм.
На шатуне установлен с возможностью вращения полый ротор 19, содержащий шестерню 20 с центральным отверстием для прохождения заготовок 21 и направляющих 2 и 3. Шестерня 20 зацеплена с шестерней 22, жестко насаженной на вал электродвигателя 23, установленного на шатуне 16.
Ротор несет три пары шлифовальных цилиндров 24, 25 и 26. Цри этом пары цилиндров установлены под углом 120° друг к другу и приводятся электродвигателями 27, которые закреплены на коромыслах 28, прижимаемых пружинами 29, к регулируемым ограничителям 30. Для подвода тока к электч родвигателям на шатуне 16 установлено кольцо 31, а на роторе -шетка 32. Пары шлифовальных пневмоцилиндров 24, 25 и 26 установлены последовательно вдоль пути прохождения заготовок 21 и несут: пара пневмоцилиндров 24 - грубую абразивную ленту, пара пневмоцилиндров 25 - абразивную ленту средней зернистости, а пара пневмоцилиндров 26 - мелкозернистую ленту.
Устройство работает следующим образом.
По размерам заготовки устанавливается требуемый зазор между направляющими 2 и
3, выставляется с помощью пружин 17 и винтов 18 в исходное положение шатун 16.
По столу 1 заготовка 21 подается между направляющими 2 и 3 к роликам 4 и 10, продвигающим ее сквозь .центральное отверстие щестерни 20 в зону обработки к парам 24, 25 и 26 шлифовальных цилиндров, вращающихся как вокруг своих осей, так и вместе с ротором - вокруг обрабатываемой заготовки с такой скоростью, чтобы ширина шлифуемой полосы, зависящая от пятна контакта абразивной ленты с заготовкой, была больше подачи заготовки на половину оборота ротора.
Приспосабливание к значительной кривизне обрабатываемой заготовки и слежение
по ее контуру при обработке осуществляется щарнирным параллелограммом, образованным шатуном 16 и кривошипами 15. Небольшая же разность в стрелке прогиба (кривизне) обрабатываемой заготовки, имеющая место по длине заготов1 и между соседними
парами шлифовальных цилиндров, компенсируется шарнирным закреплением коромысел 28, несущих пневмоцилиндры.
Изделие при обработке последовательно шлифуется вначале грубой абразивной лентой, есомой цилиндрами 24, затем - средней, несомой цилиндрами 25, и в конце - мелкой абразивной лентой, закрепленной на цилиндрах 26.
Стрелкой на фиг. 2 показано направление вращения ротора. Цилиндры 24 уже выщ0 ли из зоны слежения, и слежение вeдyf цилиндры 25, а цилиндры 26 входят в зону слежения. Таким обр.азом, слежение происходит постоянно, в течение всего времени прохождения заготовки через зону обработки. Обработанная деталь, пройдя зону обработки, выпадает в бункер.
Установление всех трех пар шлифовальных цилиндров под углом 120° друг к другу позволяет сделать процесс слежения постоянным, свести к минимуму динамические
0 нагрузки, колебания, повысить скорость подачи заготовок на обработку и, как следствие, повысить работоспособность и производительность устройства.
Формула изобретения
Устройство для шлифования детален круглого сечения из древесины по авт. св. № 804380, отличающееся тем, что, с целью повышен-ия производительности, все три пары шлифовальных цилиндров установлены под углом 120° одна к другой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2676859/25-08, кл. В 24 В 9/18, 1978.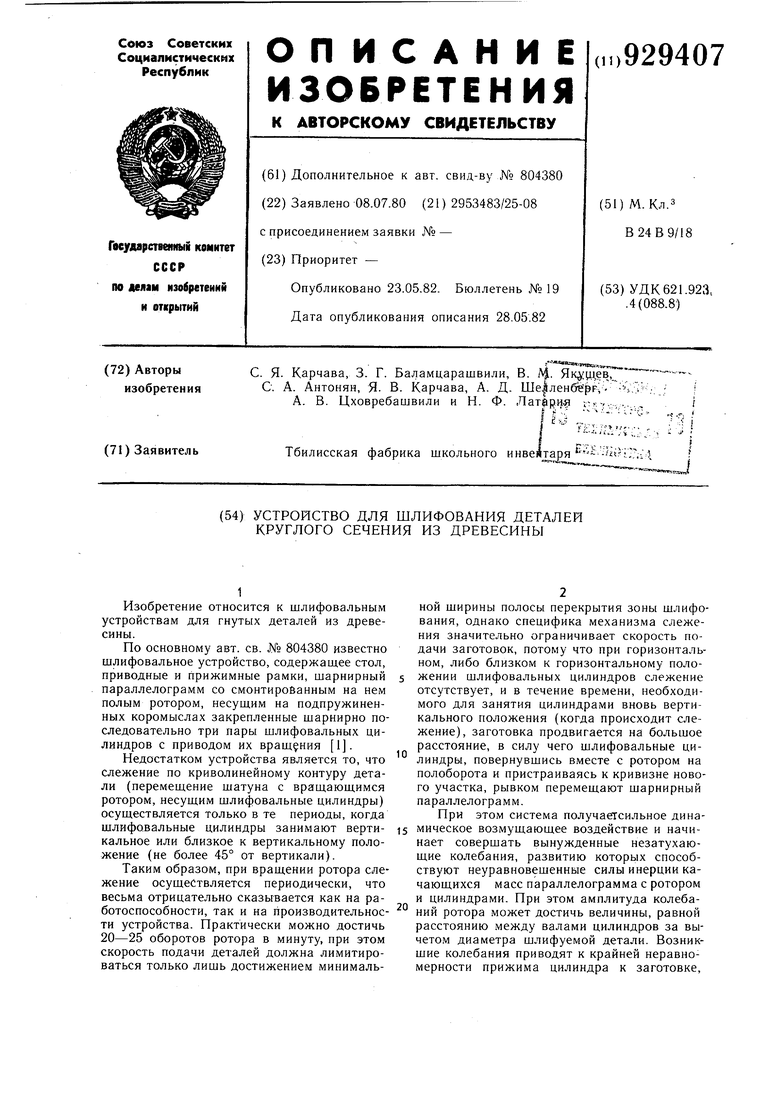
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU933395A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU876380A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1060425A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей из древесины | 1981 |
|
SU1007935A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU831557A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1054027A2 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1978 |
|
SU804380A2 |