Изобретение относится к кузнечно-прессо- вому оборудованию, а именно к устройствам, предназначенным для штамповки крупногабаритных изделий.
Цель изобретения - расширение эксплуатационных возможностей путем обеспечения штамповки на универсальных прессах крупногабаритных изделий.
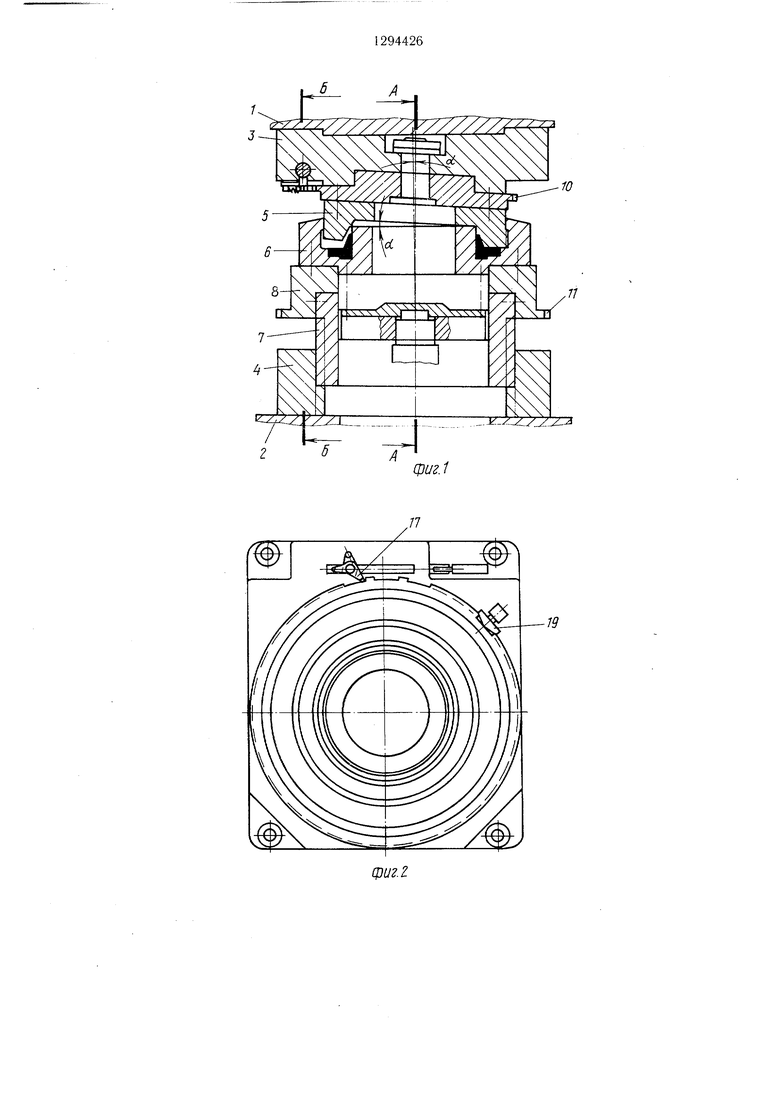
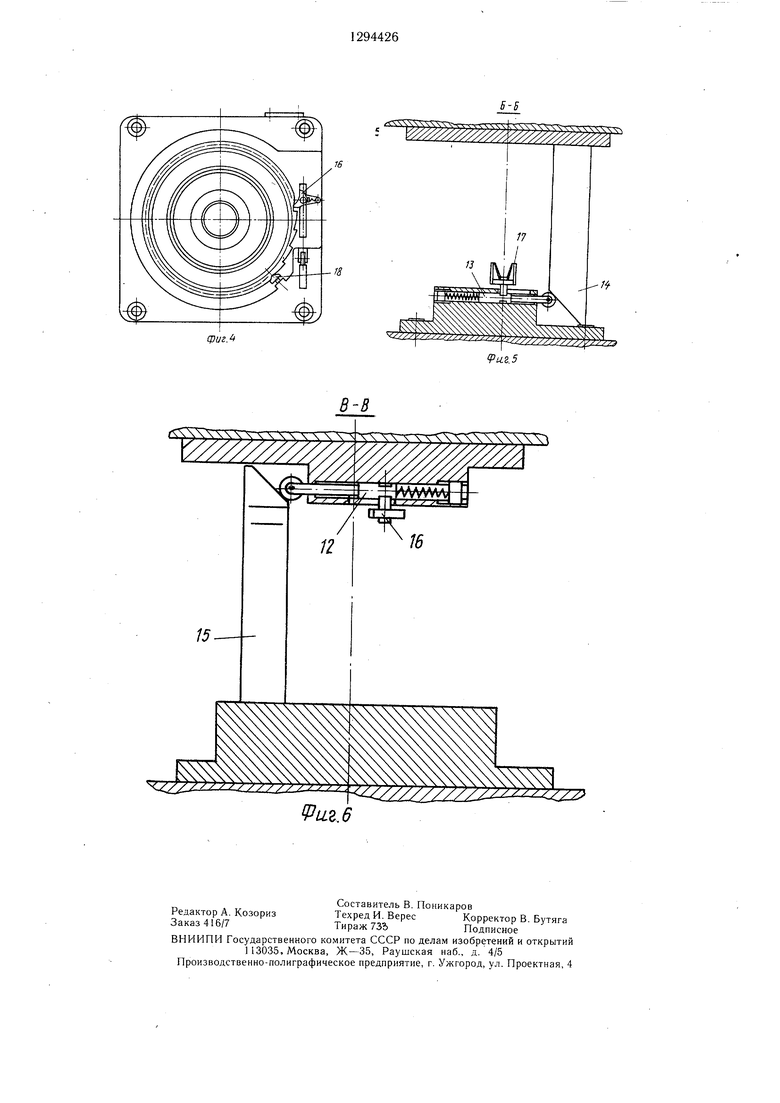
На фиг.1 изображено устройство, разрез; на фиг.2 - нижняя часть устройства, вид сверху; на фиг.З - сечение А-А на фиг.1; на фиг.4 - верхняя часть -устройства, вид снизу; на фиг.5 - разрез Б-Б на фиг.1; на фиг.6 - разрез В-В на фиг.З.
Устройство содержит закрепленные на подвижной траверсе 1 и столе 2 пресса соответственно верхнюю 3 и нижнюю 4 опорные плиты, размеш,енные с возможностью поворота относительно плит и под углом относительно друг друга пуансон 5 и матрицу 6, размешенную на нижней плите 4 винтовую опору 7, установленную на последней с возможностью поворота относительно нее промежуточную плиту 8, расположенные в промежуточной плите 8 с возможностью взаимодействия с винтовой опорой 7 подвижные штыри 9, привод поворота пуансона и матрицы. При этом матрица 6 жестко закреплена на промежуточной плите 8, привод поворота пуансона и матрицы выполнен в виде закрепленных на пуансоне 5 и промежуточной плите 8 храповых колес 10 и 11, установленных в опорных плитах 3 и 4 копиров 14 и 15, взаимодействующих с подпружиненными штоками 13 и 12, установленными на противоположных опорных плитах 4 и 3, а также размещенных на штоках 12 и 13 с возможностью взаимодействия с соответствующими храповыми колесами 10 и 11 подпружиненных собачек 16 и 17.
Кроме того, на плитах 3 и 4 установлены подпружиненные фиксаторы 18 и 19 храповых колес 10 и 11. Закрытая высота устройства рассчитана так, что при опущен- ной опорной плите 3 в крайнее нижнее положение пуансон 5 едва касается исходной заготовки 20.
Устройство работает следующим образом.
Заготовку 20 устанавливают на зеркало матрицы. Включают ход траверсы 1 пресса, оставляя его включенным в процессе штамповки. При этом за каждый холостой ход траверсы 1 пресса вверх плита 8 с матрицей 6 и опорная плита 3 с пуансоном 5 с помощью собачек 17 и 16 совершают синхронно поворот на строго определенный угол. Ход собачек 16 и 17 осуществляется копирами 15 и 14, которые при ходе траверсы пресса вниз воздействуют на штоки 12 и 13, перемещая их, и сжимают пружины. Собачки 16 и 17 совершают при этом холостой ход. При ходе траверсы прес
са вверх (холостой ход) пружины, толкая штоки 12 и 13 собачками 16 и 17, разворачивают, пуансон и матрицу. При перемещении подвижного штыря 9 в отверстие винтовой опоры 7 она также циклично начинает поворачиваться, поднимая плиту 8 и матрицу 6, в результате чего начинается цикличная осадка заготовки и раскатка ее по диаметру. Винтовая опора 7, выворачиваясь из плиты 4, циклично поднимает матрицу 6 вверх при холостом ходе траверсы 1. Включение подачи на осадку заготовки (перемещение щтыря 9) осуществляется периодически при прохождении щтырем 9 зоны в 120°, а затем заготовка раскатывается по
всему диаметру. Так повторяется до полного формообразования изделия, затем выталкивается из матрицы 6, а на его место помещается новая заготовка 20.
Для более надежной фиксации плиты 8 относительно винтовой опоры 7 устройство может быть снабжено несколькими штырями 9, размещенными равномерно по окружности плиты 8.
По сравнению с известным предлагаемое устройство не требует использования специального оборудования и обеспечивает штамповку крупногабаритных изделий на универсальных прессах.
Формула изобретения
1.Устройство для штамповки, содержащее закрепленные на подвижной траверсе и столе пресса соответственно верхнюю и нижнюю опорные плиты, размещенные с возможностью поворота относительно плит и под углом относительно друг друга пуансон и матрицу, а также привод их поворота, отличающееся тем, что, с целью расширения эксплуатационных возможностей путем обеспечения щтамповки на универсальных прессах крупногабаритных изделий, оно снабжено размещенной на нижней опорной плите винтовой опорой, установленной на винтовой опоре с возможностью поворота относительно ее промежуточной плитой, а также расположенными в промежуточной плите с возможностью взаимодействия с винтовой опорой подвижными штырями, при этом матрица жестко закреплена на промежуточной плите.
2.Устройство по п. 1, отличающееся тем, что привод поворота пуансона и матрицы выполнен в виде закрепленных на пуансоне и промежуточной плите храповых колес, установленных в опорных плитах подпружиненных штоков, жестко закрепленных на опорных плитах копиров, взаимодействующих с подпружиненными щтоками, установленными на противоположных опорных плитах, а также размещенных на штоках с возможностью взаимодействия с соответствующими храповыми колесами.подпружиненных собачек.
10
фиг.1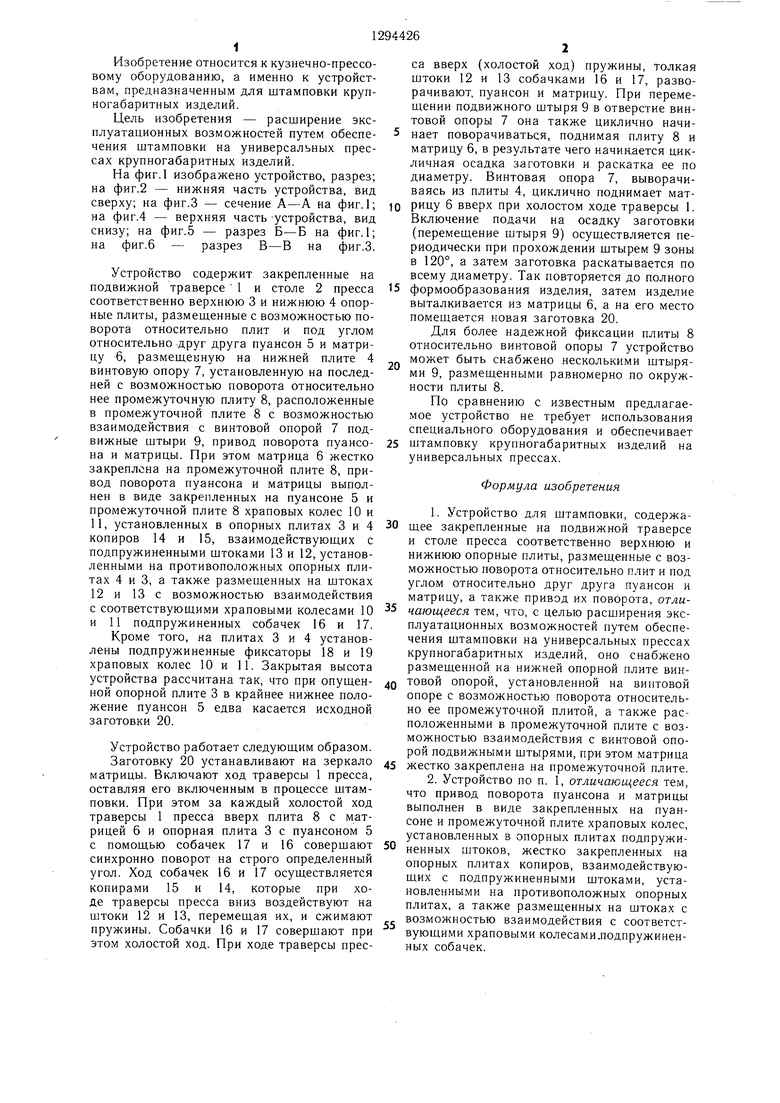
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для секционной ковки | 1989 |
|
SU1692303A3 |
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
| ШТАМП ДЛЯ СЕКТОРНОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ТИПА ШЕСТЕРЕН | 1966 |
|
SU214988A1 |
| Штамп для секторной штамповки крупногабаритных изделий | 1987 |
|
SU1532175A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1426688A1 |
| Устройство для гидравлической формовки тройников | 1976 |
|
SU621421A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
Изобретение относится к кузнечно- прессовому оборудованию, а именно к устройствам для штамповки, и позволяет расширить эксплуатационные возможности путем обеспечения штамповки крупногабаритных изделий на универсальных прессах. Устройство содержит закрепленные на подвижной траверсе 1 и столе 2 пресса верхнюю 3 и нижнюю 4 опорные плиты, пуансон 5 и матрицу 6, размеш,енную на плите 4 винтовую опору (О) 7, установленную на О с возможностью поворота промежуточную плиту 8, подвижные штыри 9. Заготовку 20 размешают в матрице, при каждом холостом ходе траверсы 1 плита 8 с матрицей 6 и плита 3 с пуансоном 5 с помощью храповых колес 10 и 11, штоков 13 и подпружиненных собачек 17 совершают синхронный поворот на строго определенный угол. При перемещении щтыря 9 в отверстие О последняя также начинает циклично поворачиваться, поднимая плиту 8 и матрицу 6. В результате этого обеспечиваются циклическая осадка заготовки и раскатка ее по диаметру. 1 з.п.ф-лы. 6 ил. (Л х ю ;о 4;: ND О5 фLfг.з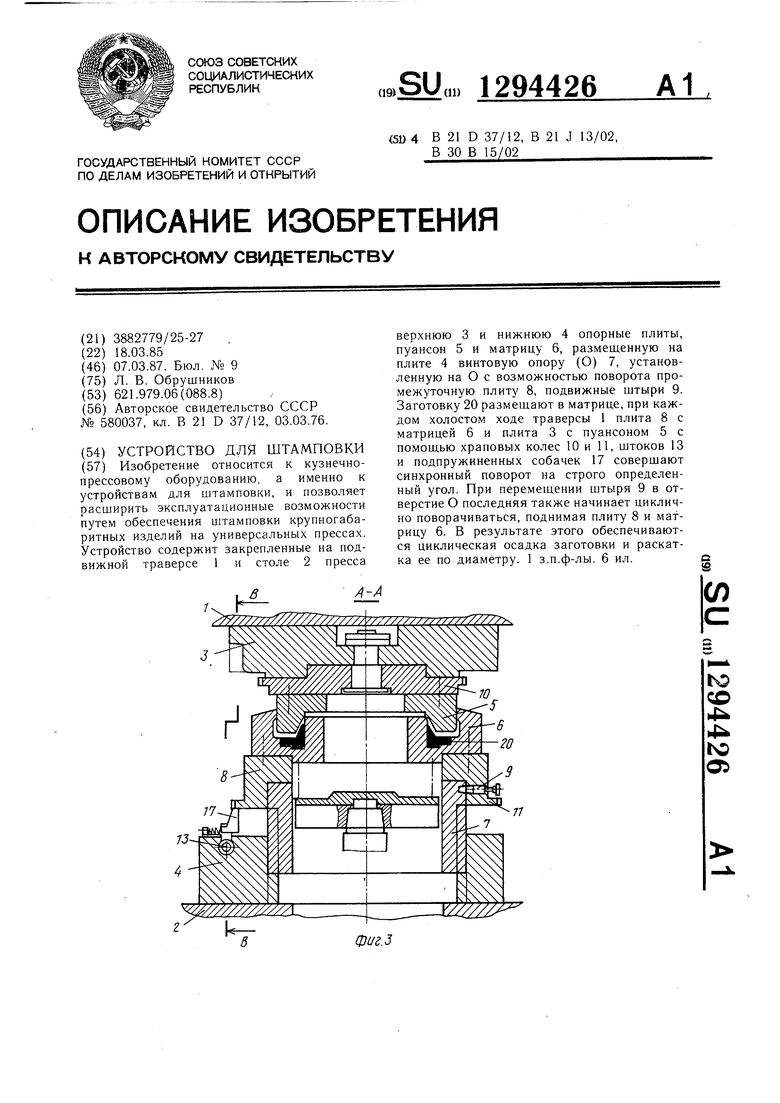
1в
сриг.
5-5
Ри,г.б
| Устройство для штамповки | 1976 |
|
SU580037A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
