Изобретение относится к технике измерений, а более конкретно к определению кривизны изгиба проката под роликами правильной машины.
Цель изобретения - повышение точности контроля за счет определения кривизны на участке упругой деформации проката, примыкающей к ролику .
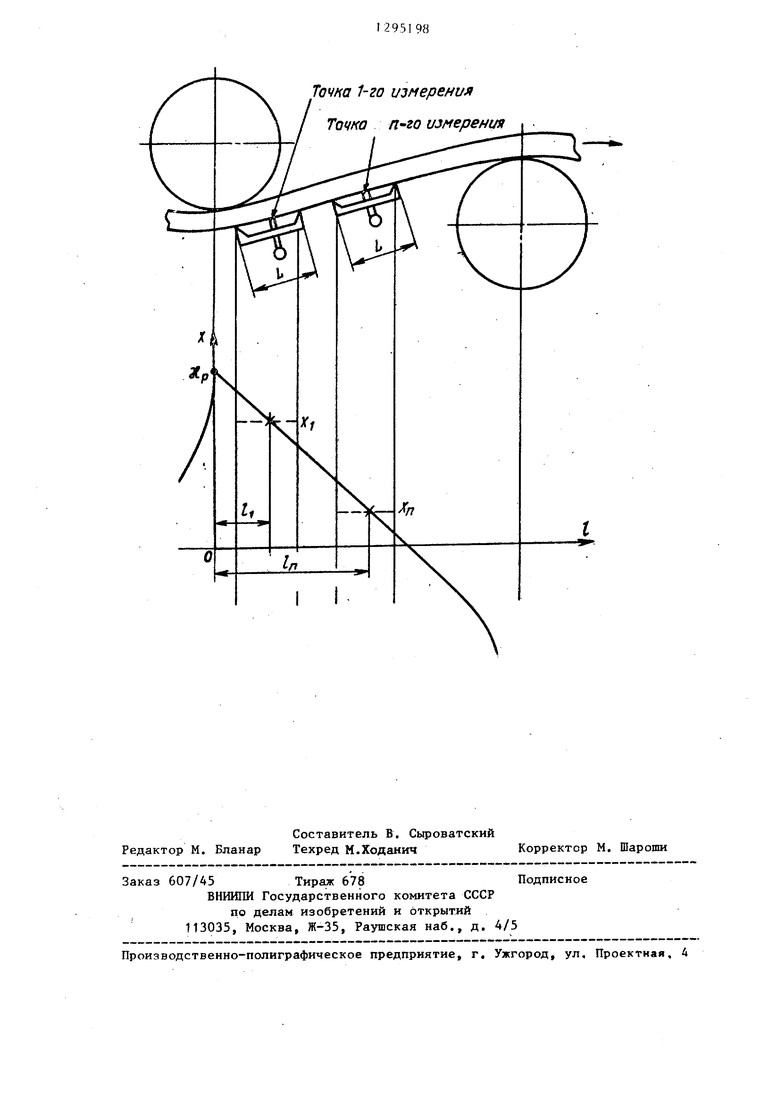
На чертеже показана схема, поясняющая предлагаемый способ.
Способ осуществляют следующим образом.
Выбирают участок упругой разгрузки проката, примыкающий к ролику на выходе из-под него, и на выбранном участке в разных точках проводят п измерений прогибов проката (п 2) с помощью линейки с базовой длиной. Для каждого измерения , определяют кривизну по известной формуле
X.
Jk L2
(1)
f:, 1 где L -.база (длина) линейки, мм; расстояние от середины линейки до поверхности проката (прогиб проката), мм; порядковый номер измерения (г 1, 2,,.,,п). После этого, исходя из условия линейного изменения кривизны на . участке упругой деформации, определют кривизну изгиба проката по формуле« ., г.
(5Ё:х.) ),хр-(С.п.)
X Н-Ч 1iiLjМL L I-,
n.(i)-(cv
f 1 .1
-Д
X . - кривизна проката в точке
i-ro измерения, мм; Ij - расстояние от точки контакта проката с роликом до точки i-ro измерения кривизны на участке упругой деформации проката, мм. Формула (2) получена методом наименьших квадратов из уравнения прямой X X |,+ al, наименее уклоняющейся от точек измерения (1, , х) в системе координат с вершиной в точке контакта ролика с прокатом. П р и м.е р„ При правке рельса Р65 на правильной машине проводят три замера прогибов на расстояниях 1 100, lj,. 200 и 1 300 мм от точки контакта с роликом. База линейки L 200 IVIM, Получены прогибы f, 0,27, fj 0,19 и f 0,12 мм.
По формуле (1) определены кривизны в каждой точке измерения: х, 0,054, Х2 0,038 и Xj 0,024 м ,
По формуле (2) опредепяют кривиз- ну под роликом х 0,0687 м .
Для сравнения проводят измерение прогиба проката известным способом - непосредственно под роликом, и получают fp 0,28 мм, х 0,056 м . Таким образом, получают повьшение точности контроля на 18,6%,
Формула изо-бретения
Способ контроля кривизны изгиба проката под роликом правильной машины, заключающийся в измерении прогиба проката на базовой длине и расчетном определении кривизны по
величине прогиба, отличаю- щ и й-с я тем, что, с целью повышения точности контроля, выбирают участок упругой деформации проката, примыкающий к ролику, определяют на нем кривизну не менее,чем в двух точках, а кривизну изгиба проката под роликом определяют, исходя из условия линейного изменения кривизны на длине участка упругой дефорнации,
Точна 1-го измерения Точка п-го измерения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО ПРОДОЛЬНОГО ИЗГИБА КОРПУСА СУДНА | 2010 |
|
RU2435149C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1998 |
|
RU2138354C1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ИЗГИБНОЙ ЖЕСТКОСТИ ПРОТЯЖЕННЫХ ОБЪЕКТОВ С ПОМОЩЬЮ КРИВИЗНОМЕРА | 2013 |
|
RU2535645C1 |
| Способ измерения изгибающих моментов в элементах конструкций | 1990 |
|
SU1768929A1 |
| Способ правки проката | 1988 |
|
SU1606220A1 |
| СПОСОБ ПРАВКИ КОНЦОВ РЕЛЬСОВ | 1992 |
|
RU2038883C1 |
Изобретение относится к технике измерений, в частности к способу определния кривизны изгиба проката под роликом правильной машины. Целью изобретения является повышение точности контроля, для чего выбирают участок упругой деформации проката, примыкающий к ролику, определяют на нем кривизну не менее чем в двух точках, а кривизну изгиба проката под роликом определяют, исходя из условия линейного изменения кривизны на длине участка упругой деформации. 1 ил. го со СП со СХ)
Редактор М. Бланар
Составитель В. Сыроватский
Техред М.ХоданичКорректор М, Шароши
Заказ 607/45 Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
| Слоним А.З., Сонин А.Л | |||
| Правка листового и сортового металла | |||
| - М.: Металлургия, 1981, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
