Изобретение относится к средствам автоматизации штамповочного производства, в частности к устройствам для извлечения деталей и отходов из ра- бочей зоны пресса.
Цель изобретения - расширение технологических возможностей,
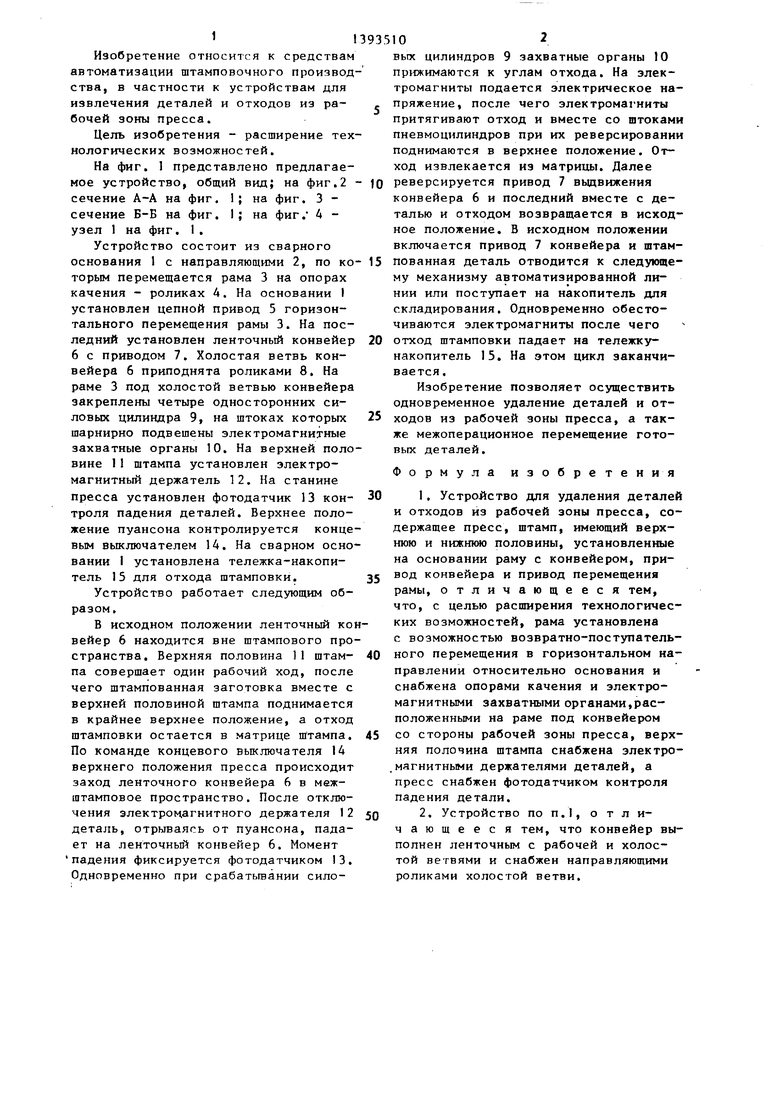
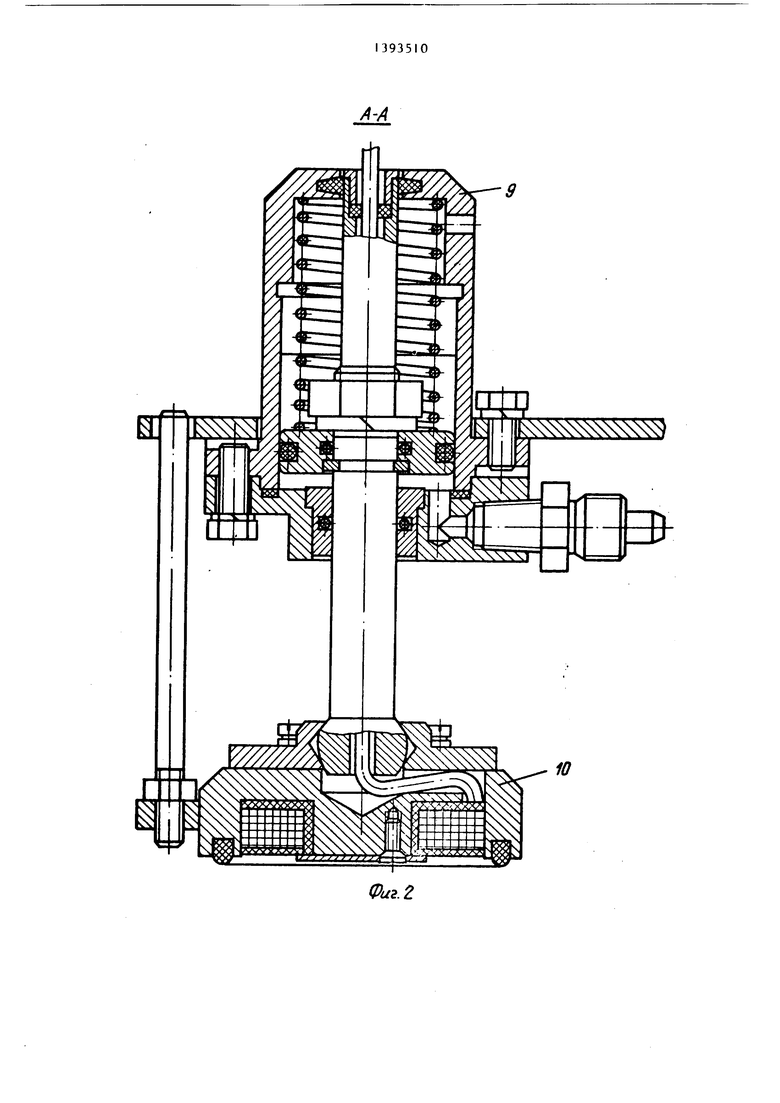
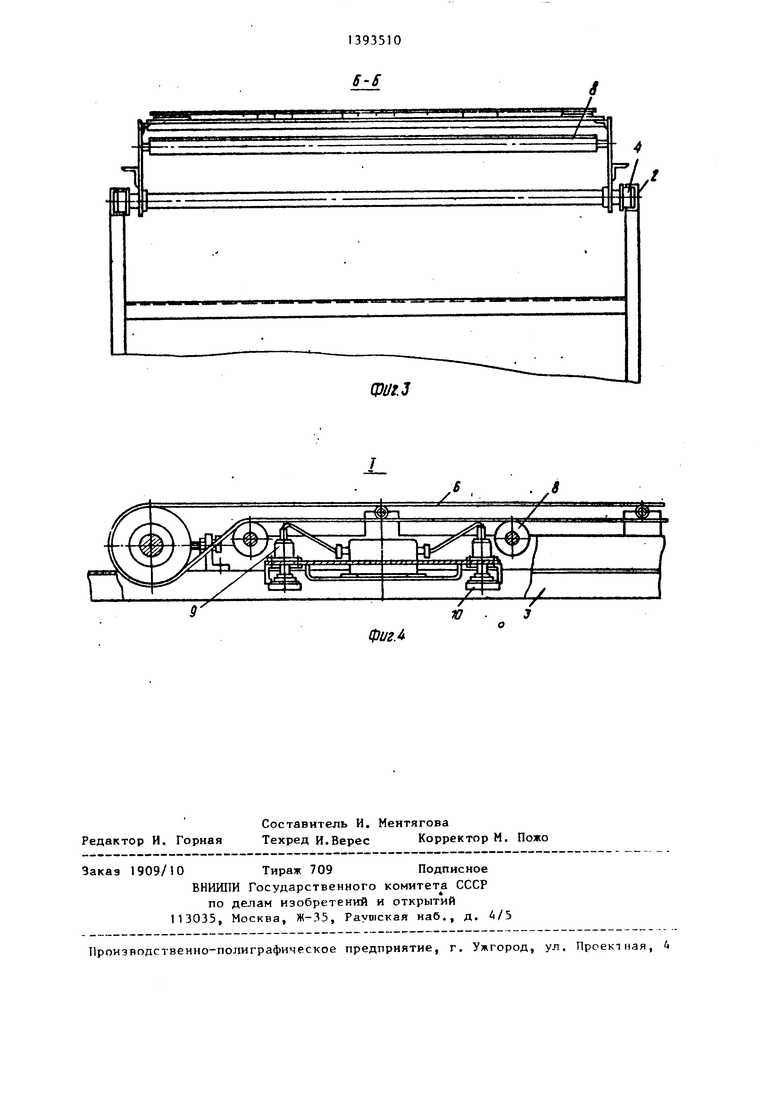
На фиг, 1 представлено предлагаемое устройство, общий вид; на фиг,2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. I; на фиг, 4 - узел 1 на фиг. 1 ,
Устройство состоит из сварного основания 1 с направляющими 2, по ко- торым перемещается рама 3 на опорах качения - роликах 4. На основании I установлен цепной привод 5 горизонтального перемещения рамы 3. На последний установлен ленточный конвейер 6 с приводом 7, Холостая ветвь конвейера 6 приподнята роликами 8, На раме 3 под холостой ветвью конвейера закреплены четыре односторонних силовых цилиндра 9, на штоках которых шарнирно подвешены электромагнитные захватные органы 10, На верхней половине 11 штампа установлен электромагнитный держатель 12. На станине пресса установлен фотодатчик 13 кон- троля падения деталей. Верхнее положение пуансона контролируется концевым выключателем 14. На сварном основании 1 установлена тележка-накопитель 15 для отхода штамповки.
Устройство работает следующим образом .
В исходном положении ленточный конвейер 6 находится вне штампового пространства. Верхняя половина 11 штам- па совершает один рабочий ход, после чего штампованная заготовка вместе с верхней половиной штампа поднимается в крайнее верхнее положение, а отход штамповки остается в матрице штампа. По команде концевого выключателя 14 верхнего положения пресса происходит заход ленточного конвейера 6 в меж- штамповое пространство. После отключения электромагнитного держателя 12 деталь, отрываясь от пуансона, падает на ленточный конвейер 6. Момент падения фиксируется фотодатчиком 13. Одновременно при срабатьгаании силовых цилиндров 9 захватные органы 10 прижимаются к углам отхода. На электромагниты подается электрическое напряжение, после чего электромагниты притягивают отход и вместе со штоками пневмоцилиндров при их реверсировании поднимаются в верхнее положение. Отход извлекается из матрицы. Далее реверсируется привод 7 выдвижения конвейера 6 и последний вместе с деталью и отходом возвращается в исходное положение, В исходном положении включается привод 7 конвейера и штампованная деталь отводится к следующему механизму автоматизированной линии или поступает на накопитель для складирования. Одновременно обесточиваются электромагниты после чего отход штамповки падает на тележку- накопитель 15, На этом цикл заканчивается .
Изобретение позволяет осуществить одновременное удаление деталей и отходов из рабочей зоны пресса, а также межоперационное перемещение готовых деталей.
Формула изобретен и я
1.Устройство для удаления деталей и отходов из рабочей зоны пресса, содержащее пресс, штамп, имеющий верхнюю и нижнюю половины, установленные на основании раму с конвейером, привод конвейера и привод перемещения рамы, отличающееся тем, что, с целью расширения технологических возможностей, рама установлена
с возможностью возвратно-поступательного перемещения в горизонтальном направлении относительно основания и снабжена опорами качения и электромагнитными захватными органами,расположенными на раме под конвейером со стороны рабочей зоны пресса, верхняя полочина штампа снабжена электро- .магнитными держателями деталей, а пресс снабжен фотодатчиком контроля падения детали,
2.Устройство по п,1, о т л и- чающееся тем, что конвейер выполнен ленточным с рабочей и холостой ветвями и снабжен направляющими роликами холостой ветви.
&
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА И УДАЛЕНИЯ ИЗ НЕБ ОТШТАМПОВАННЫХДЕТАЛЕЙ | 1972 |
|
SU421545A1 |
| РОТОРНАЯ ПОДАЧА ШТАМПОВОЧНОГО ПРЕССА | 1994 |
|
RU2102177C1 |
| Автоматический комплекс для штамповки деталей из полосы | 1985 |
|
SU1258573A2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи материала в рабочую зону пресса и удаления отштампованных изделий | 1985 |
|
SU1321504A1 |
| Автоматизированный комплекс для штамповки деталей из ленточного материала | 1986 |
|
SU1337173A1 |
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия штамповки изделий из листовых заготовок | 1984 |
|
SU1234005A1 |
Изобретение относится к средствам автоматизации штамповочного производства, в частности к устройствам для извлечения деталей и отходов из рабочей зоны пресса. Цель - расширение технологических возможностей. После рабочего хода пресса по команде датчика 14 производится заход конвейера 6 в межштамповое пространство. Конвейер вьтолнен ленточным и снабжен направляющими роликами холостой ветви. После отключения электромагнитного держателя 12 деталь падает на конвейер 6. Срабатывают электромагнитные захватные органы 10, захватывая отход, Привод 7 реверсируется, и конвейер вместе с деталью и отходом возвращается в исходное положение. Деталь отводится к следующему механизму линии, а отход падает в та-- ру 15. 1 з.п. ф-лы, 4 ил. S (Л :л со 00 ел fe./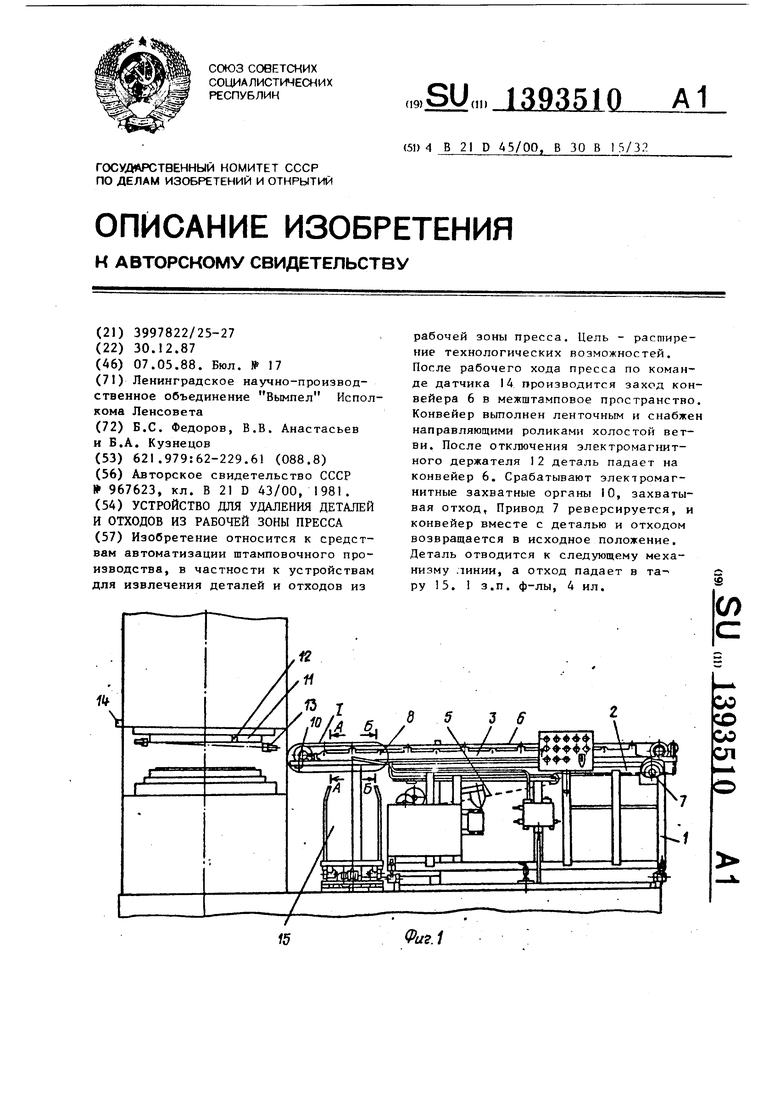
Фи.2
(PU1.3
Фиг4
| Устройство для подачи полосового материала в рабочую зону пресса и удаления обработанного материала | 1981 |
|
SU967623A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
