печение удобства ее обслуживания. Установка содержит устройства для удержания изделий от всплытия,, смонтированные на руках манипулятора. Каждое устройство выполнено в виде установленной с возможностью вертикального перемещения траверсы 16, на консолях которой размещены ряды вертикальных штанг 17. При этом один ряд штанг подпружинен в осе1
Изобретение относится к устройствам для нанесения покрытий путем окунания и может быть использовано на предприятиях лесной и деревообрабатывающей промышленности, изготавливающих столярно-строительные изделия и, в первую очередь, оконные блоки.
Целью изобретения является повышение качества окраски изделий, экономия окрасочного материала, снижение металлоемкости установки и обеспечение удобства ее обслуживания.
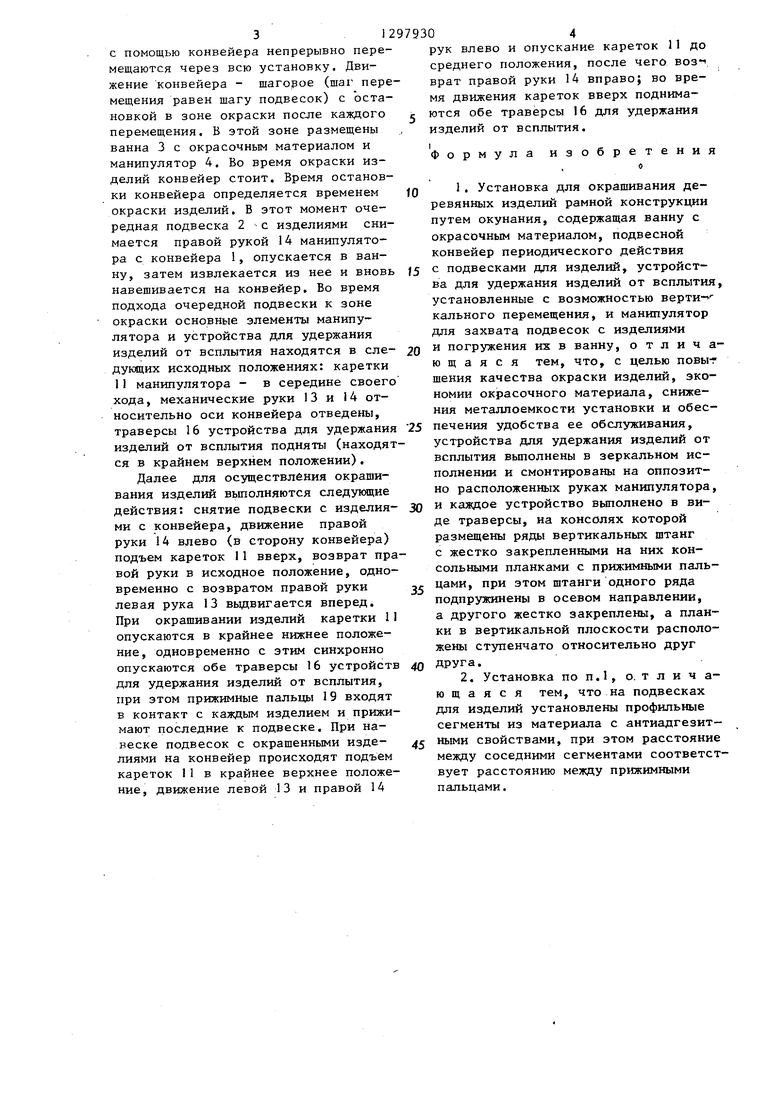
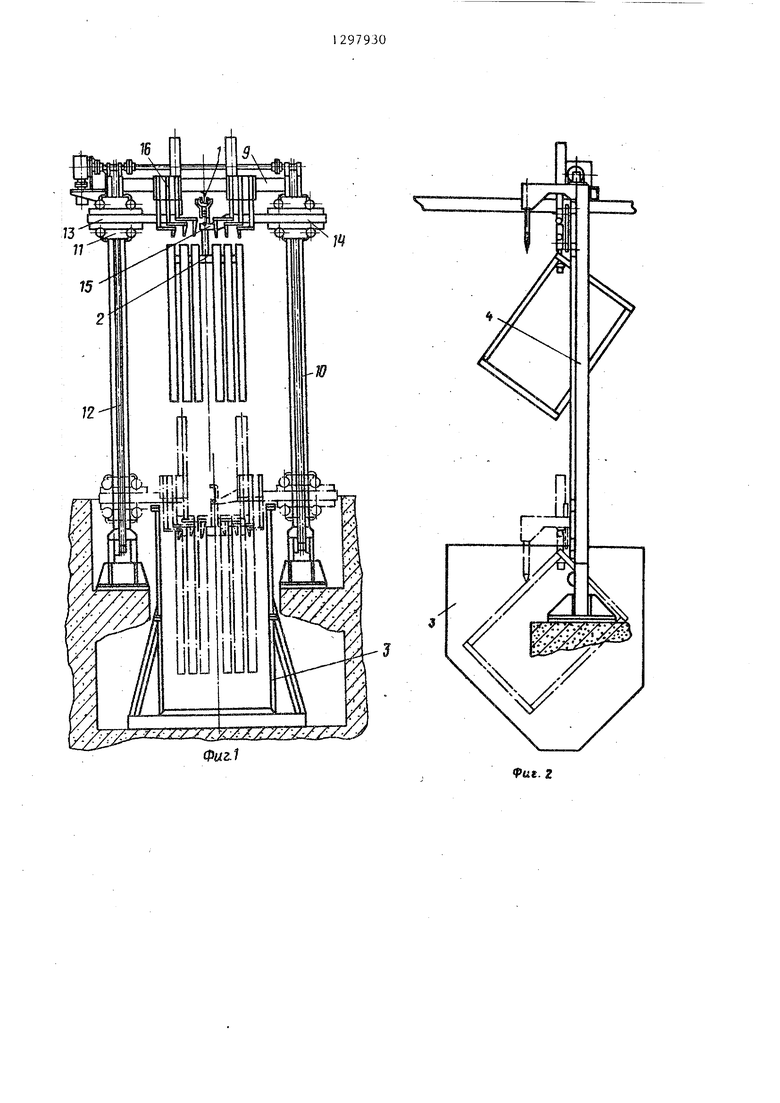
На фиг,1 изображена установка для окрашивания деревянных изделий рамной конструкции, общий вид; на фиг.2 то же, вид сбоку; на фиг.З - устройство для удержания изделий от всплытия; на фиг.4 - подвеска с сегментами.
Устройство имеет подвесной конвейер 1 периодического действия с подвесками 2 для изделий, ванну 3 с окрасочным материалом и манипулятор 4. Подвески для изделий имеют перевернутую Т-образную форму. Вертикальные части подвесок заканчиваются сдвоенными крюками 5 для.их навески на консольные пальцы 6 конвейера. Ниже крюков закреплены консольные пальцы 7 для съема подвесок с конвейера в зоне окраски.
На горизонтальных частях подвесок установлены профильные сегменты 8 для навешивания изделий, вьшолнен- ные из материала с антиадгезионными свойствами, например фторопласта. Образующие поверхности сегментов имеют профили, соответствующие профивом направлении, а другой закреплен неподвижно. На концах штанг установлены консольнь е планки 18 с прижимными пальцами 19, при этом планки в вертикальной плоскости расположены ступенчато одна относительно другой. Подвески для изделий выполнены с профильными сегментами из материала с антиадгезионными свойствами. 1 з.п. ф-лы, 4 ил.
лям окрашиваемых изделий. Несущая конструкция манипулятора 4 выполнена в виде сборной П-образной стойки 9, на каждой колонне .10 которой установлены каретки 11 с возможностью вертикального перемещения от приводного вала с установленными на нем звездочками цепных контуров 12. На каретках оппозитно размещены левая
3 и правая 14 руки манипулятора. Б передней торцевой части правой руки 14 расположен захват 15, выполненный в вид.е сдвоенного крюка. Кроме того, на каждой руке размещены устройства
для удержания изделий от всплытия, вьтолненные в виде установленных с возможностью вертикального перемещения траверс 16, на консолях которых установлены ряды вертикальных штанг
17с жестко закрепленными консольными планками 1В с пружинными пальцами 19, при этом один ряд штанг подпружинен в осевом направлении, а другой жестко закреплен, а планки в
вертикальной плоскости расположены ступенчато относительно друг друга. Причем расстояние между соседними профильными сегментами 8 подвесок равно расстоянию между прижимными
пальцами 19.
Установка работает следующим образом.
Изделия углом своих проемов навешиваются на сегменты 8 подвесок.
Для исключения перекашивания подвесок относительно продольной оси конвейера изделия навешиваются на них симметрично вертикальной оси подве- си по несколько штук с каждой стороны. Навешенные на подвески изделия
с помощью конвейера непрерывно перемещаются через всю установку. Движение конвейера - шаговое (шаг перемещения равен шагу подвесок) с остановкой в зоне окраски после каждого перемещения. В этой зоне размещены ванна 3 с окрасочным материалом и манипулятор 4. Во время окраски изделий конвейер стоит. Время остановки конвейера определяется временем окраски изделий. В этот момент очередная подвеска 2 с изделиями снимается правой рукой 14 манипулятора с конвейера 1, опускается в ванну, затем извлекается из нее и вновь навешивается на конвейер. Во время подхода очередной подвески к зоне окраски основные элементы манипулятора и устройства для удержания изделий от всплытия находятся в следующих исходных положениях: каретки 11 манипулятора - в середине своего хода, механические руки 13 и 14 относительно оси конвейера отведены, траверсы 16 устройства для удержания изделий от всплытия подняты (находятся в крайнем верхнем положении).
Далее для осуществления окрашивания изделий выполняются следующие действия: снятие подвески с изделиями с конвейера, движение правой руки 14 влево (в сторону конвейера) подъем кареток 11 вверх, возврат правой руки в исходное положение, одновременно с возвратом правой руки левая рука 13 выдвигается вперед. При окрашивании изделий каретки 11 опускаются в крайнее нижнее положение, одновременно с этим синхронно опускаются обе траверсы 16 устройств для удержания изделий от всплытия, при этом прижимные пальцы 19 входят в контакт с каждым изделием и прижимают последние к подвеске. При навеске подвесок с окрашенными изделиями на конвейер происходят подъем кареток 11 в крайнее верхнее положение, движение левой 13 и правой 14
рук влево и опускание кареток 11 до среднего положения, после чего воз врат правой руки 14 вправо; во время движения кареток вверх поднима- с ются обе траверсы 16 для удержания изделий от всплытия.
Формула изобретения
о
д 1. Установка для окрашивания деревянных изделий рамной конструкции путем окунания, содержащая ванну с окрасочным материалом, подвесной конвейер периодического действия
5 с подвесками для изделий, устройства для удержания изделий от всплытия, установленные с возможностью верти- кального перемещения, и манипулятор для захвата подвесок с изделиями
0 и погружения их в ванну, отличающаяся тем, что, с целью повышения качества окраски изделий, экономии окрасочного материала, снижения металлоемкости установки и обес5 печения удобства ее обслуживания, устройства для удержания изделий от всплытия вьтолнены в зеркальном исполнении и смонтированы на оппозит- но расположенных руках манипулятора,
) и каждое устройство выполнено в виде траверсы, на консолях которой размещены ряды вертикальных штанг с жестко закрепленными на них консольными планками с прижимными паль, цами, при этом штанги одного ряда подпружинены в осевом направлении, а другого жестко закреплены, а планки в вертикальной плоскости расположены ступенчато относительно друг
Q друга,
2, Установка по п, 1 , о. т л и ч а- ю щ а я с я тем, что на подвесках для изделий установлены профильные сегменты из материала с антиадгезит5 ными свойствами, при этом расстояние между соседними сегментами соответствует расстоянию между прижимными пальцами.
и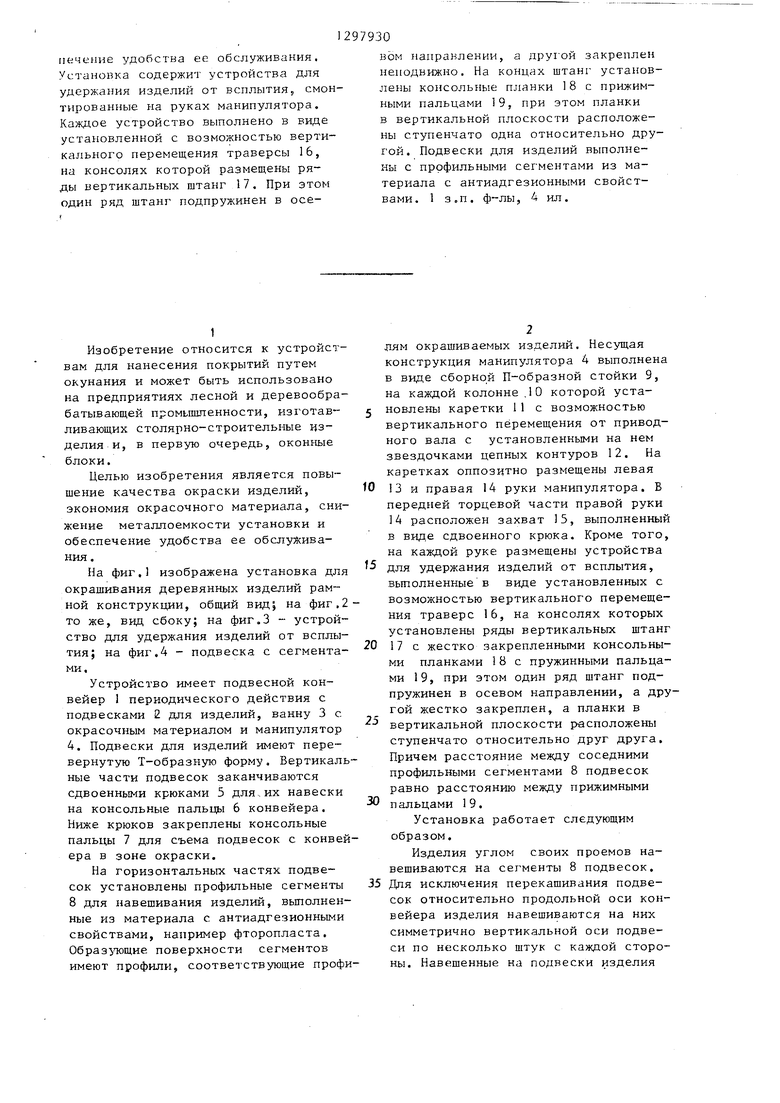
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Устройство для транспортирования автопокрышек и окраски их внутренних поверхностей | 1991 |
|
SU1810239A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Линия для окрашивания изделий | 1991 |
|
SU1801615A1 |
| Линия для окрашивания изделий | 1986 |
|
SU1406098A1 |
| Устройство для нанесения лакокрасочных покрытий | 1980 |
|
SU882637A1 |
Изобретение относится к устройствам для нанесения покрытий путем окунания и может быть использовано на предприятиях лесной и дере- вообрабатьшающей промьшшенности, изготавливающих столярно-строительные изделия и, в первую очередь, оконные блоки. Цель изобретения - повьше- ние качества окраски изделий, экономия окрасочного материала, сниже- ние металлоемкости установки и обес(Л с СО со
fn П (П
V
р rti rti
Составитель К.Джалалова Редактор О.Юрковецкая Техред М.Моргентсал
Заказ 844/10Тираж 646Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
V.- .« «к wnp .. I-- .„ -... «. „ ,
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
иг. 4
Корректор М.Шароши
| Фотоэлектрическое устройство | 1940 |
|
SU60992A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Каталог фирмы Hildebrand, ФРГ, 1983,- с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
